
Việc lựa chọn que hàn tưởng đơn giản nhưng lại quyết định trực tiếp đến chất lượng mối hàn, độ bền kết cấu và hiệu suất công việc. Cách chọn que hàn phù hợp không chỉ dừng lại ở việc biết loại vật liệu cần hàn, mà còn đòi hỏi hiểu rõ về thông số kỹ thuật, vị trí hàn, điều kiện môi trường và yêu cầu cơ tính. Bài viết này sẽ cung cấp toàn bộ kiến thức nền tảng và chuyên sâu để bạn đưa ra quyết định đúng đắn nhất.
Bản chất của việc chọn que hàn và tầm quan trọng
Que hàn là điện cực tiêu hao trong quá trình hàn hồ quang tay (SMAW). Lõi que dẫn điện và nóng chảy tạo hồ quang, đồng thời bổ sung kim loại cho mối hàn. Lớp thuốc bọc bảo vệ vũng hàn khỏi oxy và nitơ trong không khí, ổn định hồ quang và tạo xỉ bảo vệ. Chọn sai que hàn có thể dẫn đến rỗ khí, nứt mối hàn, thấm hydro, hoặc cơ tính không đạt yêu cầu chịu lực.
Mỗi loại que hàn được thiết kế với thành phần hóa học và lớp thuốc bọc riêng, phù hợp với từng loại thép, vị trí hàn và nguồn điện. Người thợ cần nắm vững ký hiệu que hàn theo tiêu chuẩn AWS hoặc JIS, hiểu rõ đặc tính từng loại để chọn que hàn phù hợp với công việc thực tế.
Các yếu tố quyết định đến cách chọn que hàn phù hợp
Loại vật liệu nền cần hàn
Vật liệu nền là yếu tố đầu tiên và quan trọng nhất. Với thép carbon thông thường, que hàn E6013 hoặc E7018 là lựa chọn phổ biến. Thép hợp kim thấp cường độ cao yêu cầu que hàn E7018, E8018 để đảm bảo độ bền tương đương. Inox 304 cần que hàn E308L, inox 316 dùng E316L. Thép chịu mài mòn Hardox dùng que hàn đặc biệt như OK 84.58. Nhôm và hợp kim nhôm dùng que hàn nhôm ER4043 hoặc ER5356. Gang thường dùng que hàn niken.
Vị trí hàn
Vị trí hàn ảnh hưởng đến khả năng điều khiển vũng hàn và xỉ. Que hàn E6010 và E6011 có xỉ đông cứng nhanh, thích hợp hàn đứng và hàn trần. Que hàn E7018 có xỉ lỏng hơn, dễ chảy khi hàn ngang và hàn bằng, nhưng khó kiểm soát khi hàn đứng nếu không có tay nghề cao. Trên ký hiệu que hàn, vị trí hàn được thể hiện bằng số thứ 2 hoặc 3: 1 là hàn mọi vị trí, 2 là hàn bằng và ngang, 3 là hàn bằng.
Loại dòng điện và cực tính
Que hàn được thiết kế để sử dụng với dòng AC, DC+ hoặc DC-. Que hàn E6013 hoạt động tốt với cả AC và DC. Que hàn E6010 chỉ dùng DC+. Que hàn E7018 thường dùng DC+ nhưng cũng có thể dùng AC với một số nhãn hiệu. Nhầm cực tính khi hàn que hàn không phù hợp sẽ gây hồ quang không ổn định, bắn tóe nhiều, thấm sâu kém. Kiểm tra ký hiệu trên bao bì hoặc tra cứu hướng dẫn của nhà sản xuất là bước bắt buộc.
Chiều dày vật liệu và cường độ dòng hàn
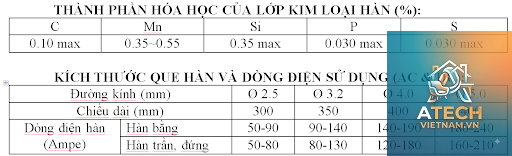
Chiều dày vật liệu quyết định đường kính que hàn. Vật liệu mỏng dưới 3mm dùng que Ø2.0mm hoặc Ø2.5mm. Vật liệu dày 5-10mm dùng que Ø3.2mm. Vật liệu dày trên 12mm dùng que Ø4.0mm hoặc Ø5.0mm. Dòng hàn phải nằm trong khoảng khuyến cáo tương ứng với đường kính que, thường được ghi trên bao bì. Hàn với dòng quá thấp gây dính que, nóng chảy không đều. Dòng quá cao gây cháy cạnh, bắn tóe mạnh và que hàn quá nóng.
