Các lệnh G code cơ bản là nền tảng của lập trình gia công CNC, một ngôn ngữ lập trình chuẩn hóa được sử dụng để điều khiển máy công cụ tự động. Đây là hệ thống mã lệnh giúp máy phay, tiện, cắt laser, in 3D hoặc robot công nghiệp thực hiện các thao tác chính xác theo ý muốn của người vận hành. G code xuất hiện từ những năm 1950 và đến nay vẫn là tiêu chuẩn toàn cầu trong ngành sản xuất cơ khí chính xác.
Khi bạn mới làm quen với gia công CNC, việc nắm vững các lệnh G code cơ bản là kỹ năng sống còn. Hệ thống này cho phép bạn kiểm soát vị trí, tốc độ, đường chạy dao, thay đổi dụng cụ và nhiều chức năng phức tạp khác. Mỗi dòng lệnh G code là một chỉ dẫn cụ thể gửi đến bộ điều khiển máy, từ đó biến bản vẽ kỹ thuật thành sản phẩm thực tế.
Khái niệm và bản chất của các lệnh G code cơ bản
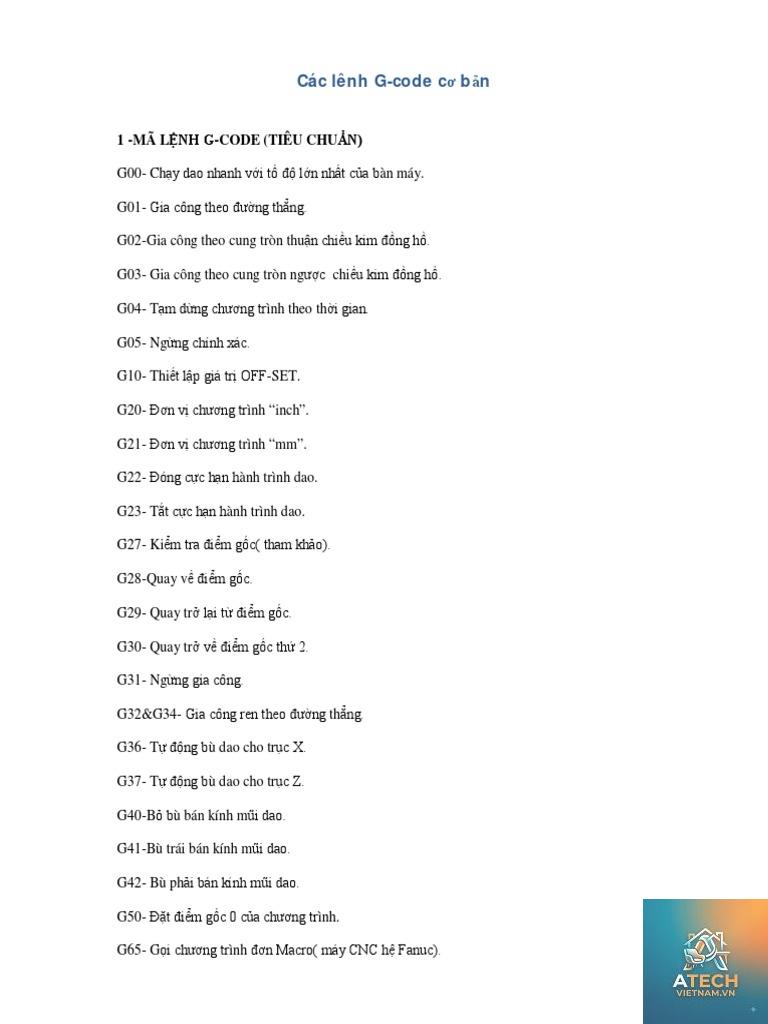
G code, viết tắt của Geometric Code, là ngôn ngữ lập trình dạng địa chỉ. Mỗi lệnh bao gồm một chữ cái theo sau bởi một số, ví dụ G01, M03. Trong đó, chữ G biểu thị nhóm chức năng chuyển động hoặc chu trình, còn chữ M (Miscellaneous) đại diện cho các chức năng phụ trợ như bật tắt trục chính, đóng mở dung dịch làm mát.
