Tiện côn là một trong những kỹ năng quan trọng trong gia công cơ khí, đòi hỏi sự chính xác và hiểu biết về nguyên lý chuyển động. Nắm vững cách tiện côn không chỉ giúp tạo ra các chi tiết có độ côn chuẩn xác mà còn mở ra nhiều ứng dụng trong sản xuất trục, bạc, dụng cụ cắt và các bộ phận máy móc. Bài viết này sẽ cung cấp kiến thức toàn diện về cách tiện côn trên máy tiện vạn năng, từ các phương pháp thủ công đến kỹ thuật nâng cao.
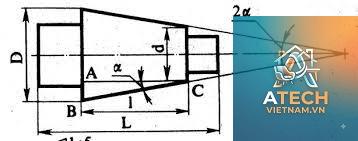
Tiện côn là quá trình gia công tạo ra bề mặt hình nón trên phôi, trong đó đường kính thay đổi tuyến tính dọc theo chiều dài trục. Điều này đạt được bằng cách tạo ra góc lệch giữa dụng cụ cắt và trục quay của phôi. Ba thông số cơ bản cần nắm: góc côn (α), đường kính lớn (D), đường kính nhỏ (d) và chiều dài côn (L). Công thức tính độ côn thường dùng: C = (D – d)/L, và góc nghiêng θ = arctan(C/2).
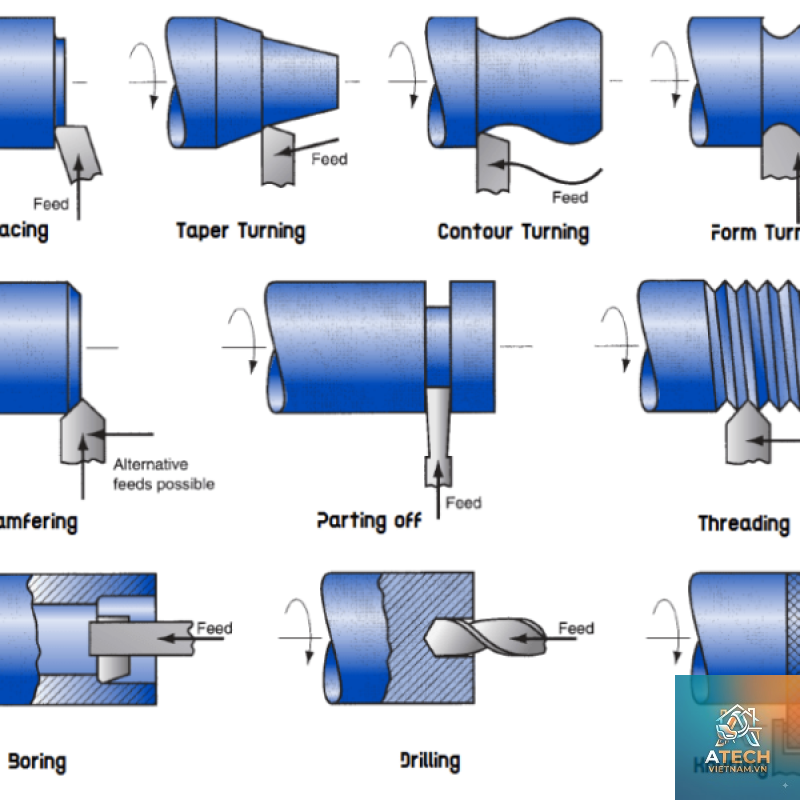
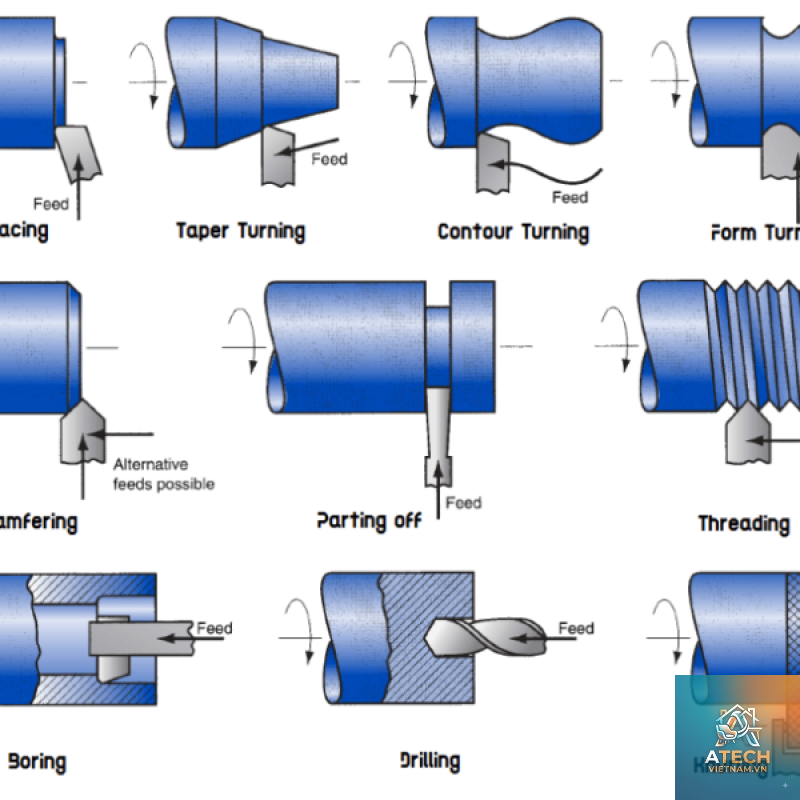
