Chiều sâu cắt khi phay là thông số kỹ thuật quyết định trực tiếp đến chất lượng bề mặt, tuổi thọ dụng cụ và hiệu suất gia công. Trong môi trường sản xuất cơ khí, việc hiểu rõ cách đo chiều sâu cắt khi phay không chỉ giúp người thợ đạt được dung sai yêu cầu mà còn hạn chế tối đa sai hỏng phôi và dao cụ. Bài viết này sẽ phân tích toàn diện các phương pháp đo, thiết bị sử dụng và những lưu ý thực tế khi xác định thông số này trên máy phay CNC lẫn máy phay thủ công.
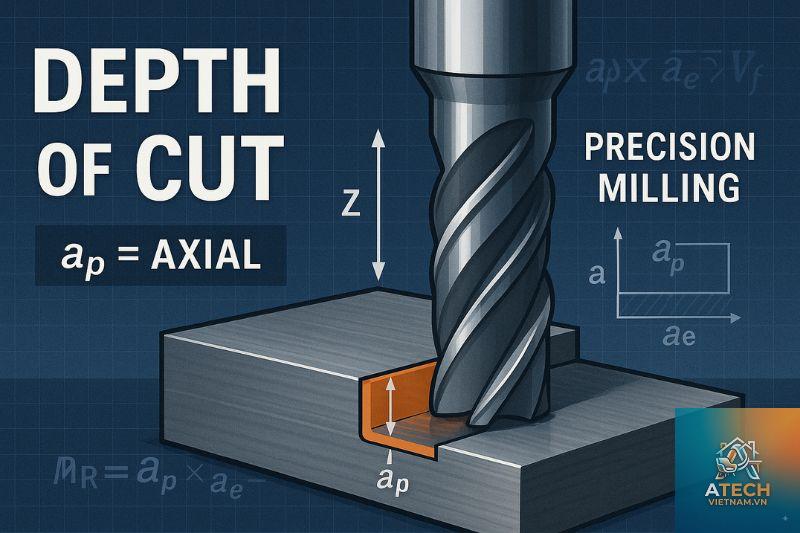
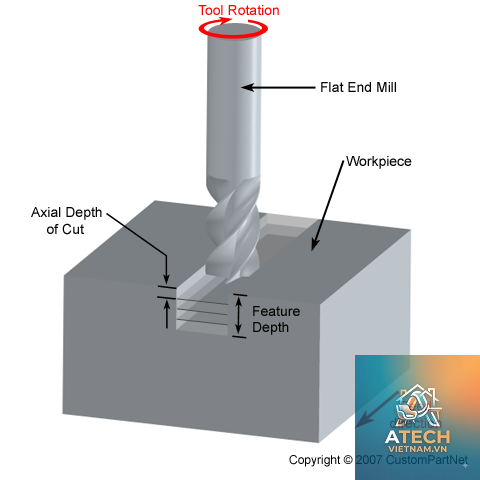
Chiều sâu cắt (depth of cut – DOC) là khoảng cách theo phương vuông góc với bề mặt gia công mà lưỡi cắt của dao phay ăn sâu vào phôi trong một lần chạy dao. Thông số này được ký hiệu bằng chữ ap trong các tài liệu kỹ thuật và công thức tính toán chế độ cắt.
