Trong gia công phay, chiều sâu cắt khi phay là một trong ba thông số cắt quan trọng nhất, bên cạnh tốc độ cắt và lượng chạy dao. Thông số này quyết định trực tiếp đến năng suất, chất lượng bề mặt, tuổi thọ dao cụ và độ an toàn của quá trình gia công. Hiểu đúng và áp dụng chính xác chiều sâu cắt giúp bạn khai thác tối đa khả năng của máy phay, giảm thời gian gia công và chi phí sản xuất. Bài viết này sẽ phân tích chuyên sâu về khái niệm, phân loại, cách tính và những yếu tố ảnh hưởng đến chiều sâu cắt khi phay, cung cấp cho bạn kiến thức thực tiễn để vận hành hiệu quả.
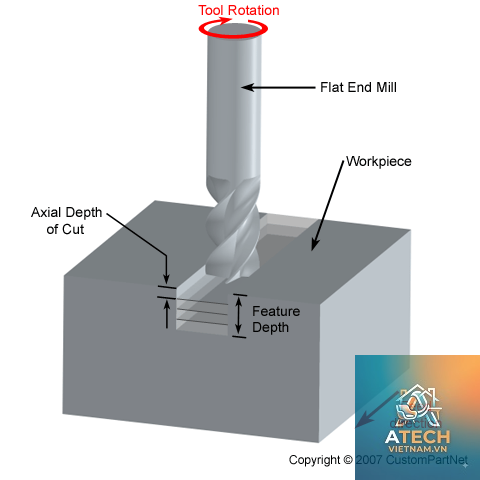
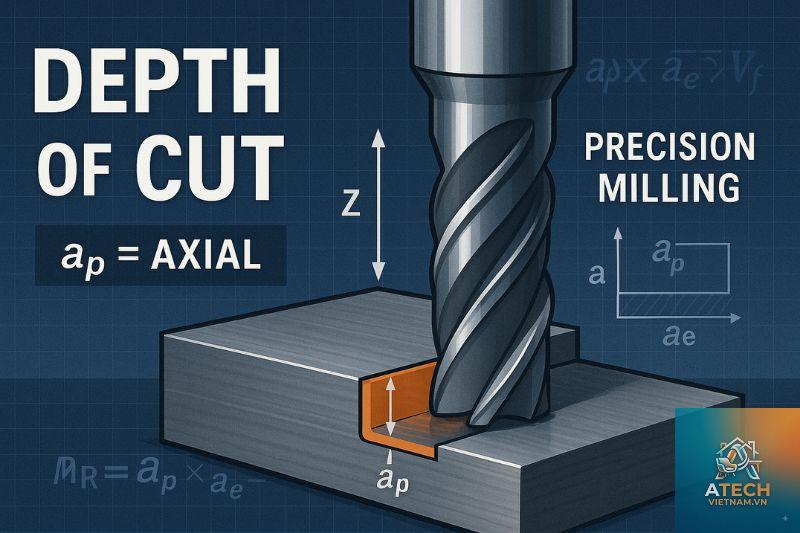
Chiều sâu cắt khi phay (ký hiệu thường là ap hoặc doc – depth of cut) là khoảng cách giữa bề mặt chưa gia công và bề mặt đã gia công của phôi, được đo theo phương vuông góc với trục chính của dao phay. Nói cách khác, đây là độ dày lớp vật liệu mà lưỡi cắt loại bỏ trong một lần chạy dao. Thông số này cùng với chiều rộng cắt (ae) tạo thành tiết diện phoi cắt, ảnh hưởng trực tiếp đến lực cắt, nhiệt cắt và độ rung động.
Hiểu một cách đơn giản, nếu bạn dùng dao phay mặt đầu để gia công một tấm thép dày 20 mm và bạn muốn giảm độ dày xuống còn 18 mm trong một lần cắt, thì chiều sâu cắt là 2 mm. Đây là chỉ số đo lường cụ thể mà người vận hành cần nhập vào chương trình CNC hoặc thiết lập trên máy phay thủ công.