Trong thực tế, có nhiều cách để tạo ra chuyển động tiện côn trên máy tiện. Lựa chọn phương pháp nào phụ thuộc vào độ chính xác yêu cầu, số lượng chi tiết, trang thiết bị hỗ trợ và tay nghề thợ đứng máy. Các phương pháp phổ biến bao gồm: xoay bàn dao trên, xoay ụ động, dùng thước côn, dùng đồ gá chép hình và lập trình trên máy CNC.
Các Phương Pháp Thực Hiện Cách Tiện Côn
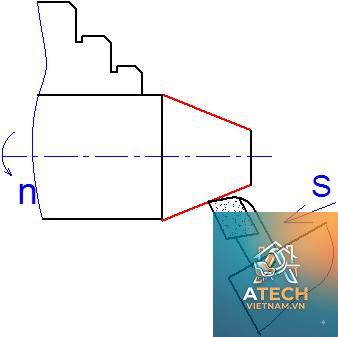
Phương Pháp Xoay Bàn Dao Trên
Đây là phương pháp thủ công phổ biến nhất trên máy tiện vạn năng. Bàn dao trên (top slide) được xoay một góc bằng nửa góc côn (θ) so với trục chính. Khi tiến dao bằng tay hoặc tự động dọc theo bàn dao trên, dao cắt sẽ tạo ra bề mặt côn. Góc xoay được căn chỉnh dựa trên bảng chia độ trên bàn dao.
Ưu điểm: Dễ thực hiện, không cần thiết bị phụ, phù hợp với chi tiết có chiều dài côn ngắn (thường dưới 200mm).
Nhược điểm: Khó đảm bảo độ chính xác cao nếu tay nghề yếu, năng suất thấp, không phù hợp với côn dài hoặc sản xuất hàng loạt.