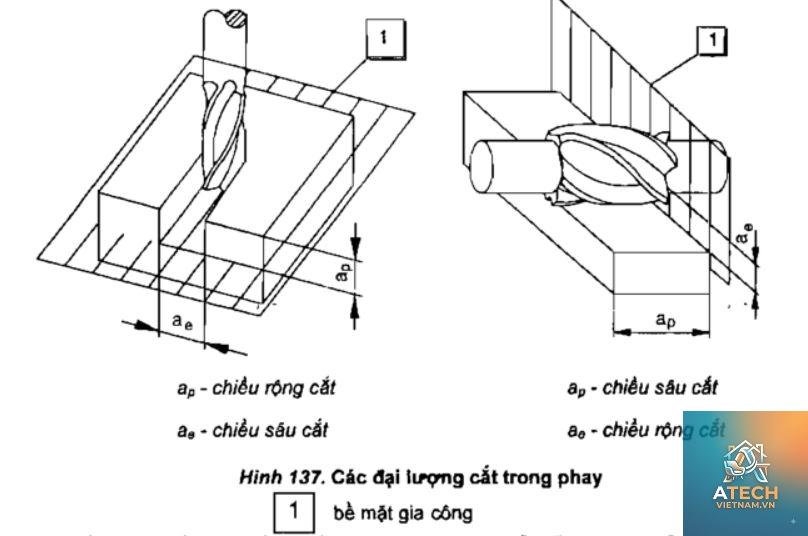
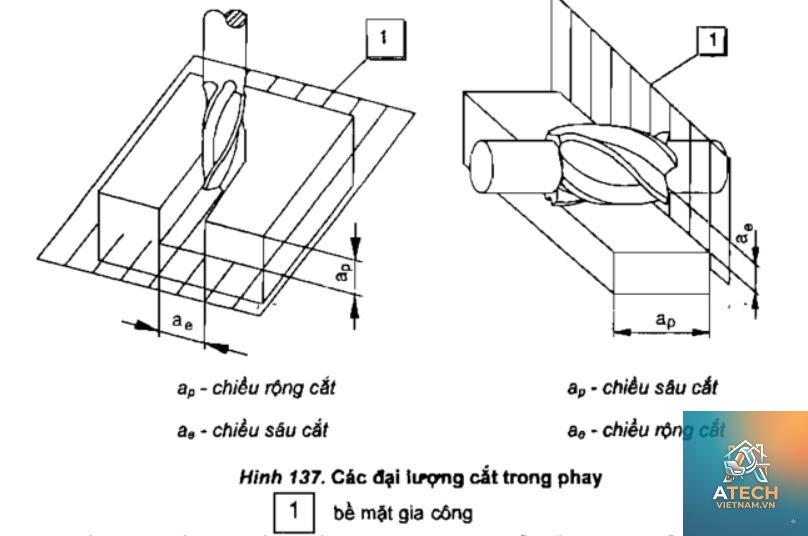
Phân biệt hai khái niệm thường gặp:
Chiều sâu cắt hướng kính (radial DOC – ae): độ rộng của vùng cắt theo phương ngang, tức bề rộng lưỡi dao tiếp xúc với phôi.
Chiều sâu cắt hướng trục (axial DOC – ap): độ sâu dao ăn vào phôi theo phương dọc trục chính. Đây là thông số mà hầu hết người vận hành cần đo và kiểm soát hàng ngày.
Việc xác định chính xác cách đo chiều sâu cắt khi phay không chỉ liên quan đến việc đọc số trên vạch chia mà còn đòi hỏi hiểu biết về độ rung, lực cắt và khả năng tản nhiệt của hệ thống công nghệ.
Các yếu tố ảnh hưởng đến chiều sâu cắt khi phay
Trước khi đi vào quy trình đo, cần nắm được những yếu tố quyết định đến mức chiều sâu cắt cho phép trong từng trường hợp cụ thể:
Yếu tố
Ảnh hưởng đến chiều sâu cắt
Vật liệu phôi
Thép cứng, inox, nhôm, nhựa có độ dẻo khác nhau đòi hỏi DOC khác nhau. Vật liệu càng cứng, chiều sâu cắt càng nhỏ để tránh gãy dao.
Loại dao phay
Dao phay ngón, dao phay mặt đầu, dao phay cầu có kết cấu lưỡi cắt khác nhau dẫn đến giới hạn DOC khác biệt.
Đường kính dao
Dao càng nhỏ, khả năng chịu lực càng thấp, DOC càng phải giảm.
Độ cứng vững máy
Máy phay CNC cỡ lớn cho phép DOC cao hơn máy phay đứng mini.
Dung sai yêu cầu
Gia công tinh cần DOC nhỏ (0.1-0.5mm), gia công thô cho phép DOC lớn (2-10mm).
Dụng cụ và thiết bị đo chiều sâu cắt khi phay
Muốn thực hiện cách đo chiều sâu cắt khi phay đúng chuẩn, người thợ cần trang bị các dụng cụ đo chuyên dụng. 02mm đến 0.05mm. Dùng để đo khoảng cách từ mũi dao đến bề mặt phôi trước và sau khi cắt. Tuy nhiên, thước cặp chỉ đo được ở trạng thái tĩnh, không thể đo trực tiếp khi máy đang hoạt động.
Đồng hồ so (dial indicator)
Đồng hồ so với độ chia 0.01mm hoặc 0.001mm được gá trên giá đỡ từ tính hoặc chân đế. Dụng cụ này cho phép đo chênh lệch vị trí dao với độ chính xác rất cao. Kết hợp với khối V hoặc bàn từ, đồng hồ so giúp xác định chính xác cách đo chiều sâu cắt khi phay trong cả gia công thô và tinh.
