Panme ngoài là một trong những dụng cụ đo lường cơ khí chính xác nhất hiện nay, với khả năng đo sai số chỉ từ 0.01mm đến 0.001mm. Tuy nhiên, để có được kết quả đo chính xác, người dùng cần nắm vững cách đo panme ngoài đúng kỹ thuật, từ khâu chuẩn bị, thao tác đến đọc kết quả. Bài viết này sẽ hướng dẫn chi tiết từng bước, giúp bạn sử dụng panme ngoài hiệu quả trong gia công cơ khí, kiểm tra chất lượng và sửa chữa.
Panme ngoài là gì? Nguyên lý hoạt động cần biết trước khi đo
Panme ngoài (outside micrometer) là thiết bị đo chuyên dùng để xác định kích thước đường kính ngoài, chiều dài hoặc độ dày của vật thể với độ chính xác cao. Khác với thước cặp, panme ngoài hoạt động dựa trên cơ cấu vít me – đai ốc có bước ren chính xác.
Nguyên lý hoạt động của panme ngoài rất đơn giản: khi xoay núm vít, trục đo di chuyển tịnh tiến. Bước ren tiêu chuẩn của panme là 0.5mm, nghĩa là một vòng quay đầy đủ của thước quay (thang phụ) sẽ làm trục đo dịch chuyển 0.5mm. Trên thước quay được chia thành 50 vạch đều nhau, do đó mỗi vạch tương ứng với 0.5mm / 50 = 0.01mm.
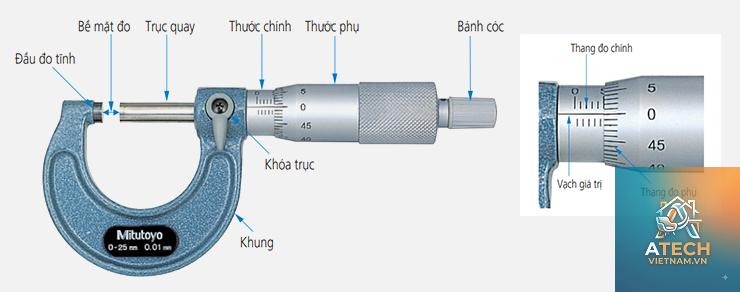
Cấu tạo cơ bản của panme ngoài
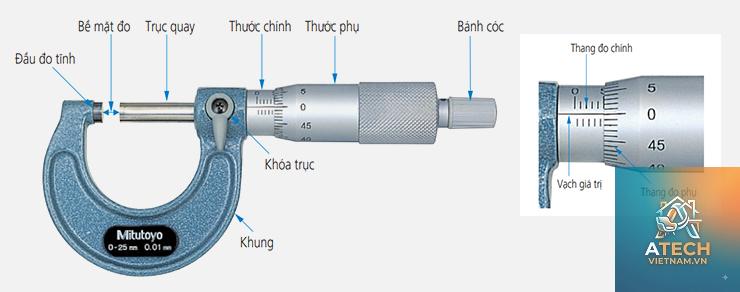
Thân panme (frame): Thường làm bằng thép hợp kim dạng chữ U, có tác dụng giữ cố định vật đo và đảm bảo độ cứng vững.
Đe cố định (anvil): Bề mặt tiếp xúc với một mặt của vật cần đo, được mài phẳng và tôi cứng.
Trục đo (spindle): Di chuyển tịnh tiến khi xoay núm vít, tiếp xúc với mặt kia của vật đo.
Ống khóa (lock nut): Dùng để khóa trục đo sau khi đã đo xong, giữ kết quả đo ổn định.
Ống chia độ chính (sleeve): Khắc vạch thang đo chính, thường có độ dài 25mm và được chia thành 50 vạch, mỗi vạch 0.5mm.
Ống quay (thimble): Gắn với trục đo, có vạch chia 50 khoảng cho phép đọc giá trị phần lẻ.
Núm vít điều chỉnh (ratchet stop): Giúp tạo lực đo chuẩn, tránh siết quá chặt làm hỏng vật đo hoặc sai số.
Phân loại panme ngoài phổ biến trên thị trường
Trước khi tìm hiểu cách đo panme ngoài, cần biết có những loại panme nào vì mỗi loại có thang đo và cách sử dụng khác nhau.
