Trong lĩnh vực gia công cơ khí chính xác, M code là gì luôn là câu hỏi nền tảng mà bất kỳ kỹ thuật viên vận hành máy CNC nào cũng cần nắm vững. M code, hay còn gọi là mã lệnh phụ trợ (Miscellaneous Code), đóng vai trò điều khiển các chức năng không liên quan đến chuyển động cắt gọt, như bật/tắt trục chính, thay đổi dụng cụ, hay kiểm soát chất làm mát. Hiểu rõ về M code không chỉ giúp tối ưu chương trình gia công mà còn đảm bảo an toàn vận hành và kéo dài tuổi thọ máy. Bài viết này sẽ cung cấp kiến thức chuyên sâu từ cơ bản đến nâng cao về M code, giúp bạn làm chủ hoàn toàn hệ thống lệnh quan trọng này.
Khái niệm cốt lõi: M Code là gì và vai trò trong hệ thống CNC
M code, viết tắt của “Miscellaneous Code”, là tập hợp các lệnh điều khiển các hoạt động phụ trợ của máy CNC trong quá trình gia công. Khác với G code (Geometric Code) chịu trách nhiệm định vị và di chuyển dao cụ theo tọa độ, M code thực hiện các nhiệm vụ logic và điều khiển thiết bị ngoại vi. Cụ thể, M code được sử dụng để điều khiển các hành động như khởi động/dừng trục chính, bật/tắt dung dịch tưới nguội, thay đổi dao, khóa/ mở trục chính, và kiểm soát chu trình tự động của máy.
Mỗi lệnh M code bao gồm chữ “M” theo sau bởi một số có hai hoặc ba chữ số. Ví dụ: M03 – bật trục chính quay thuận, M05 – dừng trục chính, M06 – thay dao. Các lệnh này thường được kết hợp với G code và các tham số khác trong một khối lệnh (block) để tạo thành một chương trình gia công hoàn chỉnh. Sự phối hợp nhịp nhàng giữa G code và M code tạo nên một bản nhạc gia công trơn tru, an toàn và hiệu quả.
Sự khác biệt giữa M Code và G Code
Nhiều người nhầm lẫn giữa hai hệ thống mã lệnh này. Bảng so sánh dưới đây sẽ làm rõ sự khác biệt:
Tính chất
M Code (Miscellaneous)
G Code (Geometric)
Chức năng chính
Điều khiển hoạt động phụ trợ (bật/tắt thiết bị, thay dao, dừng chương trình)
Điều khiển chuyển động và định vị dao cụ (nội suy đường thẳng, cung tròn, chờ, khoan…)
Tác động đến hình học
Không ảnh hưởng trực tiếp đến đường đi của dao
Xác định vị trí và hình dạng cắt gọt
Ví dụ thường gặp
M03 (quay thuận trục chính), M08 (bật nước làm mát)
G01 (nội suy đường thẳng), G02 (nội suy cung tròn theo chiều kim đồng hồ)
Phạm vi hoạt động
Chức năng logic, bật/tắt, chờ, dừng
Chức năng toán học, hình học, vận tốc
Việc phân biệt rõ ràng này giúp lập trình viên tránh nhầm lẫn và tối ưu hóa quy trình gia công. Một chương trình CNC chuẩn bao gồm cả hai loại lệnh để máy hoạt động đúng ý đồ.
Phân loại chi tiết các lệnh M Code phổ biến
Mặc dù tiêu chuẩn RS-274 (tiêu chuẩn mã G/M cho CNC) quy định một số lệnh cơ bản, các nhà sản xuất máy CNC thường có những tùy biến riêng. Tuy nhiên, có một nhóm lệnh M-code mang tính phổ quát, xuất hiện trên hầu hết các hệ điều khiển như Fanuc, Siemens, Heidenhain, Haas. Vận tốc được xác định bởi lệnh S (ví dụ S5000).
M04: Bật trục chính quay ngược chiều kim đồng hồ.
M05: Dừng trục chính (thường kết hợp với chờ đến khi trục dừng hẳn).
M19: Định hướng trục chính (dùng khi cần thay dao hoặc kiểm tra).
Nhóm lệnh điều khiển chất làm mát (dung dịch tưới nguội)
M07: Bật dung dịch làm mát dạng phun sương/mist.
M08: Bật dung dịch làm mát dạng xả tràn (flood coolant).