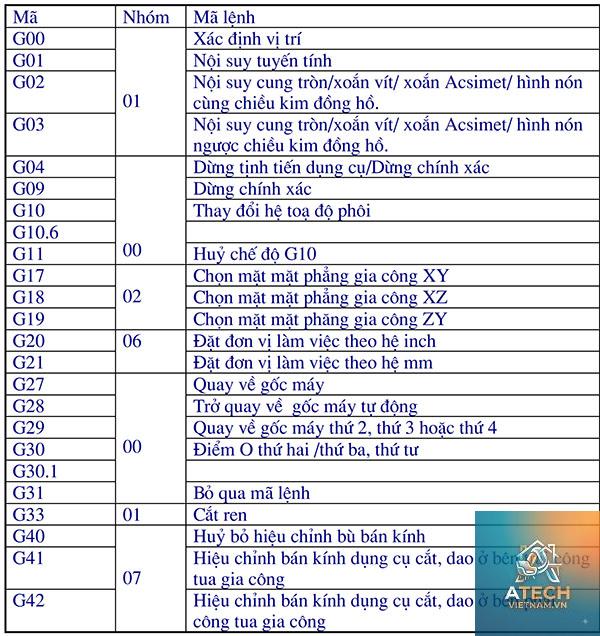
Các lệnh G code cơ bản được tổ chức thành các nhóm modal và non-modal. Lệnh modal có hiệu lực cho đến khi bị thay thế bởi một lệnh khác cùng nhóm. Lệnh non-modal chỉ có tác dụng trong một dòng lệnh duy nhất. Hiểu rõ tính chất này giúp người lập trình tối ưu hóa chương trình và tránh lỗi gia công.
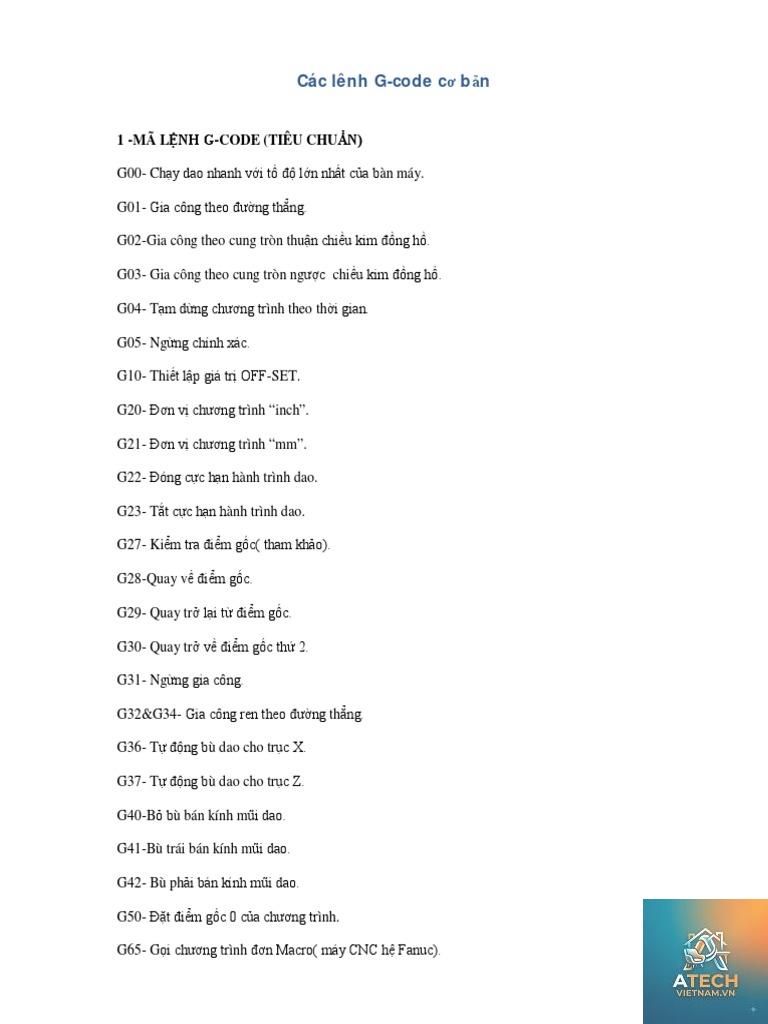
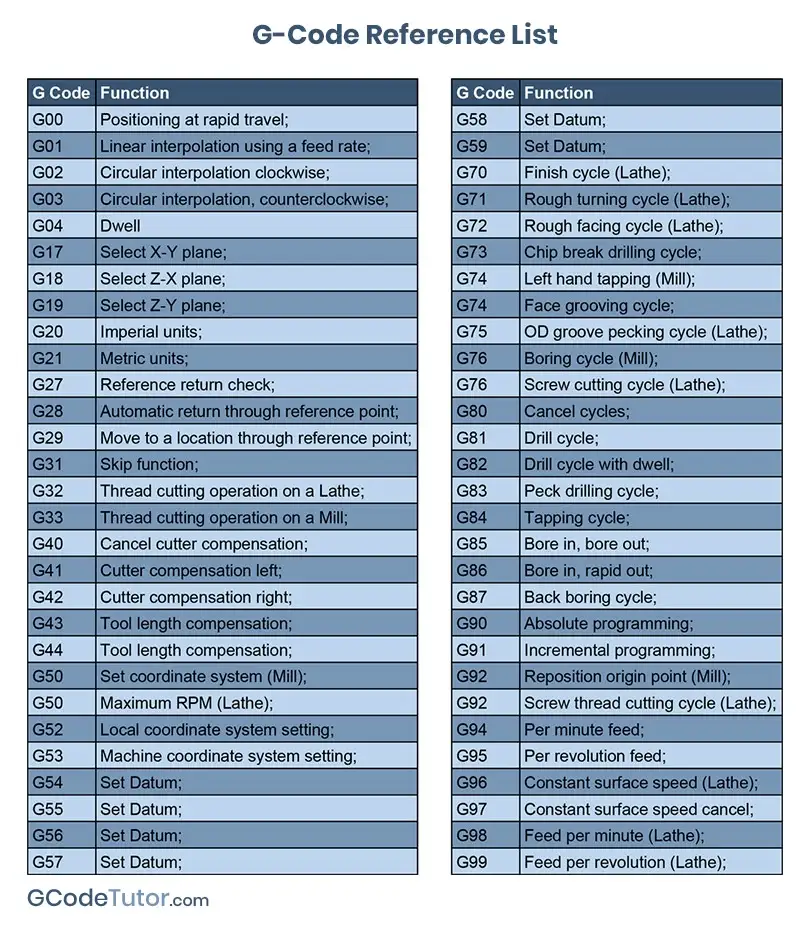
Hệ thống G code được quy định bởi tiêu chuẩn ISO 6983 và RS-274D, nhưng mỗi nhà sản xuất máy CNC có thể bổ sung thêm các mã lệnh riêng. Tuy nhiên, các lệnh G code cơ bản luôn giống nhau trên mọi dòng máy, bao gồm các lệnh di chuyển, dừng, chạy dao và thiết lập hệ tọa độ.
Phân loại các lệnh G code cơ bản theo nhóm chức năng
Nhóm lệnh di chuyển nhanh và chạy dao
G00 – Di chuyển nhanh (Rapid positioning): Đây là lệnh di chuyển dao với tốc độ tối đa của máy, không cắt phôi. G00 được dùng để đưa dao đến vị trí an toàn trước khi thực hiện các đường chạy dao cắt gọt. Vì tốc độ rất cao, người lập trình cần đảm bảo đường chạy không chạm vào chi tiết hoặc đồ gá.