Tư thế và điều kiện hàn thực tế
Hàn ngoài trời có gió cần que hàn có lớp thuốc bọc dày, khả năng chống rỗ khí tốt. Hàn trong không gian hẹp cần que có chiều dài ngắn và dễ đánh lửa. Hàn ở vị trí khó, nhiều lớp, cần que có khả năng tái tạo hồ quang nhanh. Các điều kiện đặc thù như hàn dưới nước, hàn ở nhiệt độ thấp, hàn thép đã phủ sơn cũng đòi hỏi loại que chuyên dụng.
Yêu cầu cơ tính của mối hàn
Mối hàn chịu lực cao, chịu va đập nhiệt độ thấp yêu cầu que hàn có độ dẻo dai cao, hàm lượng hydro thấp như E7018. Mối hàn cần chịu mài mòn thì chọn que hàn có độ cứng cao như OK 83.28. Mối hàn cần chịu nhiệt độ cao như nồi hơi, ống dẫn nhiệt phải dùng que hàn chịu nhiệt như E9018-B3. Không dùng que hàn thông thường cho các ứng dụng đặc biệt này.
Tiêu chuẩn và ký hiệu que hàn
Tiêu chuẩn phổ biến nhất là AWS A5.1 cho thép carbon, AWS A5.5 cho thép hợp kim thấp cường độ cao. Ký hiệu que hàn E7018: E là điện cực hàn hồ quang, 70 là cường độ kéo tối thiểu 70ksi (khoảng 490 MPa), 1 là hàn mọi vị trí, 8 là loại thuốc bọc hydro thấp, dùng DC+. Ngoài ra còn tiêu chuẩn JIS Z3211, DIN 1913. Hiểu ký hiệu giúp tra cứu nhanh và so sánh giữa các nhà sản xuất.
Phân loại que hàn phổ biến và cách nhận biết
Nhóm que hàn thép carbon
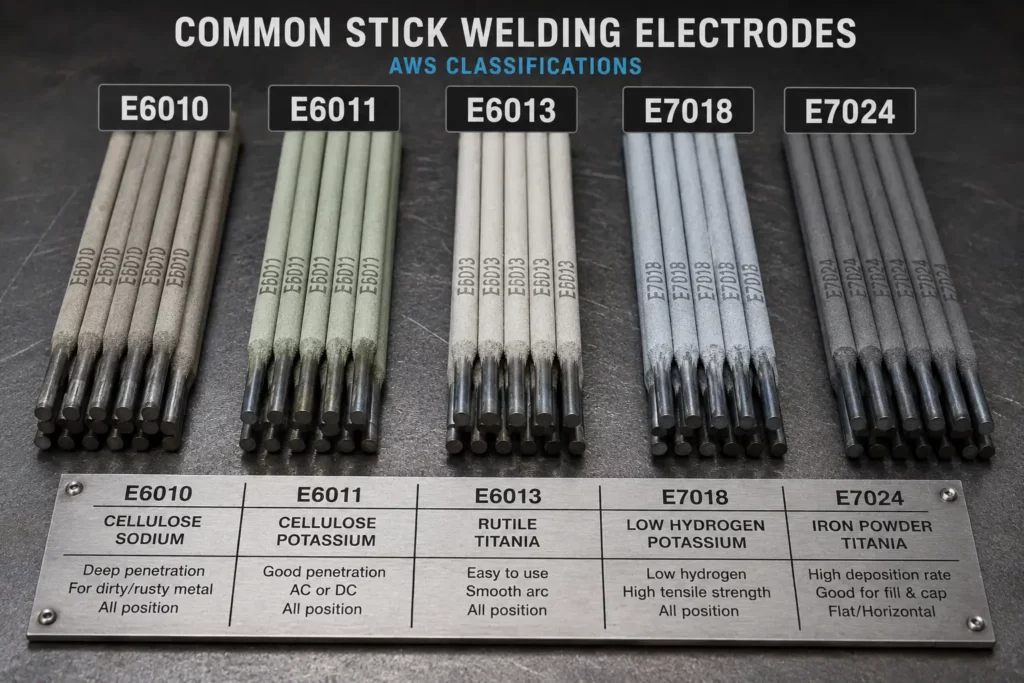
- E6010: Thuốc bọc cellulose, xỉ mỏng, hồ quang xuyên sâu, thích hợp hàn đường ống, hàn đứng và hàn trần. Chỉ dùng DC+.