Chiều sâu cắt có thể được chia thành hai loại chính dựa trên hướng của dao so với phôi:
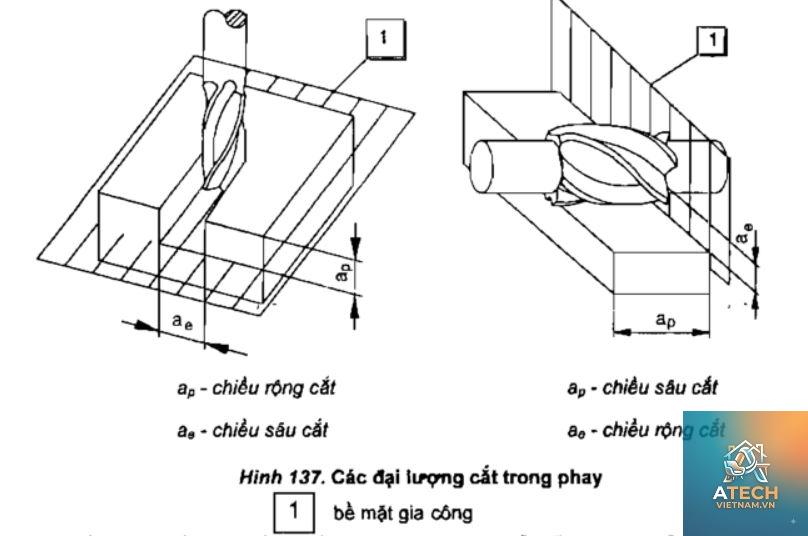
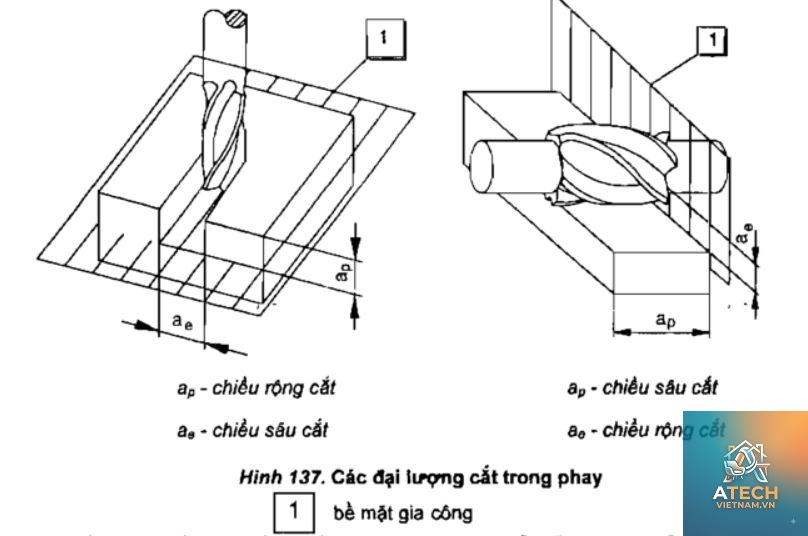
Chiều sâu cắt hướng kính (radial depth of cut – ae): Đây là khoảng cách từ tâm dao đến đường biên của phôi theo phương vuông góc với trục dao. Thường dùng trong phay mặt đầu hoặc phay viền. Ví dụ: khi phay rãnh bằng dao phay ngón, chiều rộng rãnh một phần phụ thuộc vào ae.
Chiều sâu cắt hướng trục (axial depth of cut – ap): Độ sâu theo phương song song với trục chính, tức là độ dày lớp vật liệu bị cắt dọc theo chiều dài lưỡi cắt. Đây là thông số thường được gọi tắt là “chiều sâu cắt” trong nhiều tài liệu gia công.
Trong thực tế, người ta thường kết hợp cả hai thông số này. Ví dụ, khi phay mặt phẳng bằng dao phay mặt đầu, ap là độ sâu cắt theo chiều dọc, còn ae là chiều rộng cắt ngang. Việc lựa chọn giá trị cho từng loại phụ thuộc vào loại dao, vật liệu phôi và yêu cầu gia công.
Các Yếu Tố Ảnh Hưởng Đến Chiều Sâu Cắt Khi Phay
Không thể chọn chiều sâu cắt một cách tùy tiện. Cần cân nhắc nhiều yếu tố để đạt hiệu quả tối ưu:
Vật liệu phôi
Độ cứng, độ dẻo dai và cấu trúc vi mô của vật liệu quyết định khả năng chịu lực cắt. Vật liệu mềm như nhôm có thể chịu chiều sâu cắt lớn (3–6 mm hoặc hơn) với tốc độ cao. Ngược lại, thép cứng hoặc thép không gỉ đòi hỏi chiều sâu cắt nhỏ hơn (thường dưới 2 mm) để tránh gãy dao hoặc quá nhiệt.
Loại dao phay và vật liệu dao
Dao phay hợp kim cứng (carbide) có độ cứng và chịu nhiệt tốt hơn dao thép gió (HSS), cho phép cắt sâu hơn. Dao phay có phủ lớp TiAlN, TiCN giúp giảm ma sát và tăng tuổi thọ, hỗ trợ chiều sâu cắt lớn hơn. Đường kính dao cũng ảnh hưởng: dao đường kính lớn chịu lực tốt hơn, nhưng cần giới hạn chiều sâu cắt để tránh rung động.
Máy phay CNC công suất thấp (3–5 HP) chỉ nên gia công với chiều sâu cắt vừa phải, thường dưới 2 mm trên thép. Máy công suất cao (10 HP trở lên) cho phép chiều sâu cắt lớn hơn, nhưng phải đảm bảo hệ thống kẹp phôi, trục chính và bàn máy đủ cứng vững để tránh rung động và sai số.