Loại panme
Dải đo thông dụng
Độ chính xác
Ứng dụng chính
Panme ngoài cơ khí
0-25mm, 25-50mm, 50-75mm…
0.01mm
Đo kích thước chi tiết cơ khí thông thường
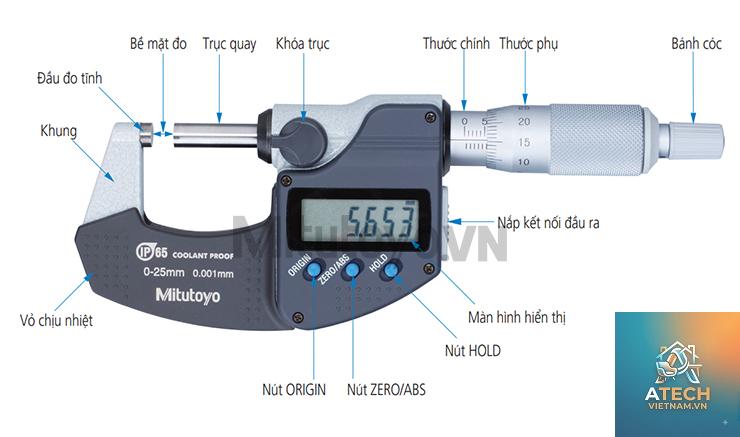
Panme ngoài điện tử (digital)
0-25mm, 0-50mm
0.001mm
Kiểm tra sản phẩm độ chính xác cao, xuất dữ liệu ra máy tính
Panme ngoài đo ren
0-25mm và các bước ren đặc biệt
0.01mm
Đo đường kính đỉnh ren, đường kính chân ren
Panme ngoài đo ống (tube micrometer)
Trên 25mm
0.01mm
Đo độ dày thành ống
Việc lựa chọn loại panme phụ thuộc vào yêu cầu dung sai của chi tiết gia công. Với những chi tiết yêu cầu độ chính xác cao, panme điện tử là lựa chọn tối ưu nhờ khả năng đọc trực tiếp và sai số rất nhỏ.
Hướng dẫn chi tiết cách đo panme ngoài đúng kỹ thuật
Quy trình này áp dụng cho cả panme cơ và panme điện tử.
Bước 1: Kiểm tra và hiệu chỉnh panme trước khi đo
Trước mỗi lần sử dụng, hãy vệ sinh sạch sẽ hai bề mặt đo (đe cố định và đầu trục đo) bằng giấy mềm hoặc vải không xơ. Lau sạch dầu mỡ, bụi bẩn có thể gây sai lệch kết quả.
Đối với panme cơ, cần kiểm tra zero bằng cách xoay núm vít cho hai mặt đo tiếp xúc với nhau (đối với loại 0-25mm) hoặc dùng căn mẫu chuẩn (đối với loại có dải đo lớn hơn). Khi hai mặt đo chạm nhẹ, dùng núm ratchet vặn thêm 1-2 tiếng kêu “cạch”. Quan sát vạch zero trên ống quay có trùng với vạch chuẩn trên ống chia độ chính không. Nếu không trùng, cần điều chỉnh panme về zero trước khi đo.
Bước 2: Chuẩn bị và bố trí vật đo
Vật cần đo phải được làm sạch bằng dung môi hoặc khí nén, loại bỏ hết phoi bào, dầu nhớt. Đặc biệt, nhiệt độ của vật đo nên ở mức 20°C (nhiệt độ phòng tiêu chuẩn) vì panme được chế tạo với giãn nở nhiệt tham chiếu ở nhiệt độ này.
Đặt vật đo lên bàn đo hoặc giữ cố định nhẹ nhàng, tránh làm biến dạng vật đo. Đối với chi tiết trụ, nên đặt đường tâm của panme vuông góc với đường sinh của trụ để đo được đường kính thực.
Bước 3: Thao tác đo đúng cách
Cầm panme bằng tay phải (với đa số người thuận tay phải), đặt thân panme vào lòng bàn tay, ngón trỏ và ngón cái giữ thân panme. Tay trái giữ vật đo nếu cần.
