Thước panme là một trong những dụng cụ đo lường cơ khí chính xác nhất hiện nay, với sai số chỉ từ 0.01 mm đến 0.001 mm. Để đạt được độ chính xác đó, việc nắm vững cách sử dụng thước panme đúng kỹ thuật là yếu tố then chốt. Bài viết này sẽ hướng dẫn bạn từ khái niệm cơ bản, cấu tạo, phân loại, quy trình đo chuẩn, cho đến những sai lầm thường gặp và mẹo bảo quản thiết bị.
Thước panme (micrometer) là thiết bị đo kích thước chiều dài, đường kính ngoài, đường kính trong hoặc độ sâu của chi tiết với độ chính xác rất cao. Nguyên lý hoạt động dựa trên chuyển động quay của một trục vít vi cấp, biến chuyển động quay thành chuyển động tịnh tiến. Khi tay quay xoay một vòng, đầu đo di chuyển một khoảng rất nhỏ, thường là 0.5 mm hoặc 1 mm tùy loại.
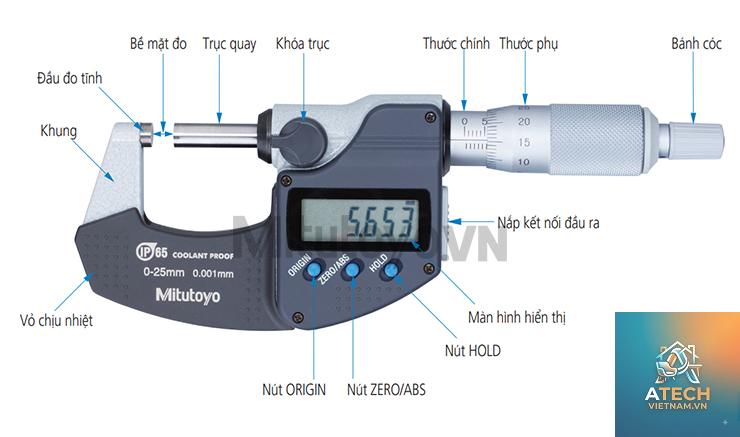
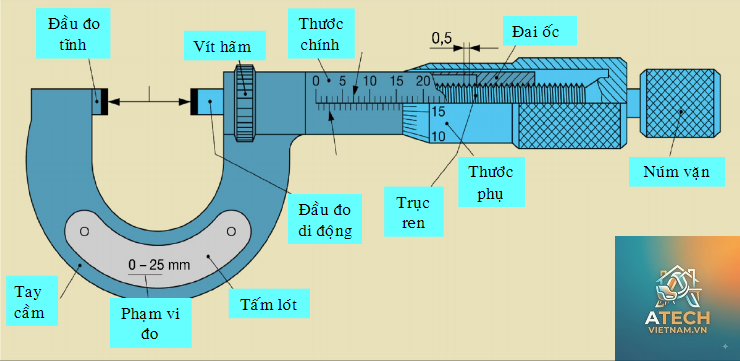
Cấu tạo chính của thước panme gồm: thân thước (khung hình chữ U), đầu đo cố định (anvil), đầu đo di động (spindle), ống đo (sleeve) có vạch chia chính, thước tròn (thimble) có vạch chia phụ, và núm vặn lực (ratchet stop) giúp tạo lực ấn đều đặn giữa các lần đo.
Phân loại thước panme phổ biến trong cơ khí
Việc hiểu rõ từng loại panme giúp bạn lựa chọn đúng công cụ cho từng ứng dụng, từ đó nâng cao hiệu quả đo lường.
Hướng dẫn cách sử dụng thước panme đo ngoài đúng kỹ thuật
Đây là loại panme thông dụng nhất. Quy trình đo gồm các bước chi tiết mà bất kỳ thợ cơ khí nào cũng cần thuộc lòng.
Bước 1: Kiểm tra và làm sạch thước panme
Trước khi đo, lau sạch bề mặt hai đầu đo (anvil và spindle) bằng vải mềm không xơ. Đồng thời kiểm tra mặt chuẩn của panme bằng cách vặn cho hai đầu đo tiếp xúc với nhau (đối với panme 0-25 mm). Nếu thước tròn (thimble) chỉ đúng vạch 0 trên ống đo (sleeve) thì panme đã được hiệu chuẩn. Nếu lệch, bạn cần hiệu chỉnh lại.