G01 – Nội suy tuyến tính (Linear interpolation): Lệnh chạy dao theo đường thẳng với tốc độ cắt được chỉ định bởi lệnh F (Feed rate). Đây là lệnh quan trọng nhất trong các lệnh G code cơ bản để thực hiện các đường cắt thẳng. Ví dụ: G01 X100 Y50 F200 nghĩa là chạy dao thẳng đến tọa độ X100 Y50 với tốc độ 200 mm/phút.
G02 – Nội suy cung tròn theo chiều kim đồng hồ: Lệnh này thực hiện đường cong tròn hoặc cung tròn theo hướng kim đồng hồ (CW). Yêu cầu tham số bán kính R hoặc tọa độ tâm I, J, K. Đây là lệnh không thể thiếu trong gia công các bề mặt cong, bo góc.
G03 – Nội suy cung tròn ngược chiều kim đồng hồ: Tương tự G02 nhưng hướng chuyển động ngược lại (CCW). Kết hợp G02 và G03 cho phép gia công mọi hình dạng cung tròn.
Nhóm lệnh thiết lập hệ tọa độ và đơn vị
G90 – Lập trình theo tọa độ tuyệt đối: Khi sử dụng G90, mọi tọa độ đều được tính từ điểm gốc (datum) cố định của máy hoặc phôi. Đây là chế độ mặc định trong hầu hết các chương trình gia công. Ví dụ: G90 G01 X50 Y30 sẽ đưa dao đến tọa độ tuyệt đối X50 Y30.
G91 – Lập trình theo tọa độ tương đối: Tọa độ được tính từ vị trí hiện tại của dao. Chế độ này hữu ích khi thực hiện các lỗ đều nhau hoặc các thao tác lặp đi lặp lại. Ví dụ: G91 G01 X10 Y-5 sẽ di chuyển dao thêm 10mm theo X và -5mm theo Y so với vị trí hiện tại.
G28 – Quay về điểm tham chiếu máy: Lệnh an toàn đưa dao về vị trí zero máy (Machine Home), thường dùng khi kết thúc chương trình hoặc khi cần thay dao. Một số máy yêu cầu G28 trước khi tắt nguồn.
Nhóm lệnh thay dao và bù trừ
G40, G41, G42 – Bù trừ bán kính dao: G40 tắt chế độ bù trừ, G41 bù trừ trái, G42 bù trừ phải so với đường chạy dao. Bù trừ dao cho phép gia công chính xác kích thước danh nghĩa ngay cả khi đường kính dao thay đổi do mòn.
G43, G49 – Bù trừ chiều dài dao: G43 kích hoạt bù trừ chiều dài dao, G49 hủy bù trừ. Lệnh này giúp máy tính toán chính xác độ sâu cắt dựa trên chiều dài thực tế của từng dao.
Nhóm lệnh dừng và tạm dừng
G04 – Dừng tạm thời (Dwell): Lệnh dừng chuyển động trong một khoảng thời gian nhất định, thường dùng để làm sạch phoi, ổn định quá trình cắt. Cú pháp: G04 P1000 (dừng 1000 mili giây) hoặc G04 X1.5 (dừng 1.5 giây).
G20, G21 – Chọn đơn vị inch hoặc milimét: G20 chọn inch, G21 chọn milimét. Đây là các lệnh G code cơ bản phải được khai báo ngay đầu chương trình để tránh nhầm lẫn đơn vị.