Xoay ống quay bằng ngón cái và ngón trỏ để đưa trục đo đến gần bề mặt vật đo. Khi khoảng cách còn khoảng 1-2mm, chuyển sang vặn núm ratchet chậm rãi. Tiếp tục vặn cho đến khi nghe thấy 2-3 tiếng “cạch” đều đặn từ núm ratchet. Lúc này, lực đo đạt chuẩn (thường từ 5-10N). Không vặn ống quay trực tiếp để đưa trục đo chạm vào vật vì sẽ dễ gây áp lực quá mức.
Bước 4: Đọc và ghi nhận kết quả đo
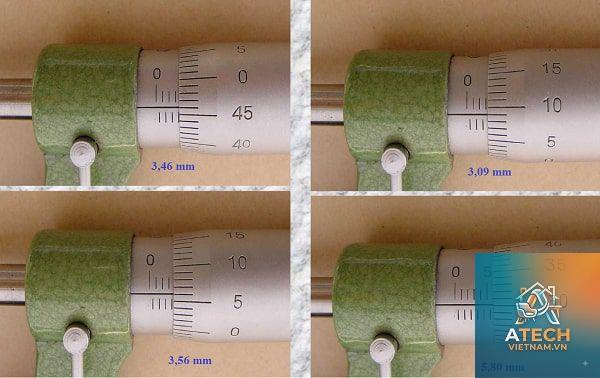
Sau khi đã khóa trục đo bằng ống khóa, tiến hành đọc giá trị. Với panme cơ, việc đọc cần kết hợp giữa thang đo chính và thang đo phụ:
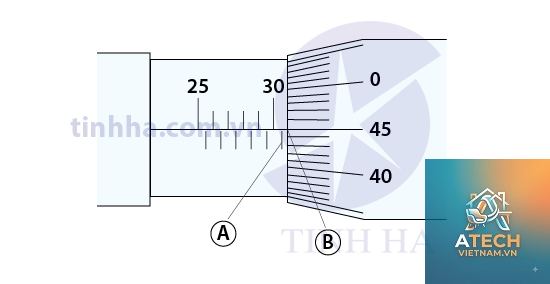
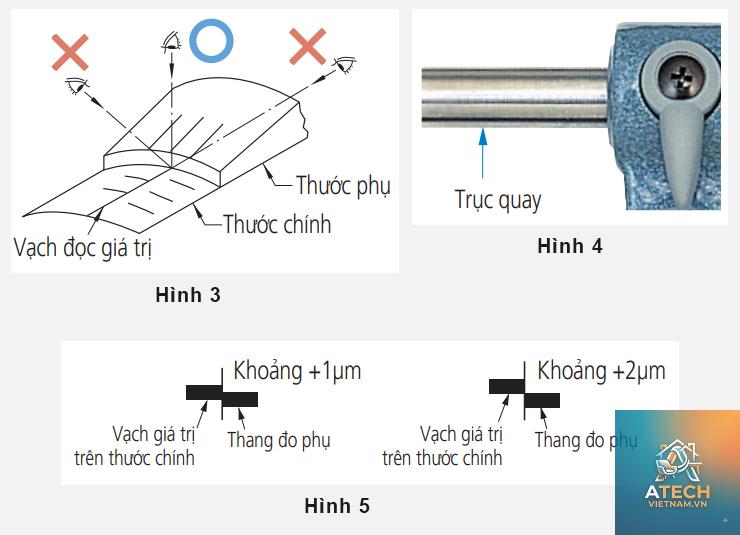
Đọc phần nguyên: Nhìn vào ống chia độ chính (sleeve), đánh dấu vạch nào còn hiện ra phía bên trái ống quay. Mỗi vạch tương ứng 0.5mm.
Đọc phần lẻ: Quan sát vạch trên ống quay (thimble) trùng với đường chuẩn ngang trên ống chia độ chính. Mỗi vạch tương ứng 0.01mm.
Cộng kết quả: Giá trị đo = (Số vạch trên thang chính x 0.5mm) + (Số vạch trên thang phụ x 0.01mm). Ví dụ: nếu thang chính hiển thị vạch thứ 10 (tức 5mm) và thang phụ trùng vạch 24, kết quả là 5mm + 0.24mm = 5.24mm.
