Panme trong là một trong những dụng cụ đo lường cơ khí quan trọng nhất, cho phép xác định kích thước đường kính lỗ, rãnh, khe hở với độ chính xác đến micromet. Nắm vững cách đo panme trong không chỉ giúp kiểm tra chất lượng sản phẩm mà còn đảm bảo lắp ráp đúng dung sai kỹ thuật. Bài viết này sẽ hướng dẫn bạn từ khái niệm cơ bản, cấu tạo, phân loại cho đến quy trình đo chuẩn xác, những sai lầm cần tránh và cách bảo quản dụng cụ.
Panme trong là gì? Nguyên lý hoạt động của panme đo lỗ
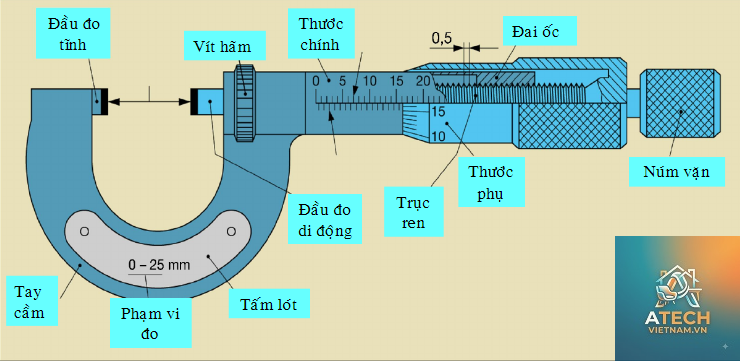
Panme trong (Inside Micrometer) là thiết bị đo kích thước bên trong như đường kính lỗ, chiều rộng rãnh, khe hở giữa hai bề mặt. Thiết bị hoạt động dựa trên nguyên lý chuyển động quay của trục ren chính xác. Khi vặn thước đo, khoảng cách giữa hai đầu đo thay đổi tương ứng với góc quay, cho phép đọc giá trị tại vạch chia trên thân và thước phụ.
Độ chính xác tiêu chuẩn của panme trong thường là 0.01 mm hoặc 0.001 inch. Một số dòng cao cấp có sai số chỉ ±0.002 mm. Hiểu rõ cách đo panme trong giúp bạn đạt được kết quả tin cậy trong mọi ứng dụng cơ khí chính xác.
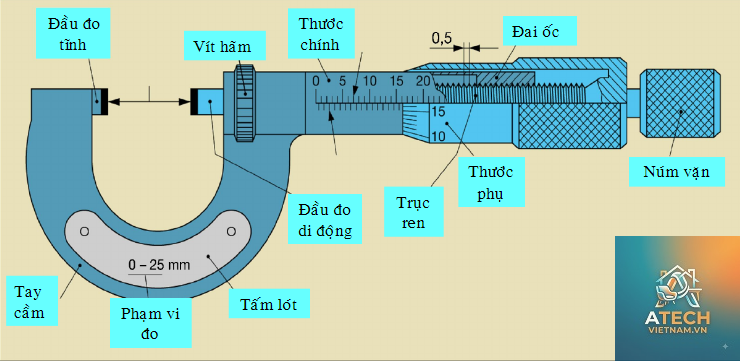
Đầu đo di động – gắn với trục ren, di chuyển khi vặn
Thân chính – khắc vạch chia milimet hoặc inch
Ống xoay (thước phụ) – chia vạch micromet
Núm vặn lực – đảm bảo lực đo ổn định
Thanh nối dài – mở rộng khoảng đo cho các lỗ lớn
Phân loại panme trong phổ biến
Panme trong dạng thước (Rod-type)
Loại này sử dụng các thanh nối dài có chiều dài chuẩn. Khi đo, bạn ghép thanh phù hợp rồi vặn vi chỉnh. Phạm vi đo thường từ 25 mm đến vài mét. Cách đo panme trong dạng thước yêu cầu kỹ thuật căn chỉnh thanh nối chính xác.
Panme trong dạng hàm (Jaw-type)
Có hai hàm đo giống panme ngoài nhưng hướng ngược vào trong. Thích hợp cho lỗ nhỏ, rãnh hẹp. Độ chính xác cao nhưng giới hạn kích thước đo thường dưới 150 mm.