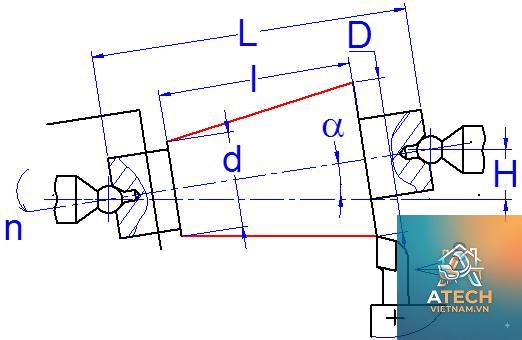
Phương Pháp Xoay Ụ Động
Phương pháp này áp dụng khi tiện côn ở giữa hai mũi tâm. Ụ động (tailstock) được xê dịch ngang một khoảng S, tính theo công thức S = (L × C)/2, trong đó L là chiều dài phôi, C là độ côn toàn phần. Nhờ đó, đường tâm phôi lệch đi so với hướng tiến dao dọc, tạo ra côn.
Ưu điểm: Tiện được côn dài, có thể dùng tiến dao tự động dọc, năng suất cao hơn.
Nhược điểm: Khó tiện côn trong (lỗ côn), độ chính xác phụ thuộc vào độ lệch tâm và chiều dài phôi, dễ gây hiện tượng côn sai nếu tính toán sai.
Phương Pháp Dùng Thước Côn (Taper Attachment)
Bộ đồ gá thước côn là thiết bị chuyên dụng gắn trên máy tiện, cho phép tiện côn với độ chính xác cao và dễ dàng điều chỉnh. Thước được đặt một góc cố định, dẫn hướng cho bàn dao ngang khi di chuyển dọc. Phương pháp này khắc phục nhược điểm của xoay bàn dao trên và xoay ụ động.
Ưu điểm: Độ chính xác cao, dễ lặp lại, thích hợp cho nhiều loại côn (trong và ngoài), có thể tiện được cả côn thuận và nghịch.
Nhược điểm: Cần có thước côn và hiệu chỉnh, chi phí đầu tư thiết bị, không phổ biến trên máy nhỏ.
Phương Pháp Dùng Đồ Gá Chép Hình
Với các chi tiết có độ côn phức tạp hoặc côn cong, đồ gá chép hình sử dụng mẫu (template) để dẫn hướng dao cắt. Thợ máy hoặc hệ thống thủy lực điều khiển dao bám theo biên dạng mẫu, tạo ra bề mặt côn chính xác. Phương pháp này thường dùng trong sản xuất loạt nhỏ hoặc chi tiết đặc biệt.
Tiện Côn Trên Máy CNC
Hiện nay, tiện côn bằng máy CNC là giải pháp tối ưu nhất về độ chính xác và năng suất. Chương trình gia công được lập trình để dao cắt di chuyển theo đường nội suy tuyến tính, kết hợp chuyển động của các trục X và Z. Góc côn, chiều dài, lượng dư được kiểm soát hoàn toàn bằng số liệu.
Ưu điểm: Độ chính xác cao đến micromet, lặp lại tuyệt đối, năng suất khủng, có thể tiện côn phức tạp nhiều bậc.
Nhược điểm: Chi phí đầu tư máy và lập trình cao, chưa phổ biến ở các xưởng cơ khí nhỏ.
Quy Trình Thực Hiện Cách Tiện Côn Bằng Phương Pháp Xoay Bàn Dao
Để giúp người mới bắt đầu dễ dàng áp dụng,
Chuẩn bị phôi và dụng cụ: Chọn phôi có đường kính lớn hơn đường kính lớn nhất của côn một lượng dư (thường 2-3mm). Gá phôi lên mâm cặp hoặc giữa hai mũi tâm, đảm bảo đồng tâm và cứng vững.
Tính toán góc xoay: Xác định góc côn α, rồi tính góc nghiêng θ = α/2. Ví dụ côn Morse số 3 có góc côn khoảng 3°20′, vậy θ = 1°40′.
Xoay bàn dao trên: Nới lỏng vít hãm bàn dao trên, xoay theo vạch chia đến góc θ. Siết chặt lại. Kiểm tra góc bằng đồng hồ so hoặc căn mẫu nếu cần.