M09: Tắt toàn bộ hệ thống làm mát.
Nhóm lệnh thay đổi dụng cụ
M06: Thực hiện thay dao tự động. Lệnh này thường đi kèm với lệnh T (ví dụ T02 M06 để đưa dao số 2 vào trục chính). Đối với máy có ổ dao dạng xoay (turret), M06 kích hoạt chu trình thay dao.
M63 (trên một số hệ): Mở/đóng kẹp dao bằng thủy lực.
Nhóm lệnh điều khiển chương trình
M00: Dừng chương trình không điều kiện (dừng hoàn toàn, cần nhấn nút Start để tiếp tục). Ứng dụng khi cần kiểm tra kích thước hoặc thay mảnh dao thủ công.
M01: Dừng chương trình có điều kiện. Máy chỉ dừng khi công tắc “Optional Stop” trên bảng điều khiển được bật. Rất hữu ích trong sản xuất hàng loạt để kiểm tra mẫu.
M02: Kết thúc chương trình (end of program). Đưa con trỏ về đầu chương trình, nhưng không reset các chế độ.
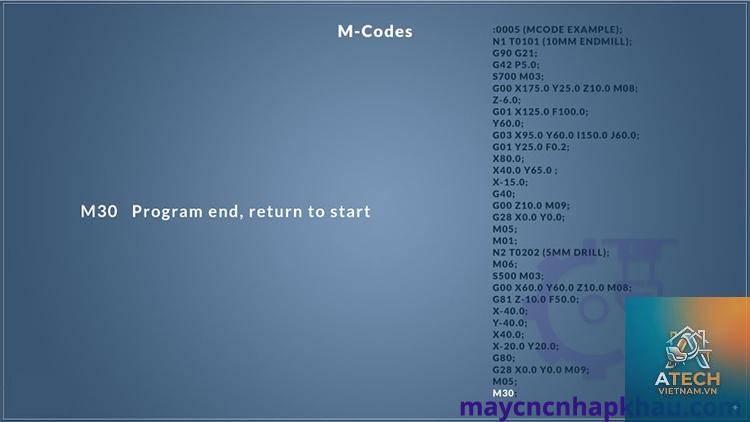
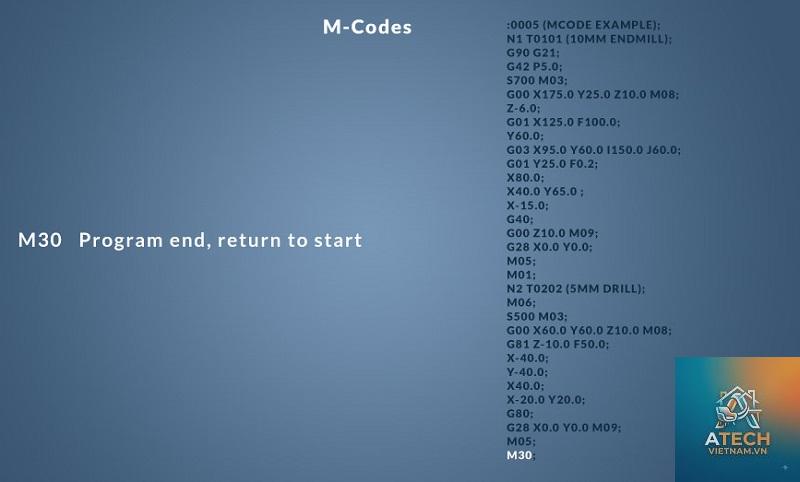
M30: Kết thúc chương trình và quay lại đầu (reset). Đây là lệnh kết thúc tiêu chuẩn trong sản xuất hàng loạt. Nó giống M02 nhưng có thêm chức năng reset.
M98: Gọi chương trình con (subprogram call). Dùng để lồng các đoạn code lặp lại.
M99: Kết thúc chương trình con và trả về chương trình chính.
Nhóm lệnh an toàn và chức năng chuyên biệt
M09: Tắt làm mát (đã đề cập).
M21: Kích hoạt chu trình khóa trục chính (spindle lock).
M70: Bắt đầu chu trình đo lường (probe cycle).
M71/72/73: Các lệnh điều khiển trục xoay (rotary axis) tùy theo nhà sản xuất.
M84: Kẹp chặt trục (clamp).