Bước 2: Đặt chi tiết cần đo đúng vị trí
Đặt chi tiết vào giữa hai đầu đo sao cho bề mặt cần đo tiếp xúc hoàn toàn với mặt phẳng của đầu đo. Giữ cho chi tiết vuông góc với trục của spindle. Đối với chi tiết tròn, cần đảm bảo đo ở mặt cắt ngang và đường kính lớn nhất.
Bước 3: Vặn spindle tiếp xúc với chi tiết
Dùng tay vặn núm vặn lực (ratchet stop) từ từ cho đến khi đầu đo chạm nhẹ vào bề mặt chi tiết. Không vặn trực tiếp vào thimble vì dễ gây lực quá mức làm sai lệch kết quả hoặc hỏng panme. Khi nghe thấy tiếng “tách” đều đặn từ ratchet stop, bạn dừng lại. Đây là lực tiếp xúc tiêu chuẩn.
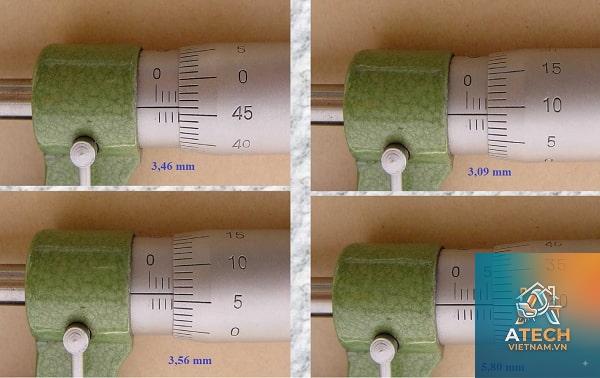
Bước 4: Đọc kết quả đo
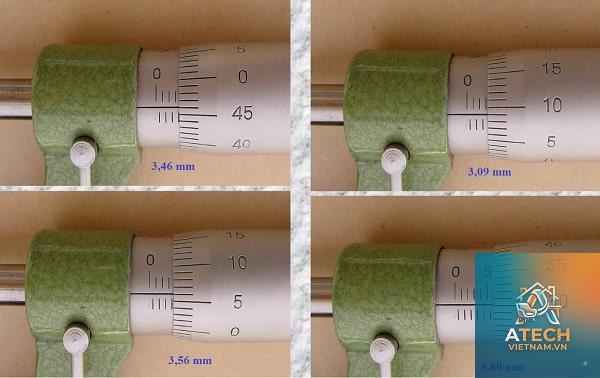
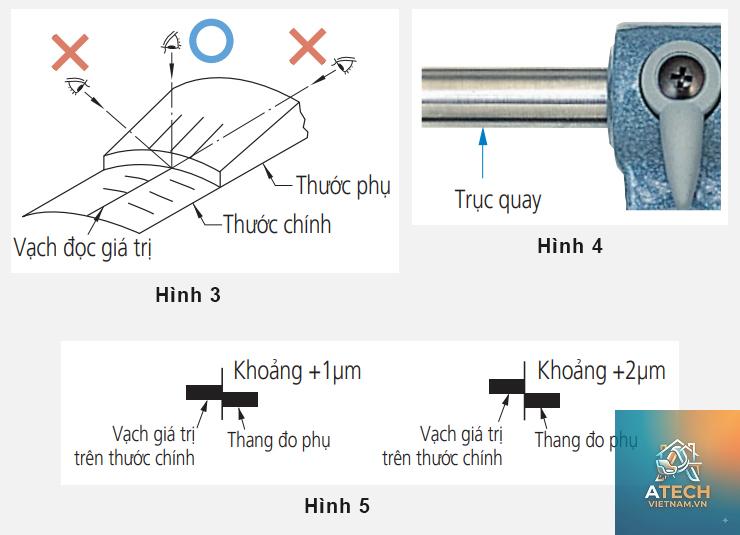
Kết quả được đọc trên hai thang chia: thang chính trên ống đo (sleeve) và thang phụ trên thước tròn (thimble). Cách đọc cụ thể như sau:
Đọc phần nguyên và phần thập phân đầu tiên trên ống đo: mỗi vạch nhỏ trên ống đo tương ứng 0.5 mm. Vạch lớn (có số) là 1 mm.