Gá dao và căn chỉnh: Lắp dao tiện ngoài hoặc dao tiện trong tùy loại côn. Đưa mũi dao ngang tâm máy (cao bằng tâm phôi) để tránh sai số góc.
Tiện thử và kiểm tra: Thực hiện lát cắt đầu tiên với chiều sâu 0.2-0.5mm, chạy dao dọc bàn dao trên. Dùng panme đo đường kính tại hai đầu côn để kiểm tra độ côn. Nếu chưa đạt, hiệu chỉnh lại góc xoay.
Tiện tinh và hoàn thiện: Khi đạt yêu cầu, thực hiện các lát cắt tinh với chiều sâu nhỏ (0.1-0.2mm) và tốc độ chậm để bề mặt mịn.
Lưu ý: Trong quá trình tiện, nên dùng dung dịch làm mát để tăng tuổi thọ dao và cải thiện độ nhẵn bề mặt. Đối với côn trong, chọn dao tiện lỗ có đường kính nhỏ hơn lỗ côn.
So Sánh Các Phương Pháp Tiện Côn
Phương pháp
Độ chính xác
Phạm vi chiều dài côn
Năng suất
Chi phí đầu tư
Xoay bàn dao trên
Trung bình (±0.1mm)
Ngắn (<200mm)
Thấp
Không
Xoay ụ động
Trung bình (±0.1mm)
Dài (<1000mm)
Trung bình
Không
Thước côn
Cao (±0.02mm)
Trung bình (<500mm)
Cao
Trung bình
Đồ gá chép hình
Rất cao
Linh hoạt
Thấp
Cao
CNC
Cao nhất (±0.005mm)
Không giới hạn
Rất cao
Rất cao
Sai Lầm Thường Gặp Khi Tiện Côn Và Cách Khắc Phục
Dù là thợ mới hay thợ lâu năm, vẫn có thể mắc phải những lỗi làm hỏng chi tiết khi tiện côn.
Góc xoay sai: Đây là lỗi thường gặp nhất. Nguyên nhân do đọc sai vạch chia, tính toán nhầm hoặc không hiệu chỉnh sau khi siết. Cách khắc phục: Dùng đồng hồ so và căn mẫu để kiểm tra góc trước khi tiện, hoặc tiện thử và đo lại bằng thước côn chuẩn.
Mũi dao không đúng tâm: Nếu dao cao hơn hoặc thấp hơn tâm phôi, bề mặt côn sẽ bị lồi hoặc lõm. Khắc phục: Dùng mũi tâm và thước cặp để căn chỉnh độ cao dao chính xác.
Rung động và độ cứng vững kém: Phôi dài, mỏng hoặc gá kẹp không chặt gây rung khiến bề mặt côn không đều. Khắc phục: Sử dụng luynet (ổ đỡ phụ) hoặc gá giữa hai mũi tâm, giảm chế độ cắt.
Chọn tốc độ cắt và lượng dư không phù hợp: Tốc độ quá cao hoặc ăn dao quá lớn làm dao mòn nhanh, bề mặt xấu. Khắc phục: Tham khảo bảng chế độ cắt cho vật liệu cụ thể, thường dùng tốc độ vừa phải và chiều sâu nhỏ cho tiện tinh.
Không tính đến độ đàn hồi của phôi: Với phôi có thành mỏng, lực cắt có thể làm biến dạng, dẫn đến côn sai. Khắc phục: Dùng dụng cụ đo chuyên dụng (three-point micrometer) để kiểm tra kích thước thực tế sau mỗi lần cắt.
Ứng Dụng Thực Tế Của Kỹ Thuật Tiện Côn
Tiện côn không chỉ là bài tập cơ bản trong đào tạo nghề mà còn là kỹ thuật sống còn trong nhiều lĩnh vực.