M85: Nhả kẹp trục (unclamp).
Lệnh M Code mở rộng theo nhà sản xuất
Mỗi hãng máy CNC có thể bổ sung thêm các lệnh M code độc quyền. Ví dụ: trên máy Haas, M30 có chức năng đặc biệt với thao tác xả phôi. Trên máy Fanuc, M-code series 0i/30i có nhiều lệnh hỗ trợ đa trục. Lập trình viên cần đọc kỹ tài liệu kỹ thuật của máy để sử dụng chính xác. Việc sử dụng sai M-code có thể gây lỗi chương trình, thậm chí hỏng máy.
Nguyên tắc hoạt động: Cách M code tương tác trong chu trình gia công
Khi một chương trình CNC được chạy, bộ điều khiển đọc tuần tự từng khối lệnh. M code có thể đứng một mình trong một dòng hoặc kết hợp với các mã khác. Thứ tự ưu tiên và thời điểm thực thi M code phụ thuộc vào cấu trúc của từng dòng lệnh. Một nguyên tắc quan trọng: các lệnh M thuộc nhóm “modal” (như M03, M08) sẽ duy trì hiệu lực cho đến khi có lệnh M khác thay thế (ví dụ M05 tắt M03). Các lệnh “non-modal” (như M00, M06) chỉ tác động tại dòng đó.
Ví dụ về một khối lệnh điển hình:
N10 G90 G54 X100 Y50 S2000 M03 M08
Trong đó: G90 (chọn tọa độ tuyệt đối), G54 (chọn hệ tọa độ phôi), S2000 (tốc độ trục chính 2000 vòng/phút), M03 (bật quay thuận), M08 (bật nước làm mát). Sau dòng này, trục chính và làm mát sẽ hoạt động cho đến khi có lệnh tắt hoặc kết thúc chương trình.
Quy trình xử lý M-Code trong hệ điều khiển CNC
Bộ điều khiển CNC xử lý M-code theo cơ chế “look-ahead” (đọc trước) để đảm bảo tính liên tục. Tuy nhiên, một số lệnh mang tính ràng buộc như M06 (thay dao) yêu cầu máy dừng chuyển động, đưa trục chính về vị trí thay dao, sau đó thực thi. Trình tự sẽ là:
Phân tích lệnh: Bộ điều khiển nhận dạng M06 trong khối lệnh.
Pre-check: Kiểm tra trạng thái hiện tại (trục chính đã dừng chưa? Ổ dao đã sẵn sàng?).
Thi hành: Máy thực hiện chuỗi hành động: dừng trục chính, định hướng trục chính (M19), di chuyển trục Z về vị trí thay dao, mở kẹp, xoay ổ dao đến vị trí dao mới, kẹp dao mới, và quay trở lại.
Báo hiệu: Gửi tín hiệu hoàn thành để chương trình tiếp tục.
Quá trình này đòi hỏi độ chính xác cao về mặt thời gian để không xảy ra va chạm. Vì vậy, hiểu đúng M code là gì và cơ chế xử lý của nó giúp lập trình viên tạo ra các chương trình an toàn, hạn chế tối đa lỗi vận hành.
Lợi ích và hạn chế khi sử dụng M Code
Lợi ích nổi bật
Tự động hóa cao: Cho phép máy CNC thực hiện toàn bộ quy trình gia công mà không cần can thiệp thủ công, từ thay dao, bật tắt trục chính đến kiểm soát làm mát. Điều này giảm thời gian dừng máy và tăng năng suất.
Độ lặp lại chính xác: Vì được lập trình sẵn, các hành động như thay dao, định hướng trục chính luôn được thực hiện giống nhau ở mỗi chu kỳ, đảm bảo chất lượng sản phẩm đồng nhất.
An toàn vận hành: Các lệnh như M00 (dừng chương trình) có thể dùng để kiểm tra phôi, tránh va chạm. M30 giúp reset máy một cách an toàn. Hạn chế rủi ro do sai sót của con người.
Linh hoạt mở rộng: Hầu hết các hệ điều khiển cho phép tùy chỉnh M code riêng (macro) để thực hiện các chu trình đặc biệt theo nhu cầu thực tế.