Thước đo độ sâu (depth gauge)
Loại thước chuyên dụng dạng que trượt hoặc thước cặp đo sâu. Phù hợp để đo rãnh, hốc hoặc các bề mặt bậc sau khi phay.
Hệ thống đo tự động trên máy CNC
Trên các máy phay CNC hiện đại, đầu dò OMP (optical measurement probe) như Renishaw OMP60 được sử dụng để tự động đo chiều sâu cắt. Đầu dò chạm vào bề mặt phôi và dao, truyền tín hiệu về bộ điều khiển để tính toán DOC chính xác đến micromet.
Hướng dẫn cách đo chiều sâu cắt khi phay thủ công
Quy trình dưới đây áp dụng cho máy phay thủ công hoặc CNC khi sử dụng dụng cụ đo cơ bản:
Bước 1: Xác định điểm chuẩn (zero point)
Đưa dao tiếp xúc nhẹ với bề mặt phôi. Có thể dùng giấy mỏng (0.05-0.1mm) kẹp giữa dao và phôi. Khi dao chạm giấy và giấy không thể rút ra, đó là điểm zero. Ngừng quay trục chính khi thực hiện thao tác này để tránh nguy hiểm.
Bước 2: Ghi nhận vị trí ban đầu
Đọc giá trị trên thang đo trục Z của máy hoặc ghi tọa độ Z trên màn hình CNC. Trên máy thủ công, vặn vòng du xích về 0 tại điểm chuẩn.
Bước 3: Thực hiện cắt
Hạ dao xuống đúng chiều sâu mong muốn dựa trên vạch du xích hoặc lệnh G-code. Ví dụ, nếu cần DOC = 2mm, hạ dao xuống -2.000 trên tọa độ Z.
Bước 4: Đo kiểm tra sau cắt
Sau khi cắt xong, dừng máy và đo lại chiều sâu thực tế bằng thước cặp hoặc đồng hồ so. So sánh với giá trị cài đặt để xác định sai số.
Cách đo chiều sâu cắt khi phay trên máy CNC bằng đầu dò
Trên máy CNC có trang bị đầu dò chạm (touch probe), cách đo chiều sâu cắt khi phay trở nên tự động và chính xác hơn:
Gá đầu dò vào ổ dao (tool holder) tương tự như một dao cụ thông thường.
Chạy chương trình đo tự động: đầu dò di chuyển đến 3-4 điểm trên bề mặt phôi để xác định mặt phẳng chuẩn.
Sau khi gia công, lặp lại quy trình đo trên bề mặt đã cắt.
Phần mềm điều khiển tự động tính toán chênh lệch giữa hai lần đo và hiển thị chiều sâu cắt thực tế.
Phương pháp này đặc biệt hữu ích khi gia công loạt lớn, giúp kiểm tra nhanh và điều chỉnh kịp thời nếu phát hiện độ lệch do dao mòn hoặc biến dạng nhiệt.
Sai số thường gặp khi đo chiều sâu cắt và cách khắc phục
1. Sai số do đàn hồi của hệ thống công nghệ
Lực cắt làm trục chính và bàn máy biến dạng đàn hồi. DOC thực tế có thể nhỏ hơn DOC cài đặt từ 0.01-0.1mm tùy độ cứng vững. Cách khắc phục: cài đặt DOC lớn hơn một lượng bù trừ (clearance compensation) dựa trên kinh nghiệm hoặc đo thử.
2. Sai số do dao mòn
Khi lưỡi cắt bị mòn, bán kính đầu dao thay đổi, dẫn đến thay đổi chiều sâu cắt hiệu dụng. Biện pháp: kiểm tra dao định kỳ bằng kính hiển vi đo lưỡi cắt, thay dao khi mòn vượt ngưỡng cho phép.
3. Sai số do nhiệt độ
Phôi và dao nóng lên trong quá trình cắt gây giãn nở nhiệt. DOC thực tế có thể tăng nhẹ khi phôi nguội. Khắc phục: sử dụng dung dịch trơn nguội đầy đủ, đo kiểm sau khi phôi đã ổn định nhiệt.
4. Sai số do đọc vạch chia
Trên máy phay thủ công, vạch du xích có thể bị lệch hoặc góc nhìn của người đọc không chuẩn. Cách khắc phục: sử dụng thước kỹ thuật số hiển thị LCD để loại bỏ sai số thị sai.