Đọc phần thập phân thứ hai trên thước tròn: thước tròn có 50 vạch, mỗi vạch tương ứng 0.01 mm (khi bước ren 0.5 mm) hoặc 0.001 mm (với panme có thước Vernier).
Cộng hai giá trị lại với nhau.
Ví dụ: Nếu ống đo hiển thị 12.5 mm (vạch số 12 rõ, cộng thêm một vạch nhỏ 0.5 mm), và thước tròn chỉ vạch thứ 28, thì kết quả là 12.5 + 0.28 = 12.78 mm.
Bước 5: Ghi nhận và kiểm tra lại
Thực hiện đo ít nhất 2-3 lần tại các vị trí khác nhau trên cùng một chi tiết (đối với đường kính, đo tại 2 vị trí vuông góc với nhau). Lấy giá trị trung bình làm kết quả cuối cùng. Nếu có sự chênh lệch lớn giữa các lần đo, kiểm tra lại quy trình và độ ổn định của chi tiết.
Cách sử dụng thước panme đo trong và đo sâu
Mỗi loại panme có một số điểm khác biệt riêng cần lưu ý để tránh sai số.
Cách đo đường kính trong bằng panme đo trong
Panme đo trong có hai đầu đo hướng ra ngoài. Để đo, bạn đưa hai đầu đo vào bên trong lỗ, điều chỉnh sao cho đầu đo tiếp xúc với hai điểm đối diện trên thành lỗ. Xoay núm vặn lực cho đến khi nghe tiếng “tách”. Khi đọc kết quả, cần cộng thêm kích thước của đầu đo (thường được ghi trên thân panme) nếu panme có đầu đo rời.
Cách đo độ sâu bằng panme đo sâu
Panme đo sâu có một thanh đo (spindle) thay vì hai đầu đo. Đặt đế phẳng của panme lên bề mặt tham chiếu, sau đó hạ spindle xuống chạm đáy hốc hoặc rãnh. Đọc kết quả trên thang chia tương tự như panme đo ngoài, nhưng lưu ý rằng kết quả là độ sâu từ bề mặt đến điểm đo.
Những sai lầm phổ biến khi sử dụng thước panme và cách khắc phục
Kể cả những thợ lành nghề đôi khi cũng mắc phải các lỗi cơ bản làm giảm độ chính xác của phép đo.
Dùng lực quá mạnh khi vặn: Khiến spindle ấn sâu vào chi tiết, làm biến dạng đàn hồi, dẫn đến kết quả nhỏ hơn thực tế. Luôn dùng ratchet stop và dừng lại khi nghe tiếng tách đầu tiên.
Không làm sạch bề mặt đo: Bụi bẩn, dầu mỡ hoặc mạt sắt bám trên đầu đo hoặc chi tiết gây sai số có thể lên đến 0.05 mm.
Đặt panme không vuông góc với chi tiết: Khi đo đường kính trục, nếu panme bị nghiêng, bạn sẽ đo được đường kính chéo, luôn lớn hơn đường kính thực tế.
Không kiểm tra điểm 0 trước mỗi lần đo: Panme có thể bị xê dịch sau thời gian sử dụng, dẫn đến sai số hệ thống.
Sử dụng panme để đo chi tiết đang nóng: Nhiệt độ cao làm giãn nở cả panme và chi tiết, cho kết quả không chính xác. Luôn đợi đến khi nhiệt độ phòng (khoảng 20°C) mới đo.
Lợi ích và hạn chế của thước panme so với các dụng cụ đo khác
So với thước cặp (caliper), thước panme có độ chính xác cao hơn đáng kể (0.01 mm so với 0.02 mm hoặc 0.05 mm), đồng thời khả năng lặp lại tốt hơn nhờ cơ cấu vít vi cấp và núm vặn lực. Tuy nhiên, panme có phạm vi đo hẹp (thường 25 mm cho mỗi loại), đòi hỏi phải có nhiều thước để đo nhiều kích thước khác nhau. Giá thành cũng cao hơn và thao tác phức tạp hơn thước cặp.
Trong sản xuất hàng loạt, panme thường được dùng để kiểm tra ngẫu nhiên hoặc đo các chi tiết yêu cầu dung sai chặt, trong khi thước cặp dùng cho đo nhanh kích thước tổng thể. Panme điện tử hiện đại có ưu điểm là tự động hiển thị kết quả và kết nối máy tính, nhưng dễ hỏng cảm biến hơn panme cơ khí.