Panme trong điện tử (Digital Inside Micrometer)
Hiển thị số, dễ đọc, có thể kết nối máy tính. Loại này giảm sai số đọc nhưng cần pin và hiệu chuẩn thường xuyên. Cách đo panme trong điện tử nhanh hơn, phù hợp sản xuất hàng loạt.
Loại panme trong
Khoảng đo phổ biến
Độ chính xác
Ưu điểm
Thước (Rod-type)
25–1000 mm
±0.005 mm
Đo lỗ sâu, phạm vi rộng
Hàm (Jaw-type)
0–150 mm
±0.002 mm
Đo lỗ nhỏ, chính xác cao
Điện tử
0–300 mm
±0.003 mm
Đọc nhanh, tích hợp dữ liệu
Hướng dẫn chi tiết cách đo panme trong đúng kỹ thuật
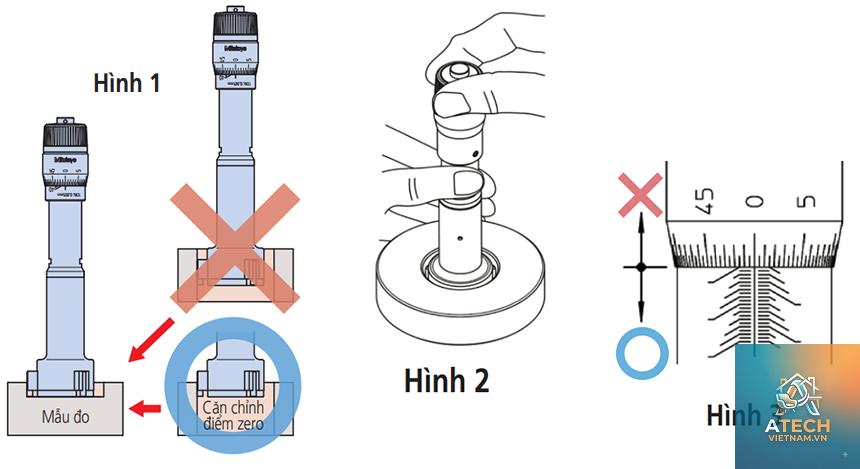
Bước 1: Làm sạch bề mặt và hiệu chuẩn
Trước khi đo, lau sạch đầu panme, thanh nối và bề mặt lỗ bằng vải không xơ. Dung môi làm sạch chuyên dụng giúp loại bỏ dầu mỡ. Kiểm tra panme ở vị trí zero bằng cách đo thanh chuẩn hoặc dùng đồng hồ so. Nếu sai lệch, cần điều chỉnh lại.
Bước 2: Chọn đầu đo hoặc thanh nối phù hợp
Đối với panme dạng thước, chọn thanh nối có chiều dài gần nhất với kích thước lỗ. Lắp thanh vào thân panme, siết chặt ren hãm. Đảm bảo thanh nối thẳng, không cong vênh.
Bước 3: Đặt panme vào lỗ và điều chỉnh lực đo
Đưa nhẹ nhàng panme vào lỗ, giữ panme vuông góc với trục lỗ. Dùng tay xoay núm vặn lực (ratchet) cho đến khi nghe tiếng “cách” nhẹ – đó là lực đo chuẩn khoảng 5–10 N. Không dùng lực quá mạnh vì sẽ làm biến dạng đầu đo hoặc lỗ.