Bảng chiều sâu cắt khuyến nghị cho các vật liệu phổ biến
Để giúp người mới bắt đầu có cơ sở tham khảo, 0 – 6.0
0.2 – 0.5
Thép C45 (thép 45)
1.5 – 3.0
0.1 – 0.3
Inox 304
0.8 – 1.5
0.05 – 0.2
Đồng thau
2.0 – 4.0
0.1 – 0.4
Nhựa POM (Delrin)
2.0 – 5.0
0.2 – 0.8
Lưu ý: các giá trị trên chỉ mang tính tham khảo. Trong thực tế, cần điều chỉnh dựa trên độ cứng máy, khả năng thoát phoi và yêu cầu độ nhám bề mặt.
Mối quan hệ giữa chiều sâu cắt và các thông số cắt khác
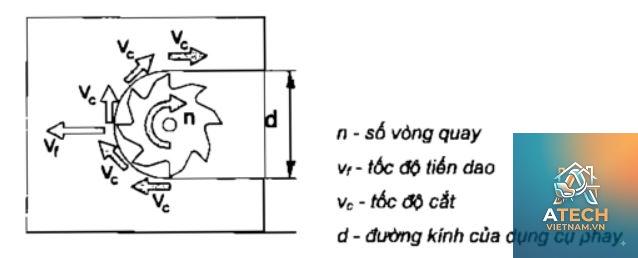
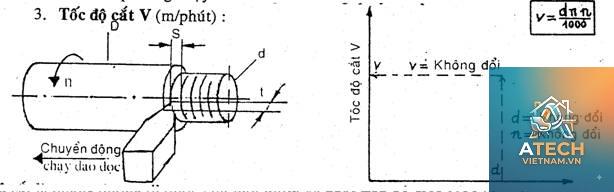
Khi tìm hiểu cách đo chiều sâu cắt khi phay, không thể tách rời nó khỏi bộ ba thông số cắt: tốc độ cắt (Vc), lượng chạy dao (f), và chiều sâu cắt (ap). Công thức tính thể tích phoi bóc đi trong một phút:
Q = ap × ae × f × n
Trong đó:
Q: thể tích phoi (cm³/phút)
ap: chiều sâu cắt hướng trục (mm)
ae: chiều sâu cắt hướng kính (mm)
f: lượng chạy dao trên mỗi răng (mm/răng)
n: số vòng quay trục chính (vòng/phút)
Nguyên tắc quan trọng: khi tăng chiều sâu cắt, cần giảm tốc độ cắt hoặc lượng chạy dao để giữ mô-men cắt trong khả năng của máy và dao. Ngược lại, cắt tinh với DOC nhỏ cho phép chạy dao nhanh hơn, đạt độ bóng cao.
Lợi ích của việc đo chiều sâu cắt chính xác
Đảm bảo dung sai kích thước: DOC sai lệch dù chỉ 0.1mm cũng có thể làm hỏng chi tiết trong gia công tinh.
Kéo dài tuổi thọ dao: Cắt đúng chiều sâu khuyến nghị giúp lưỡi cắt không bị quá tải, giảm mài mòn và gãy vỡ.
Tiết kiệm thời gian: Tránh phải gia công lại hoặc điều chỉnh nhiều lần.
Tối ưu năng suất: Chọn DOC phù hợp giúp đạt tốc độ bóc phoi cao nhất mà vẫn an toàn.
Giảm chi phí sản xuất: Cắt đúng ngay từ lần đầu giảm phế phẩm và hao mòn thiết bị.
Sai lầm thường gặp khi đo chiều sâu cắt và cách tránh
Không xác định đúng điểm chuẩn
Nhiều thợ mới chỉ ước lượng điểm tiếp xúc dao-phôi bằng mắt thường, dẫn đến sai số 0.2-0.5mm ngay từ đầu. Cách tránh: luôn dùng giấy mỏng hoặc đầu dò để xác định zero một cách cơ học.
Bỏ qua độ rơ (backlash) của bàn máy
Trên máy phay thủ công cũ, khi đảo chiều trục Z, có thể xuất hiện độ rơ vài trăm micromet. Cách tránh: luôn tiếp cận vị trí cắt từ cùng một hướng (thường từ trên xuống) để loại bỏ ảnh hưởng của độ rơ.
Đo khi dao hoặc phôi còn nóng
Giãn nở nhiệt có thể gây sai số 0.01-0.03mm. Cách tránh: để phôi và dao nguội về nhiệt độ phòng trước khi đo kiểm tra cuối cùng.