Hạn chế cần lưu ý
Không đồng nhất giữa các hãng: Mặc dù có tiêu chuẩn cốt lõi, nhưng ý nghĩa của một số M code (như M19 – định hướng trục chính) có thể có chút khác biệt về cách thực thi giữa Fanuc, Siemens, Mitsubishi… Điều này gây khó khăn khi chuyển đổi chương trình giữa các máy.
Khả năng gây lỗi nếu lập trình sai: Một lỗi nhỏ như dùng M03 thay vì M04 có thể làm hỏng dụng cụ hoặc phôi. Hoặc quên M09 (tắt làm mát) khi kết thúc chương trình có thể gây chập điện, hỏng bo mạch.
Giới hạn số lượng: Mã M code thường chỉ có 99 hoặc 999 lệnh (tùy hệ). Mặc dù đủ cho đa số ứng dụng, một số nhà máy có hệ thống phức tạp cần nhiều lệnh chuyên biệt hơn, phải dùng thêm macro hoặc lệnh G code mở rộng.
Yêu cầu kiến thức chuyên sâu: Lập trình viên không chỉ cần biết M code là gì, mà còn phải hiểu nguyên lý điều khiển, tốc độ xử lý, và đặc tính phần cứng của máy để tối ưu hóa.
Ứng dụng thực tế của M Code trong gia công CNC
M code hiện diện trong hầu hết các quy trình gia công từ phay, tiện đến cắt dây EDM, cắt laser. Ví dụ: M03/S4000 để khởi động trục chính, M08 bật nước, G01/G02 thực hiện cắt gọt. M06 T03 để thay dao số 3 sau khi hoàn thành phay thô. Cuối cùng M30 kết thúc. Nếu không có M code, người vận hành phải đứng gần máy để bật tắt thủ công, làm giảm năng suất và tăng nguy cơ tai nạn.
Trong máy tiện CNC
Trên máy tiện, M code điều khiển ụ động, khóa kẹp phôi, và đặc biệt là chu trình thay dao ở ổ dao xoay. M42/M44 có thể dùng để chuyển đổi chế độ quay chi tiết. Một lệnh thông dụng khác là M33 dùng để kẹp phôi bằng mâm cặp thủy lực.
Trong máy CNC đa trục (4-5 trục)
Các máy đa trục yêu cầu M code để kích hoạt các trục quay (rotary axes). Ví dụ M10/M11 dùng để kẹp/nhả trục xoay thứ 4. Việc lập trình yêu cầu hiểu sâu về M code và sự phối hợp với G code để tránh va chạm khi góc quay thay đổi.
Trong dây chuyền sản xuất tự động hóa
Các máy CNC kết nối với robot gắp phôi có thể dùng M code chuyên dụng để giao tiếp với bộ điều khiển robot. Ví dụ M70 gửi tín hiệu yêu cầu robot đưa phôi vào, M71 báo hiệu phôi đã sẵn sàng. Điều này đòi hỏi kỹ sư tích hợp hiểu rõ giao thức truyền thông giữa hai hệ thống.
Sai lầm thường gặp khi làm việc với M Code và cách phòng tránh
Dựa trên kinh nghiệm thực tiễn, Máy sẽ cố gắng thay dao trong khi trục chính đang quay, gây hư hại cơ khí. Cách tránh: Luôn đảm bảo nhóm lệnh an toàn được chạy trước: M05 (dừng spindle) → M19 (định hướng) → M06.
Quên tắt M code: Để M08 (làm mát) bật suốt chương trình, khi máy ngừng vẫn chảy, làm ướt khu vực điện và bàn máy. Cách tránh: Thêm M09 ở cuối chương trình hoặc trước mỗi lần dừng lâu.
Nhầm lẫn M00 và M01: Dùng M00 trong sản xuất hàng loạt khiến máy dừng sau mỗi chi tiết, giảm năng suất. Chỉ dùng M00 khi cần kiểm tra đặc biệt, còn lại dùng M01 với công tắc tùy chọn.
Lạm dụng M code không có tài liệu: Một số người copy code từ máy cũ sang máy mới mà không biết M code của máy cũ là tùy chỉnh, dẫn đến mất an toàn. Cách tránh: Luôn xác minh tài liệu kỹ thuật của máy trước khi sử dụng M code lạ.
Không dùng M30 để kết thúc: Một số lập trình viên dùng M02 thay vì M30. M02 không reset máy, khi chạy lại có thể bỏ qua một số bước khởi tạo (như làm mát, trục chính). Cách tránh: Dùng M30 cho chương trình chính.