- E6011: Tương tự E6010 nhưng dùng được AC và DC. Hồ quang mạnh, thấm sâu, ít xỉ.
- E6013: Thuốc bọc rutile, hồ quang êm, ít bắn tóe, dễ đánh lửa. Thích hợp hàn thép mỏng, hàn sửa chữa, mối hàn trang trí đẹp.
- E7018: Thuốc bọc hydro thấp, xỉ dễ bong, cơ tính cao, chống nứt do hydro tốt. Dùng cho kết cấu chịu lực, thép tấm dày.
- E7024: Thuốc bọc rutile dày, cho năng suất cao, hàn bằng và hàn ngang. Thường dùng trong dây chuyền sản xuất.
- E8018-B2: Chịu nhiệt tới 550°C, dùng hàn ống nồi hơi, bình chịu áp lực.
- E9018-B3: Chịu nhiệt tới 650°C, hợp kim Cr-Mo, dùng trong nhà máy nhiệt điện.
- E11018-M: Cường độ kéo cực cao hơn 760 MPa, dùng hàn thép cường độ cao trong tàu thủy, cầu đường.
- E308L-16: Hàn inox 304, 304L. Chống ăn mòn tốt, thích hợp cho thực phẩm, hóa chất.
- E316L-16: Hàn inox 316, chống ăn mòn axit và môi trường biển.
- E309L-16: Hàn thép carbon với inox, hàn lớp lót cho inox cladding.
- Que hàn niken ENiFe-Cl: Hàn gang xám, gang cầu. Mối hàn gia công cơ khí được.
- Que hàn nhôm ER4043: Hợp kim nhôm-silic, hàn nhôm đúc và nhôm tấm.
- Que hàn chịu mài mòn OK 83.28: Độ cứng 58-62 HRC, hàn phủ bề mặt chịu mài mòn.
- Chọn que hàn theo thói quen: Thợ thường dùng E6013 cho mọi công việc vì quen tay. Điều này dẫn đến mối hàn yếu trên kết cấu chịu lực. Luôn đánh giá yêu cầu kỹ thuật trước khi chọn que.
- Bỏ qua việc sấy que hàn: Que hàn E7018 và các loại hydro thấp hút ẩm mạnh. Không sấy sẽ gây nứt do hydro. Đọc kỹ hướng dẫn sấy trên bao bì, thường 300-400°C trong 1-2 giờ.
- Sử dụng que hàn không đúng cực tính: Hàn que E6010 bằng AC sẽ cho hồ quang yếu, nhiều xỉ. Kiểm tra ký hiệu và cài đặt máy hàn đúng cực.
- Chọn đường kính que quá to cho vật liệu mỏng: Dễ cháy thủng, mép hàn bị lõm. Nguyên tắc đường kính que không lớn hơn chiều dày vật liệu.
- Mua que hàn giá rẻ không rõ nguồn gốc: Que hàn kém chất lượng có lớp thuốc bọc không đều, lõi que tạp chất, gây rỗ khí và cơ tính thấp. Chọn thương hiệu uy tín như ESAB, Lincoln, Kobe, Thái Lan.
- Không phân biệt que hàn cho thép mạ kẽm: Hàn thép mạ kẽm bằng que E6013 gây bắn tóe và rỗ khí do kẽm bay hơi. Dùng que hàn chuyên dụng với lớp thuốc bọc chứa thành phần khử kẽm.