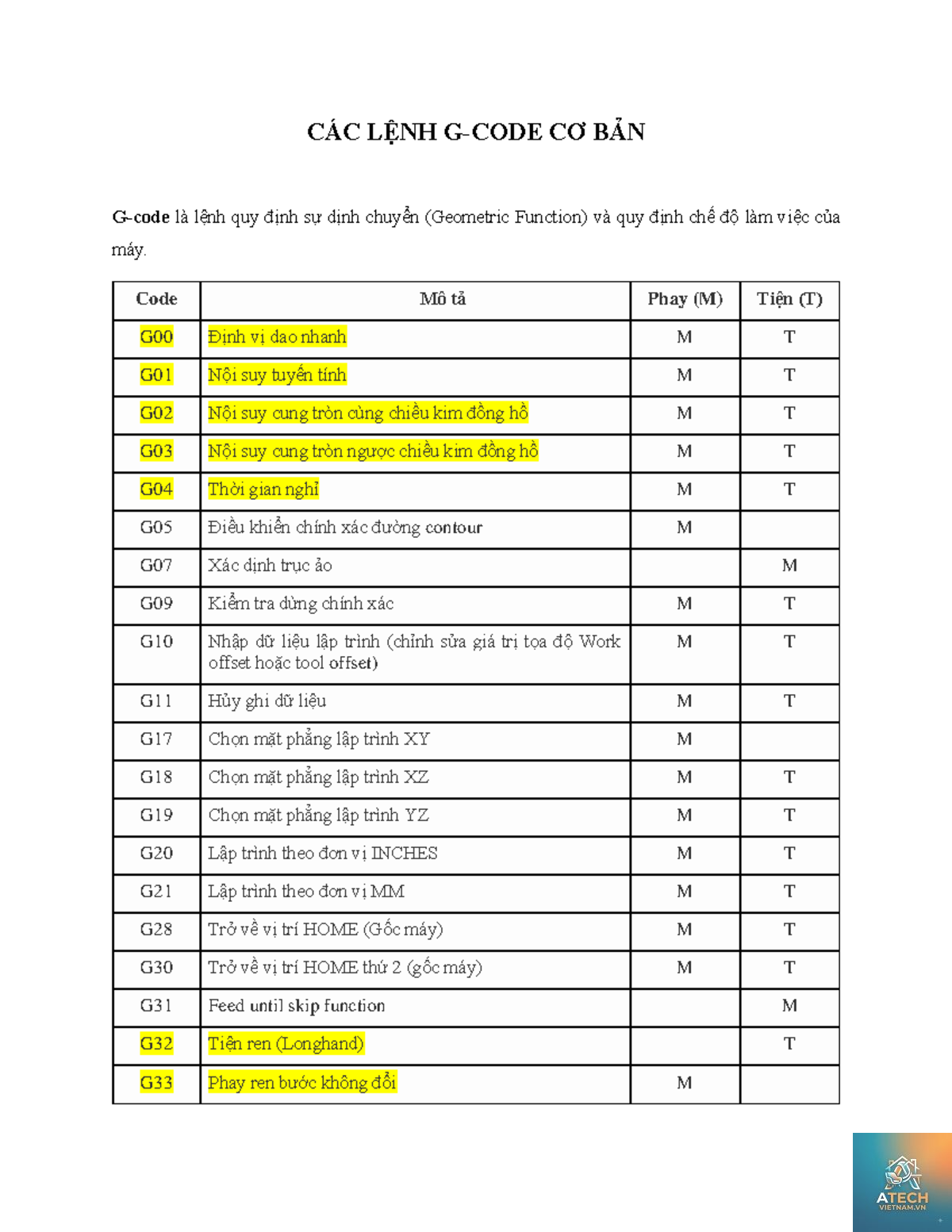
Bảng tổng hợp các lệnh G code cơ bản thông dụng
Mã lệnh
Chức năng
Nhóm
Modal
G00
Di chuyển nhanh
Chuyển động
Có
G01
Nội suy tuyến tính
Chuyển động
Có
G02
Nội suy cung tròn CW
Chuyển động
Có
G03
Nội suy cung tròn CCW
Chuyển động
Có
G04
Dừng tạm thời
Điều khiển
Không
G20
Đơn vị inch
Thiết lập
Có
G21
Đơn vị milimét
Thiết lập
Có
G28
Về điểm tham chiếu
Điều khiển
Không
G40
Hủy bù trừ dao
Bù trừ
Có
G41
Bù trừ trái
Bù trừ
Có
G42
Bù trừ phải
Bù trừ
Có
G43
Bù trừ chiều dài dao
Bù trừ
Có
G49
Hủy bù trừ chiều dài
Bù trừ
Có
G90
Tọa độ tuyệt đối
Chế độ tọa độ
Có
G91
Tọa độ tương đối
Chế độ tọa độ
Có
Lợi ích và hạn chế khi sử dụng các lệnh G code cơ bản
Lợi ích nổi bật
Tính phổ quát cao: Các lệnh G code cơ bản được sử dụng trên hầu hết các máy CNC, từ máy phay 3 trục đến máy tiện, máy cắt plasma. Chỉ cần thành thạo bộ lệnh này,
Lệnh G00 được sử dụng để di chuyển dao với tốc độ nhanh nhất đến vị trí đích, không thực hiện cắt gọt. Đây là lệnh cần thận trọng vì máy có thể di chuyển đột ngột gây va chạm nếu có vật cản.
Sự khác biệt giữa G90 và G91 là gì?
G90 sử dụng tọa độ tuyệt đối tính từ gốc phôi hoặc máy, trong khi G91 sử dụng tọa độ tương đối tính từ vị trí hiện tại của dao. G90 phù hợp khi gia công nhiều vị trí cố định, G91 phù hợp với các thao tác lặp như khoan lỗ trên lưới.
Có cần khai báo lệnh G20/G21 trong mọi chương trình không?