Chỉ đo một lần duy nhất
Trong sản xuất loạt, cần đo kiểm định kỳ vì dao mòn làm thay đổi DOC. Cách tránh: lập kế hoạch kiểm tra sau mỗi 10-20 chi tiết tùy vào độ chính xác yêu cầu.
Ứng dụng thực tế của cách đo chiều sâu cắt khi phay trong các ngành công nghiệp
Cơ khí chính xác: Gia công khuôn mẫu yêu cầu DOC chính xác đến 0.01mm để đạt độ bóng bề mặt và tuổi thọ khuôn.
Hàng không vũ trụ: Các chi tiết từ hợp kim titan và nhôm đòi hỏi quy trình đo DOC tự động bằng đầu dò để đảm bảo an toàn bay.
Sản xuất ô tô: Gia công block động cơ, hộp số với số lượng lớn cần DOC ổn định để đồng nhất chất lượng sản phẩm.
Chế tạo thiết bị y tế: Các chi tiết nhỏ như implant, dụng cụ phẫu thuật cần DOC cực nhỏ (0.01-0.05mm) và kiểm tra bằng kính hiển vi.
Câu hỏi thường gặp về cách đo chiều sâu cắt khi phay
Có thể đo chiều sâu cắt trực tiếp khi máy đang chạy không?
Không nên. Việc đo khi máy đang quay dao gây nguy hiểm và không chính xác do rung động. Luôn dừng máy trước khi đo. Nếu cần giám sát liên tục, sử dụng cảm biến đo khoảng cách laser hoặc hệ thống đo tự động trên CNC.
Chiều sâu cắt tối đa cho dao phay ngón đường kính 6mm là bao nhiêu?
Với dao phay ngón hợp kim cứng, vật liệu thép thường, DOC tối đa khoảng 1.5-2mm cho gia công thô và 0.1-0.3mm cho gia công tinh. Tuy nhiên, giá trị này thay đổi nhiều tùy vào chiều dài phần cắt (flute length) và tỷ lệ L/D của dao.
Sự khác biệt giữa chiều sâu cắt và chiều sâu rãnh khi phay là gì?
Chiều sâu cắt (DOC) là độ sâu dao ăn vào phôi trong một lần chạy dao. Chiều sâu rãnh (slot depth) là tổng độ sâu cuối cùng của rãnh sau một hoặc nhiều lần cắt. Nếu chỉ dùng một lần cắt để tạo rãnh sâu 5mm, thì DOC = 5mm = chiều sâu rãnh.
Làm thế nào để đo DOC trên bề mặt cong hoặc nghiêng?
Khi bề mặt phôi không phẳng, cần xác định mặt phẳng chuẩn trước bằng cách đo 3 điểm hoặc dùng đồng hồ so rà trên bề mặt. DOC được tính là khoảng cách vuông góc với bề mặt tại điểm cắt, không phải khoảng cách theo phương thẳng đứng tuyệt đối.
Độ chính xác cần thiết khi đo chiều sâu cắt là bao nhiêu?
Phụ thuộc vào yêu cầu dung sai chi tiết. Trong gia công thô, sai số ±0.1mm thường chấp nhận được. Trong gia công tinh, cần độ chính xác ±0.01mm hoặc cao hơn. Do đó, dụng cụ đo cần có độ chia nhỏ hơn 1/10 dung sai yêu cầu.
Kết luận
Cách đo chiều sâu cắt khi phay là kỹ năng nền tảng mà bất kỳ thợ vận hành máy phay nào cũng phải nắm vững. Từ việc chọn đúng dụng cụ đo, thiết lập điểm chuẩn chính xác, đến kiểm tra và điều chỉnh sai số, mỗi bước đều đóng vai trò quyết định đến chất lượng gia công. Trên máy phay thủ công, người thợ cần cẩn trọng với độ rơ và đọc vạch chia. Trên máy CNC, việc tận dụng đầu dò tự động giúp nâng cao độ chính xác và tiết kiệm thời gian đáng kể.
Áp dụng đúng cách đo chiều sâu cắt khi phay không chỉ giúp bạn tạo ra những chi tiết đạt chuẩn mà còn tối ưu tuổi thọ dụng cụ và hiệu suất máy. Hãy luôn ghi nhớ: đo kỹ càng trước khi cắt, kiểm tra sau khi cắt, và điều chỉnh linh hoạt dựa trên điều kiện thực tế.