- Kiểm tra chứng chỉ chất lượng của que hàn, đặc biệt cho công trình yêu cầu nghiệm thu.
- Bảo quản que hàn trong túi kín, để nơi khô ráo, tránh ẩm. Que E7018 sau khi sấy phải dùng trong vòng 4 giờ hoặc bảo quản trong tủ sấy 120°C.
- Khi hàn ngoài trời, dùng lều che gió và bảo vệ que hàn khỏi ẩm.
- Với công việc đòi hỏi mối hàn thẩm mỹ, chọn que hàn rutile (E6013, E7024) vì bề mặt đẹp, ít xỉ.
- Tham khảo bảng tra của nhà sản xuất hoặc sách hướng dẫn hàn để có thông số chính xác.
- Học cách đọc ký hiệu que hàn theo tiêu chuẩn AWS và JIS để tự tin hơn khi mua hàng.
Nhóm que hàn thép hợp kim thấp và thép chịu nhiệt
Nhóm que hàn inox
Nhóm que hàn gang và que hàn đặc biệt
So sánh các loại que hàn phổ biến
| Loại que hàn | Ứng dụng chính | Vị trí hàn | Dòng điện | Đặc điểm nổi bật |
|---|---|---|---|---|
| E6013 | Thép mỏng, sửa chữa, trang trí | Mọi vị trí | AC/DC+ | Đánh lửa dễ, hồ quang êm, xỉ dễ bong |
| E7018 | Kết cấu chịu lực, thép dày | Mọi vị trí | DC+ (AC tùy loại) | Cơ tính cao, hydro thấp, chống nứt |
| E6010 | Đường ống, hàn đứng/trần | Mọi vị trí | DC+ | Xuyên sâu, xỉ mỏng, hàn ngược |
| E7024 | Sản xuất hàng loạt, hàn bằng | Bằng, ngang | AC/DC+ | Năng suất cao, xỉ dày, bề mặt đẹp |
| E308L-16 | Inox 304, thực phẩm, hóa chất | Mọi vị trí | AC/DC+ | Chống ăn mòn, mối hàn sáng |
Hướng dẫn cách chọn que hàn phù hợp theo từng tình huống cụ thể

Chọn que hàn cho thép tấm mỏng (dưới 3mm)
Dùng que hàn E6013 đường kính Ø2.5mm. Dòng hàn khoảng 60-90A. Kỹ thuật hàn điểm hoặc hàn liên tục với tốc độ nhanh để tránh cháy thủng. Nếu hàn thép mạ kẽm, chọn que hàn chuyên dụng chống rỗ khí do kẽm bay hơi.
Chọn que hàn cho kết cấu thép chịu lực
Que hàn E7018 là chuẩn mực cho kết cấu thép xây dựng, khung nhà xưởng, cầu đường. Yêu cầu sấy que ở 350-400°C trong 1-2 giờ trước khi hàn. Đường kính chọn theo chiều dày: Ø3.2mm cho tấm 5-10mm, Ø4.0mm cho tấm 10-20mm. Dòng hàn tương ứng 110-160A và 160-200A.
Chọn que hàn cho đường ống dẫn dầu khí
Hàn đường ống thường dùng que hàn E6010 cho lớp lót (root) vì khả năng xuyên sâu, sau đó dùng E7018 cho các lớp tiếp theo. Hàn ngược từ dưới lên với kỹ thuật hàn ống cố định. Với ống chịu áp lực cao, cần que hàn chịu nhiệt và hydro thấp.
Chọn que hàn cho sửa chữa thiết bị nông nghiệp
Thiết bị nông nghiệp thường là thép carbon thông thường hoặc thép hợp kim thấp. Que hàn E6013 hoặc E7018 là lựa chọn an toàn. Nếu hàn lưỡi cày, gầu máy xúc chịu mài mòn, dùng que hàn chịu mòn OK 83.28 hoặc tương đương.
Chọn que hàn for inox trong chế biến thực phẩm
Inox 304 dùng que E308L-16. Yêu cầu mối hàn sáng, không bị oxy hóa. Hàn với dòng thấp hơn so với thép carbon cùng chiều dày, tốc độ hàn nhanh để tránh quá nhiệt. Sau khi hàn cần làm sạch vết xỉ và đánh bóng bề mặt đảm bảo vệ sinh.