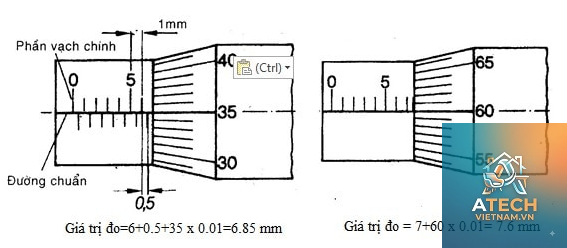
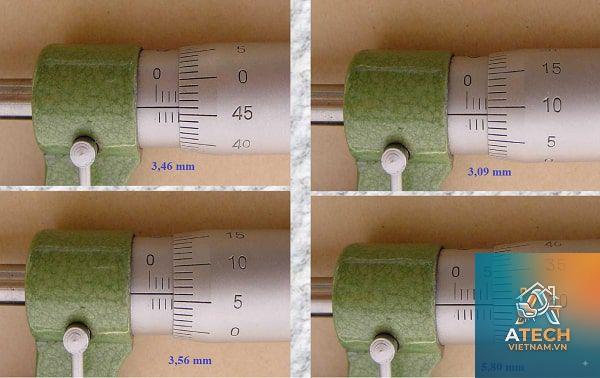
Bước 4: Đọc kết quả
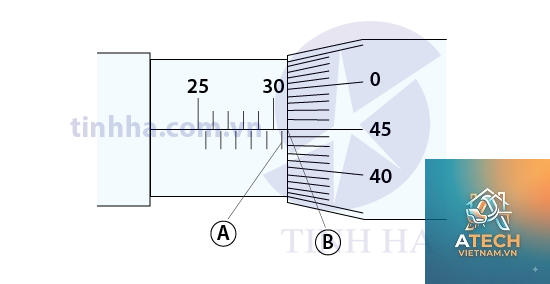
Khi đo panme trong, giá trị hiển thị gồm phần nguyên trên thân chính và phần thập phân trên ống xoay. Ví dụ: vạch thân chính chỉ 15 mm, thước phụ chỉ 0.34 mm → kết quả 15.34 mm. Với panme điện tử, đọc trực tiếp trên màn hình.
Bước 5: Kiểm tra và lặp lại
Nên đo ít nhất 3 lần tại các vị trí khác nhau trong lỗ (gần miệng, giữa lỗ, đáy lỗ) để đánh giá độ côn hoặc độ ôvan. Lấy giá trị trung bình làm kích thước thực tế.
So sánh panme trong với thước cặp
Tiêu chí
Panme trong
Thước cặp (Caliper)
Độ chính xác
±0.002–0.01 mm
±0.02–0.05 mm
Phạm vi đo
Thường >25 mm
0–150 mm hoặc lớn hơn
Cách đo lỗ nhỏ
Cần đầu hàm hoặc thanh nối phù hợp
Hàm trong của thước cặp đo được
Yêu cầu kỹ năng
Cao, cần thao tác chính xác
Trung bình, dễ dùng hơn
Giá thành
Cao hơn, đắt hơn thước cặp 2–5 lần
Thấp hơn
Cách đo panme trong cho kết quả chính xác hơn thước cặp đặc biệt với lỗ có dung sai chặt. Tuy nhiên, thước cặp nhanh và tiện cho các phép đo thông thường. Lựa chọn phụ thuộc vào yêu cầu độ chính xác và kích thước lỗ.
Sai lầm thường gặp khi đo panme trong và cách khắc phục
Đặt panme không vuông góc với trục lỗ
Nếu panme bị nghiêng, kết quả đo sẽ lớn hơn thực tế. Cách khắc phục: sử dụng giá đỡ panme hoặc căn chỉnh bằng mắt dọc theo đường sinh của lỗ. Thực hành nhiều lần để cảm nhận độ vuông góc.
Sử dụng lực đo không đồng đều
Lực quá nhẹ làm kết quả nhỏ hơn, lực quá mạnh làm biến dạng đầu đo hoặc lỗ, kết quả lớn hơn. Luôn dùng núm vặn lực (ratchet) tiêu chuẩn. Nếu panme không có ratchet, hãy tập thói quen vặn nhẹ vừa chạm.
Không hiệu chuẩn trước khi đo
Panme có thể bị trôi zero sau thời gian dài sử dụng. Trước mỗi ca đo, kiểm tra zero bằng thanh mẫu hoặc đo một lỗ đã biết kích thước. Ghi lại sai lệch và điều chỉnh.
Không lau sạch bề mặt
Dầu, mạt sắt hoặc bụi bẩn nằm giữa đầu đo và bề mặt lỗ làm sai lệch kết quả từ 0.01 mm đến 0.1 mm. Thao tác vệ sinh bằng cồn hoặc dung môi trước mỗi lần đo là bắt buộc.
Đọc sai giá trị trên thước phụ
Nhầm vạch 0.01 mm với 0.02 mm hoặc đọc ngược chiều. Cách khắc phục: tập đọc panme nhiều lần, dùng kính lúp nếu cần. Panme điện tử giúp giảm thiểu lỗi này.