Với panme điện tử, kết quả hiển thị trực tiếp trên màn hình LCD. Cần lưu ý chọn đơn vị đo (mm hoặc inch) trước khi đo.
Bước 5: Kiểm tra lại và vệ sinh panme sau khi đo
Sau khi ghi nhận kết quả, nên đo ít nhất 2-3 lần tại các vị trí khác nhau trên cùng một mặt cắt (đối với chi tiết trụ) để đảm bảo độ lặp lại. Sai số giữa các lần đo không nên vượt quá 0.01mm.
Cuối cùng, lau sạch bề mặt đo bằng vải mềm, bôi một lớp dầu chống gỉ mỏng và đặt panme vào hộp bảo quản. Tránh để panme ở nơi ẩm ướt hoặc có từ trường mạnh.
Những sai lầm thường gặp khi thực hiện cách đo panme ngoài
Dù có thao tác đúng quy trình, nhiều kỹ thuật viên vẫn mắc phải những lỗi phổ biến dẫn đến sai số đo.
Không kiểm tra zero trước khi đo: Panme có thể bị lệch zero sau một thời gian sử dụng. Luôn kiểm tra bằng căn mẫu hoặc tiếp xúc hai mặt đo, nếu lệch cần điều chỉnh lại hoặc tính vào kết quả.
Sử dụng lực đo không đều: Không dùng núm ratchet mà vặn trực tiếp ống quay sẽ tạo lực ép quá lớn, làm biến dạng đàn hồi vật đo hoặc chính trục đo, gây sai số đến 0.02-0.05mm. Luôn dùng ratchet để đạt lực chuẩn.
Cầm panme không đúng tư thế: Cầm lệch, không giữ thân panme vuông góc với vật đo khiến kết quả bị lệch. Giữ panme ổn định và song song với bề mặt cần đo.
Đo trên bề mặt không sạch: Một hạt bụi nhỏ 0.01mm cũng làm sai lệch kết quả. Vệ sinh sạch sẽ trước mỗi lần đo.
Đọc sai vạch trên panme cơ: Do góc nhìn không vuông góc (sai số parallax) hoặc nhầm giữa vạch 0.5mm và vạch 1mm. Luôn nhìn thẳng 90° vào mặt thước đọc.
Chọn panme không phù hợp: Dùng panme ngoài có dải đo quá lớn so với vật (ví dụ đo vật 5mm bằng panme 50-75mm) dẫn đến độ chính xác kém. Nên chọn panme có dải đo sát nhất với kích thước vật.
Lưu ý quan trọng để sử dụng panme ngoài bền và chính xác
Panme ngoài là dụng cụ đo có độ chính xác cao, do đó cần bảo quản và sử dụng đúng cách để duy trì tuổi thọ và độ tin cậy. Những lưu ý sau giúp bạn tránh làm hỏng panme và giảm sai số.
Chỉ sử dụng panme cho các kích thước trong dải đo cho phép. Không dùng panme đo những chi tiết có độ nhám cao hoặc bề mặt không phẳng.
Thường xuyên hiệu chuẩn panme ít nhất 6 tháng một lần tại các trung tâm hiệu chuẩn có chứng chỉ ISO 17025. Đối với panme làm việc trong môi trường khắc nghiệt, tần suất hiệu chuẩn nên tăng lên 3 tháng một lần.
Không để panme tiếp xúc với dung dịch cắt, axit hoặc từ tính mạnh. Các chất này có thể ăn mòn bề mặt đo hoặc làm nhiễm từ, ảnh hưởng đến độ chính xác.
Khi di chuyển panme, phải đặt trong hộp đệm và tránh va đập. Một cú rơi từ độ cao 1m có thể làm lệch zero hoặc cong thân panme.
Nếu panme điện tử báo lỗi hoặc màn hình hiển thị không ổn định, cần kiểm tra pin và thay pin đúng loại (thường là pin SR44 hoặc LR44). Không tự ý tháo rời panme để sửa chữa nếu không có chuyên môn.
So sánh cách đo panme ngoài và thước cặp truyền thống
Nhiều người thắc mắc khi nào nên dùng panme ngoài thay vì thước cặp. Bảng so sánh dưới đây sẽ giúp bạn đưa ra lựa chọn phù hợp dựa trên yêu cầu công việc.