Côn Morse trong máy công cụ: Là chuẩn côn phổ biến trên trục chính máy khoan, máy tiện, ụ động. Tiện chính xác côn Morse đảm bảo lắp ghép các dụng cụ cắt (mũi khoan, mũi doa) an toàn và đồng tâm.
Trục côn trong hộp số và truyền động: Nhiều trục truyền lực có độ côn để cố định bánh răng hoặc pulley. Tiện đúng độ côn giúp truyền mô-men xoắn ổn định.
Dụng cụ cắt gọt: Dao phay ngón, mũi khoan tâm, mũi doa thường có phần côn để gá kẹp chặt.
Chi tiết trong ngành ô tô, hàng không: Các bộ phận như trục cardan, buồng đốt, vòi phun có côn chính xác yêu cầu dung sai rất nhỏ.
Lưu Ý Quan Trọng Khi Áp Dụng Cách Tiện Côn
Để đạt kết quả tốt nhất, cần ghi nhớ những điểm sau:
Luôn kiểm tra và hiệu chỉnh máy tiện trước khi làm việc, đặc biệt là độ đồng tâm của mâm cặp và ụ động.
Sử dụng dụng cụ đo phù hợp: thước côn, panme đo côn, đồng hồ so, hoặc máy đo tọa độ (CMM) cho độ chính xác cao.
Khi tiện côn trên máy cũ, cần kiểm tra độ rơ của bàn dao và ổ trục chính, vì chúng ảnh hưởng trực tiếp đến độ chính xác.
Đối với sản xuất loạt, ưu tiên phương pháp thước côn hoặc CNC để đảm bảo tính đồng nhất và giảm thời gian.
Vật liệu gia công khác nhau yêu cầu góc cắt và tốc độ khác nhau: thép cần tốc độ thấp hơn nhôm, dao carbide cho năng suất cao hơn dao thép gió.
Câu Hỏi Thường Gặp Về Cách Tiện Côn (FAQ)
Làm thế nào để tính độ côn chính xác?
Độ côn được tính bằng tỷ lệ chênh lệch đường kính trên chiều dài: C = (D – d)/L. Đơn vị thường là mm/mm. Ví dụ: chiều dài 100mm, D=30mm, d=20mm => độ côn = (30-20)/100 = 0,1:1. Góc nửa côn θ = arctan(C/2).
Có thể tiện côn mà không cần xoay bàn dao không?
Có.
Nguyên nhân chính là mũi dao không đúng tâm máy. Nếu dao thấp hơn tâm, bề mặt lồi; nếu cao hơn, bề mặt lõm. Kiểm tra và căn chỉnh lại độ cao dao.
Độ chính xác cao nhất khi tiện côn bằng phương pháp nào?
Phương pháp CNC cho độ chính xác cao nhất (có thể đạt ±0.005mm). Tiếp theo là thước côn (±0.02mm), rồi đến xoay ụ động và bàn dao trên.
Cần lưu ý gì khi tiện côn trong (lỗ côn)?
Dùng dao tiện lỗ có kích thước phù hợp, góc xoay bàn dao trên ngược chiều với côn ngoài. Cần đặc biệt chú ý đến độ cứng vững của cán dao và chế độ cắt để tránh rung động.
Kết Luận
Nắm vững cách tiện côn là kỹ năng không thể thiếu đối với bất kỳ thợ tiện nào. Tùy vào điều kiện máy móc, yêu cầu kỹ thuật và số lượng sản phẩm, bạn có thể chọn phương pháp phù hợp nhất. Với các xưởng cơ khí nhỏ, thành thạo xoay bàn dao và xoay ụ động giúp xử lý đa số chi tiết. Đối với sản xuất chuyên nghiệp, đầu tư thước côn hoặc máy CNC là hướng đi bền vững. Hãy luôn kiểm tra, đo đạc cẩn thận và trau dồi kinh nghiệm qua từng sản phẩm để nâng cao tay nghề và độ tin cậy của chi tiết gia công.