Ứng dụng thực tế của thước panme trong các ngành công nghiệp
Thước panme hiện diện trong hầu hết các xưởng cơ khí chính xác, phòng thí nghiệm đo lường, ngành chế tạo khuôn mẫu, sản xuất linh kiện ô tô, và hàng không vũ trụ. Một số ứng dụng cụ thể:
Đo đường kính trục khuỷu động cơ, độ dày piston.
Kiểm tra kích thước lỗ trước khi doa tinh (nội soi panme đo trong).
Đo độ sâu rãnh then trên bạc đạn.
Kiểm tra độ dày tấm kim loại cán mỏng.
Đo chiều rộng và độ mòn của lưỡi cắt trong máy CNC.
Bảo quản và hiệu chuẩn thước panme để duy trì độ chính xác
Một cây panme có thể sử dụng hàng chục năm nếu được bảo quản đúng cách. Sau mỗi lần dùng, lau sạch dầu mỡ và bụi bẩn, bôi một lớp dầu chống gỉ mỏng lên các bề mặt kim loại. Đặt panme vào hộp đựng chuyên dụng, tránh va đập. Không vặn thước tròn khi hai đầu đo tiếp xúc vì có thể làm mòn ren vít. Định kỳ 3-6 tháng, mang panme đi hiệu chuẩn tại phòng đo lường chuyên dụng hoặc tự kiểm tra bằng căn mẫu (gauge block) để đảm bảo độ chính xác.
Câu hỏi thường gặp về cách sử dụng thước panme
Làm thế nào để đọc thước panme nhanh nhất?
Hãy tập trung đọc phần nguyên trên ống đo trước (mm và 0.5 mm), sau đó đọc phần lẻ trên thước tròn. Sử dụng kính lúp nếu vạch chia nhỏ. Với panme điện tử, bạn chỉ cần đọc số hiển thị trên màn hình sau khi đo.
Thước panme có đo được kích thước âm không?
Không. Thước panme chỉ đo kích thước dương từ 0 trở lên. Đối với chi tiết nhỏ hơn phạm vi đo, bạn cần sử dụng panme có phạm vi thấp hơn (ví dụ: panme 0-25 mm thay vì 25-50 mm).
Tại sao kết quả đo trên panme cơ và panme điện tử lại khác nhau?
Nếu cả hai đều được hiệu chuẩn đúng, sự khác biệt thường do lực đo không đồng nhất, hoặc do nhiệt độ môi trường thay đổi. Panme điện tử nhạy hơn với nhiệt độ. Kiểm tra lại bằng cách đo một căn mẫu chuẩn, nếu sai số quá 0.01 mm, cần hiệu chỉnh panme.
Có thể dùng panme để đo chi tiết bằng nhựa hoặc vật liệu mềm không?
Có thể, nhưng cần hết sức cẩn thận vì vật liệu mềm dễ bị biến dạng dưới lực đo. Dùng ratchet stop và vặn thật nhẹ nhàng, chỉ để đầu đo chạm vừa đủ. Nên đo nhiều lần và lấy giá trị trung bình.
Panme bị rơ hoặc lỏng spindle thì phải làm sao?
Đây là dấu hiệu hỏng hóc nghiêm trọng, thường do ren vít bị mòn hoặc vỡ. Bạn nên mang panme đến trung tâm bảo hành hoặc thay panme mới, không tự sửa chữa vì dễ làm mất độ chính xác ban đầu.
Kết luận
Thành thạo cách sử dụng thước panme không chỉ là kỹ năng cơ bản của thợ cơ khí mà còn là yêu cầu bắt buộc trong nhiều lĩnh vực sản xuất hiện đại. Từ việc chọn đúng loại panme, thao tác đo chuẩn xác, đến bảo quản thiết bị, mỗi bước đều đóng góp vào việc đảm bảo chất lượng sản phẩm và tiết kiệm chi phí sản xuất. Nếu bạn mới bắt đầu, hãy luyện tập trên các căn mẫu chuẩn trước, dần dần bạn sẽ đạt được kết quả đo đáng tin cậy và nâng cao tay nghề của mình.