Tiêu chí
Panme ngoài
Thước cặp
Độ chính xác
0.01mm (cơ) / 0.001mm (điện tử)
0.02mm (cơ) / 0.01mm (điện tử)
Dải đo phổ biến
25mm một lần (có nhiều bộ)
0-150mm, 0-300mm
Ứng dụng
Đo chi tiết nhỏ, yêu cầu dụng sai chặt
Đo kích thước tổng thể, dung sai trung bình
Thao tác
Cần kỹ thuật hơn, lực đo có kiểm soát
Dễ dàng, nhanh chóng
Độ bền
Cao nếu bảo quản tốt, dễ hỏng nếu rơi
Rất bền, chịu va đập tốt
Giá thành
Cao hơn (từ 500.000đ – 3.000.000đ cho loại cơ)
Thấp hơn (từ 100.000đ – 1.000.000đ)
Tổng kết lại, nếu chi tiết yêu cầu dung sai ±0.03mm trở lên, thước cặp là đủ. Nếu cần dung sai ±0.005mm hoặc ±0.01mm, panme ngoài là lựa chọn bắt buộc.
Câu hỏi thường gặp về cách đo panme ngoài
Có cần hiệu chỉnh panme trước mỗi lần đo không?
Rất cần. Việc kiểm tra zero mất vài giây nhưng giúp phát hiện ngay lệch zero do va chạm hoặc giãn nở nhiệt. Nếu không kiểm tra, toàn bộ kết quả đo sẽ bị sai lệch một giá trị cố định (sai số hệ thống).
Tại sao panme ngoài khó đọc hơn thước cặp?
Vì panme có thang đo kép (thang chính chia 0.5mm và thang phụ chia 0.01mm) yêu cầu người dùng phải cộng hai giá trị. Panme điện tử giải quyết vấn đề này nhưng giá thành cao hơn. Luyện tập thường xuyên sẽ giúp bạn đọc panme nhanh và chính xác.
Nên mua panme ngoài hãng nào để đảm bảo chất lượng?
Các hãng Mitutoyo (Nhật), Tesa (Thụy Sĩ), Starrett (Mỹ), Insize (Trung Quốc chất lượng cao) là những thương hiệu phổ biến. Đối với panme cơ, Mitutoyo 103 series cho độ ổn định lâu dài. Panme điện tử nên chọn loại có chứng chỉ hiệu chuẩn kèm máy.
Cách đo panme ngoài cho chi tiết trụ có đường kính nhỏ dưới 10mm?
Đối với chi tiết quá nhỏ, cần dùng panme có đe và trục đo nhỏ (loại có đường kính mặt đo 6.5mm). Giữ vật đo bằng tay hoặc dụng cụ kẹp mềm để tránh làm vật xoay lệch. Nên đo ít nhất ba lần tại ba vị trí cách nhau 120° trên cùng tiết diện.
Làm thế nào để bảo quản panme không bị rỉ sét?
Sau khi sử dụng, lau sạch bằng vải mềm thấm dầu chống gỉ RP-7 hoặc dầu máy khâu. Nếu môi trường ẩm trên 70%, hãy để panme trong hộp kín cùng túi hút ẩm silica gel. Thay túi hút ẩm định kỳ 3 tháng một lần.
Kết luận
Cách đo panme ngoài không đơn thuần chỉ là xoay vít và đọc số, mà là cả một quy trình kỹ thuật đòi hỏi sự cẩn thận, chính xác và hiểu biết về dụng cụ. Từ việc chọn loại panme phù hợp, kiểm tra zero, thao tác đo đúng lực, đến đọc và ghi nhận kết quả – mỗi bước đều ảnh hưởng trực tiếp đến độ tin cậy của số đo.
Để thành thạo, cần thực hành thường xuyên và tuân thủ nghiêm ngặt các bước hướng dẫn. Đồng thời, bảo dưỡng định kỳ là yếu tố then chốt để panme luôn trong tình trạng hoạt động tốt nhất. Nếu bạn đang làm việc trong lĩnh vực cơ khí chính xác, đầu tư thời gian học cách sử dụng panme đúng cách là khoản đầu tư xứng đáng để nâng cao chất lượng sản phẩm và uy tín nghề nghiệp.