Lưu ý quan trọng khi lập trình với M Code
Để đảm bảo chương trình CNC chạy ổn định và an toàn, cần ghi nhớ các nguyên tắc sau:
Kiểm tra tính tương thích: Trước khi đưa chương trình vào sản xuất, chạy thử trên phần mềm mô phỏng (simulation) để phát hiện xung đột M code.
Đánh số khối lệnh (N code): Dù không bắt buộc, nhưng việc đánh số dòng (N10, N20…) giúp dễ dàng debug và tham chiếu khi có lỗi M code.
Phân nhóm M code theo chức năng: Nên nhóm các lệnh cùng chức năng thành một dòng riêng, giúp chương trình sạch sẽ và dễ đọc hơn.
Hiểu về macro M code: Nhiều hệ thống CNC cho phép tạo macro biến (variable) để thay đổi tham số M code linh hoạt. Ví dụ #100 = 2000; thì M03 S#100 sẽ chạy với tốc độ 2000, giúp dễ dàng điều chỉnh mà không cần sửa từng dòng.
Lưu trữ thư viện M code chuẩn: Mỗi xưởng sản xuất nên xây dựng một danh sách M code tiêu chuẩn cho từng loại máy, có chú thích rõ ràng, để thống nhất cách dùng trong đội ngũ lập trình.
Câu hỏi thường gặp về M Code
M code khác với mã lệnh M trong phay CNC?
Không có sự khác biệt. Thuật ngữ “M code” là đồng nhất trong tất cả các loại máy CNC, bao gồm phay, tiện, cắt plasma, laser, EDM… Nó luôn chỉ tập hợp các lệnh phụ trợ điều khiển các chức năng logic và thiết bị ngoại vi. Tuy nhiên, phạm vi các lệnh có thể mở rộng tùy loại máy.
Có thể thay đổi ý nghĩa M code không?
Có, nhưng chỉ trong phạm vi macro do nhà sản xuất cho phép. Người dùng có thể định nghĩa lại một số M code thông qua tham số hệ thống (parameter) hoặc lập trình macro. Ví dụ trên máy Fanuc, có thể gán M50 để kích hoạt chu trình làm sạch chip. Tuy nhiên, việc thay đổi cần được ghi lại cẩn thận để tránh nhầm lẫn.
M01 và M00 khác nhau thế nào?
Cả hai đều dừng chương trình. M00 dừng không điều kiện (máy dừng ngay lập tức). M01 dừng có điều kiện: chỉ dừng khi công tắc Optional Stop trên bảng điều khiển được bật. Trong sản xuất hàng loạt, M01 được ưa chuộng hơn vì người vận hành có thể quyết định khi nào cần kiểm tra.
Làm sao biết M code nào hỗ trợ trên máy của tôi?
Cách tốt nhất là tra cứu tài liệu kỹ thuật của máy (Operation Manual, Programming Manual). Mỗi nhà sản xuất có bảng liệt kê đầy đủ M code kèm chức năng. Ngoài ra, trên màn hình điều khiển thường có phần Help/Parameter để xem danh sách.
M code có thể gây lỗi va chạm không?
Có. Ví dụ nếu bạn dùng M06 (thay dao) tại vị trí dao đang tiếp xúc phôi, hoặc quên M05 dừng trục chính trước khi thay dao, va chạm gần như chắc chắn xảy ra. Hoặc M08 bật nước phun vào vị trí nguy hiểm. Vì vậy cần tuân thủ trình tự an toàn.
Kết luận
M code là gì? Đó là hệ thống mã lệnh phụ trợ không thể thiếu trong lập trình CNC, đóng vai trò điều khiển trục chính, làm mát, thay dao và các chức năng logic khác, giúp tự động hóa quy trình gia công. Khác với G code chuyên về di chuyển hình học, M code mang tính điều khiển và an toàn. Để thành thạo, người lập trình cần nắm vững danh sách M code tiêu chuẩn, nguyên tắc tuần tự, hiểu rõ đặc thù từng hãng máy, và luôn ưu tiên an toàn trong mọi tình huống. Hy vọng bài viết đã cung cấp cái nhìn toàn diện về M code, giúp bạn tự tin áp dụng vào thực tế sản xuất, nâng cao hiệu quả và độ chính xác của các chương trình gia công CNC.