Ứng dụng thực tế của panme đo trong trong cơ khí
Kiểm tra lỗ xi lanh động cơ: đo độ mòn, độ côn để quyết định doa hoặc thay piston. Yêu cầu độ chính xác ±0.005 mm.
Gia công lỗ chính xác trên máy CNC: sau khi khoan, doa, dùng panme trong đo đường kính để điều chỉnh dao cắt hợp lý.
Kiểm tra lỗ bạc, ổ đỡ: xác định khe hở lắp ghép với trục, đảm bảo chế độ lắp lỏng/lắp chặt đúng thiết kế.
Đo kích thước rãnh chốt, rãnh then: panme dạng hàm hoặc thước đo rãnh cho kết quả nhanh và chính xác.
Bảo trì thiết bị công nghiệp: đo độ mòn của các lỗ trên máy ép, máy cắt, bơm thủy lực để dự báo thay thế.
Cách bảo quản panme trong để duy trì độ chính xác lâu dài
Panme trong là dụng cụ có độ chính xác cao, cần được bảo quản nghiêm ngặt:
Sau khi đo, lau sạch dầu mỡ, bụi bẩn bằng vải mềm thấm dung môi. Không để hóa chất ăn mòn tiếp xúc.
Bảo quản trong hộp chuyên dụng, có mút đệm chống sốc. Đặt panme nằm ngang hoặc treo thẳng đứng không tì lên đầu đo.
Bôi một lớp dầu chống gỉ nhẹ lên các bề mặt thép không mạ, đặc biệt là đầu đo và trục ren.
Hiệu chuẩn panme định kỳ 6–12 tháng tùy tần suất sử dụng. Gửi đến phòng kiểm định có chứng chỉ ISO.
Không dùng panme đo các bề mặt thô, vật liệu cứng như carbide, gốm vì sẽ làm mòn đầu đo nhanh.
Cách đo panme trong cho lỗ sâu trên 500 mm như thế nào?
Đối với lỗ sâu, sử dụng panme dạng thước với các thanh nối dài. Cần căn chỉnh thanh nối thật thẳng, dùng thêm trung tâm hóa (centering device) để giữ panme đồng tâm với lỗ. Đo từng đoạn và cộng dồn kích thước.
Làm thế nào để biết panme trong bị hỏng?
Dấu hiệu hỏng: kết quả đo không lặp lại, độ lệch giữa các lần đo >0.005 mm; đầu đo bị xước, mòn; thước phụ quay nặng hoặc kêu lạ; sai số zero vượt quá ±0.01 mm không điều chỉnh được.
Có thể dùng panme trong để đo lỗ hình trụ không tròn không?
Có thể, nhưng bạn cần đo theo nhiều hướng (dọc trục, chéo) để xác định độ méo. Panme trong chỉ cho kích thước điểm tiếp xúc, không đo được toàn bộ biên dạng. Đo độ ôvan nên dùng thêm đồng hồ so lỗ.
Panme trong có thay thế được panme ngoài không?
Không. Panme trong thiết kế chuyên cho đo lỗ, panme ngoài đo trục. Cấu tạo đầu đo và lực đo khác nhau. Dùng sai mục đích làm hỏng đầu đo và sai số lớn.
Tuổi thọ của panme trong trung bình bao lâu?
Với bảo quản tốt và sử dụng đúng cách, panme trong cơ khí chất lượng cao có thể bền 10–15 năm. Panme điện tử thường hỏng pin hoặc linh kiện sau 5–7 năm.
Nắm vững cách đo panme trong là kỹ năng thiết yếu của kỹ thuật viên cơ khí chính xác. Từ hiểu cấu tạo, chọn loại phù hợp, thực hiện từng bước đo cho đến bảo quản dụng cụ, tất cả đều góp phần tạo nên kết quả đo đáng tin cậy. Thực hành thường xuyên và kiểm tra đối chiếu với các thiết bị chuẩn giúp nâng cao tay nghề. Đảm bảo bạn luôn tuân thủ quy trình hiệu chuẩn và vệ sinh để duy trì độ chính xác lâu dài cho panme trong.