Phương pháp phay (thuận hay nghịch)
Phay thuận (climb milling) thường cho lực cắt nhỏ hơn, ít rung động hơn, cho phép tăng chiều sâu cắt lên 20–30% so với phay nghịch (conventional milling). Phay nghịch tạo ra lực hướng lên, dễ gây rung và giới hạn chiều sâu cắt.
Chất lượng bề mặt yêu cầu
Nếu yêu cầu độ nhám bề mặt thấp (Ra < 1.6 µm), chiều sâu cắt nên được chia nhỏ, thường dưới 0.5 mm cho lần chạy tinh. Gia công thô có thể chấp nhận chiều sâu cắt lớn hơn (3–5 mm) để tăng năng suất, sau đó dùng lần chạy tinh với chiều sâu nhỏ.
Bảng Tham Khảo Chiều Sâu Cắt Khi Phay Cho Một Số Vật Liệu Phổ Biến
Vật liệu phôi
Loại dao
Chiều sâu cắt thô (mm)
Chiều sâu cắt tinh (mm)
Nhôm 6061
Carbide phủ
3.0 – 6.0
0.2 – 0.5
Thép C45 (HRC 20-25)
Carbide phủ TiAlN
1.5 – 3.0
0.1 – 0.3
Thép không gỉ 304
Carbide phủ AlTiN
0.8 – 1.5
0.1 – 0.2
Gang xám GG25
Carbide hoặc gốm
2.0 – 4.0
0.2 – 0.4
Đồng thau
HSS hoặc Carbide
2.0 – 5.0
0.2 – 0.5
Nhựa kỹ thuật (Delrin, Nylon)
HSS
1.0 – 3.0
0.2 – 0.4
Bảng trên chỉ mang tính tham khảo, giá trị thực tế cần điều chỉnh theo điều kiện máy, dao và làm mát. Luôn bắt đầu với chiều sâu cắt an toàn rồi tăng dần để tìm giới hạn tối ưu.
Công Thức Tính Chiều Sâu Cắt Khi Phay
Trong thực tế, chiều sâu cắt thường được thiết lập trực tiếp trên máy dựa vào kinh nghiệm hoặc bảng tra. Tuy nhiên,
Trên máy phay CNC, chiều sâu cắt thường được nhập trực tiếp vào chương trình G-code thông qua lệnh G01 hoặc G02/G03 với tọa độ Z. Trên máy phay thủ công, bạn dùng du xích hoặc đồng hồ so để đo khoảng cách từ mặt dao đến bề mặt phôi.
Sự khác biệt giữa chiều sâu cắt hướng trục và hướng kính là gì?
Chiều sâu cắt hướng trục (ap) là độ dày lớp cắt theo phương trục dao, còn hướng kính (ae) là độ rộng tiếp xúc của dao với phôi theo phương ngang. Cả hai cùng xác định tiết diện phoi và tải trọng lên dao.
Chiều sâu cắt tối đa cho dao phay ngón carbide là bao nhiêu?
Thông thường, giới hạn an toàn là 1–1.5 lần đường kính dao khi phay rãnh (slotting) và 2–3 lần đường kính khi phay viền (peripheral milling) với điều kiện máy cứng vững và có làm mát. Tuy nhiên, luôn kiểm tra khuyến cáo từ nhà sản xuất.
Làm thế nào để tăng chiều sâu cắt mà không gây rung động?
Giảm tốc độ chạy dao, tăng tốc độ trục chính trong một phạm vi nhỏ, sử dụng dao có nhiều răng hơn, hoặc chuyển sang phay thuận. Nếu rung vẫn còn, cần giảm chiều sâu cắt và xem xét độ cứng vững của đồ gá.
Chiều sâu cắt có ảnh hưởng đến tuổi thọ dao không?
Rất lớn. Chiều sâu cắt tăng làm lực cắt và nhiệt tăng, đẩy nhanh mài mòn mặt sau, mẻ lưỡi cắt hoặc biến dạng nhựa. Tuổi thọ dao tỷ lệ nghịch với chiều sâu cắt (thường theo hàm mũ). Việc chọn chiều sâu cắt phù hợp giúp kéo dài tuổi thọ dao lên 2–3 lần.
Kết Luận
Chiều sâu cắt khi phay là thông số then chốt quyết định sự thành công của quá trình gia công. Lựa chọn đúng chiều sâu cắt dựa trên vật liệu, dao cụ, máy và yêu cầu chất lượng giúp bạn tối ưu hóa năng suất, giảm chi phí dao và đảm bảo độ chính xác. Hãy luôn kết hợp lý thuyết với thực nghiệm, tham khảo bảng thông số từ nhà sản xuất và điều chỉnh linh hoạt theo điều kiện thực tế. Ghi nhớ các sai lầm thường gặp và lưu ý quan trọng sẽ giúp bạn tránh được những rủi ro không đáng có. Với kiến thức chi tiết này, bạn đã sẵn sàng để làm chủ thông số chiều sâu cắt khi phay, nâng cao hiệu quả sản xuất và chất lượng sản phẩm.