Sai lầm thường gặp khi chọn que hàn và cách tránh
Lưu ý quan trọng khi chọn và sử dụng que hàn

Câu hỏi thường gặp về cách chọn que hàn phù hợp
Que hàn E6013 và E7018 khác nhau thế nào?
E6013 có cường độ kéo 60ksi (khoảng 420 MPa), thuốc bọc rutile, hồ quang êm, dễ hàn cho người mới. Phù hợp hàn thép mỏng, sửa chữa, trang trí. E7018 có cường độ kéo 70ksi (khoảng 490 MPa), thuốc bọc hydro thấp, yêu cầu sấy que, cho cơ tính cao hơn, chống nứt tốt. Dùng cho kết cấu chịu lực, thép dày. Không thể thay thế E7018 bằng E6013 cho kết cấu quan trọng.
Có thể dùng que hàn inox để hàn thép carbon không?
Có thể, nhưng phải dùng que hàn chuyên dụng như E309L-16 để hàn liên kết giữa thép carbon và inox. Dùng que inox E308L hàn thép carbon sẽ cho mối hàn giòn, dễ nứt do pha loãng không phù hợp. Tốt nhất dùng đúng loại que cho từng vật liệu nền.
Làm sao biết que hàn bị ẩm và cần sấy?
Que hàn bị ẩm khi lớp thuốc bọc dễ bong tróc, có vết nứt nhỏ, hoặc khi hàn phát ra tiếng rít và nhiều khói trắng. Mối hàn xuất hiện rỗ khí và xỉ khó bong. Cách kiểm tra: nếu que đã mở bao bì để ngoài không khí ẩm trên 2 giờ, cần sấy ngay.
Nên chọn que hàn đường kính bao nhiêu cho thép dày 10mm?
Với thép dày 10mm, que hàn Ø3.2mm hoặc Ø4.0mm đều phù hợp. Ø3.2mm dễ hàn hơn, đặc biệt ở vị trí đứng và ngang, cho phép hàn nhiều lớp. Ø4.0mm tăng năng suất khi hàn bằng, dòng hàn 160-200A. Nếu mối hàn yêu cầu mối hàn lớn, dùng Ø4.0mm và hàn nhiều lớp.
Có thể dùng que hàn DC cho máy hàn AC không?
Phụ thuộc vào que hàn. Nhiều loại que hàn được thiết kế cả AC và DC như E6013, E7018 (một số dòng), E7024. Que hàn E6010 và E6011 đặc biệt cần DC cho E6010, E6011 dùng được AC nhưng hiệu suất thấp hơn. Kiểm tra ký hiệu và thông số kỹ thuật trên bao bì que hàn trước khi sử dụng.
Que hàn chịu mài mòn có hàn được thép thường không?
Có thể, nhưng không kinh tế. Que hàn chịu mài mòn có độ cứng cao, thường dùng để phủ bề mặt chịu mài mòn lên thép nền. Hàn thép thường bằng que chịu mòn sẽ tạo mối hàn cứng, khó gia công cơ khí và chi phí cao. Chỉ nên dùng cho mục đích tăng độ bền bề mặt.
Kết luận
Cách chọn que hàn phù hợp là kỹ năng không thể thiếu đối với bất kỳ thợ hàn chuyên nghiệp nào. Bằng cách xác định đúng loại vật liệu nền, vị trí hàn, yêu cầu cơ tính, cũng như hiểu rõ ký hiệu và thông số kỹ thuật, bạn sẽ tối ưu chất lượng mối hàn, tiết kiệm thời gian và chi phí. Đừng bao giờ chủ quan trong khâu chọn que hàn, bởi mỗi sai lầm nhỏ có thể dẫn đến hỏng hóc nghiêm trọng cho công trình. Hãy trang bị kiến thức đầy đủ và luôn tuân thủ quy trình kỹ thuật để mỗi đường hàn đều đạt chuẩn.




 an toàn và đúng kỹ thuật")