Rất nên khai báo G21 (milimét) hoặc G20 (inch) ở đầu mỗi chương trình. Điều này tránh nhầm lẫn đơn vị nếu máy đang ở chế độ khác từ chương trình trước đó. Mặc định của hầu hết máy CNC là G21.
Làm thế nào để chọn đúng lệnh G02 hay G03 khi gia công cung tròn?
Nhìn từ hướng trục dương Z xuống bàn máy (góc nhìn top), G02 di chuyển theo chiều kim đồng hồ, G03 ngược chiều kim đồng hồ. Nếu gia công từ mặt trên của phôi, hãy tưởng tượng hướng đi của dao để quyết định.
Các lệnh G code cơ bản có áp dụng cho in 3D không?
Có, máy in 3D FDM sử dụng G code dựa trên nền tảng tương tự. Các lệnh G00, G01, G90, G91 vẫn được dùng, ngoài ra có thêm các mã M code riêng cho điều khiển nhiệt độ đầu đùn, bed. Tuy nhiên, một số lệnh như G02/G03 ít được dùng do đường chạy của đầu đùn thường là tuyến tính.
Kết luận
Nắm vững các lệnh G code cơ bản là bước đầu tiên và quan trọng nhất để trở thành một lập trình viên CNC chuyên nghiệp. Bộ lệnh này không chỉ giúp bạn điều khiển máy một cách tự tin mà còn là nền tảng để tiếp cận các kỹ thuật gia công phức tạp hơn như chu trình cố định, gia công 5 trục hay tối ưu hóa đường chạy dao. Hãy bắt đầu từ những bài tập nhỏ, thực hành viết tay chương trình và mô phỏng kỹ lưỡng trước khi chạy thực tế. Với thời gian và kinh nghiệm, các lệnh G code cơ bản sẽ trở thành công cụ đắc lực, giúp bạn biến mọi bản vẽ kỹ thuật thành sản phẩm hoàn hảo với độ chính xác cao nhất. Nhớ rằng: một dòng G code đúng có thể tạo ra một sản phẩm xuất sắc, nhưng một dòng sai có thể gây tổn thất lớn. Luôn kiểm tra, kiểm tra lại và không ngừng học hỏi.