Trong lĩnh vực gia công cơ khí chính xác, hệ tọa độ máy CNC đóng vai trò nền tảng quyết định độ chính xác và hiệu quả của quá trình sản xuất. Đây là khung tham chiếu không gian giúp máy công cụ điều khiển số xác định vị trí tuyệt đối của dụng cụ cắt so với phôi. Hiểu rõ nguyên lý hoạt động, các loại hệ tọa độ phổ biến và cách thiết lập chúng là yêu cầu bắt buộc với mọi kỹ thuật viên vận hành và lập trình CNC.
Hệ tọa độ máy CNC là một hệ quy chiếu không gian ba chiều, thường được xây dựng dựa trên quy tắc bàn tay phải của Descartes. Mỗi điểm trong không gian gia công được xác định bằng một bộ giá trị (X, Y, Z) tương ứng với ba trục chuyển động chính. Ngoài ra, các máy CNC hiện đại còn có thêm các trục quay (A, B, C) để mở rộng khả năng gia công các bề mặt phức tạp.
Mục đích chính của hệ tọa độ là cung cấp một ngôn ngữ chung giữa người lập trình và máy móc. Thông qua các mã lệnh G-code, người vận hành có thể chỉ thị cho máy di chuyển dao cụ đến bất kỳ vị trí nào trong không gian làm việc với độ chính xác micromet. Nếu không có một hệ tọa độ chuẩn hóa, việc lập trình và vận hành máy CNC sẽ trở nên hỗn loạn và không thể kiểm soát được chất lượng sản phẩm.
Cấu Trúc Cơ Bản Của Hệ Tọa Độ Máy CNC
Một hệ tọa độ máy CNC điển hình bao gồm các thành phần sau:
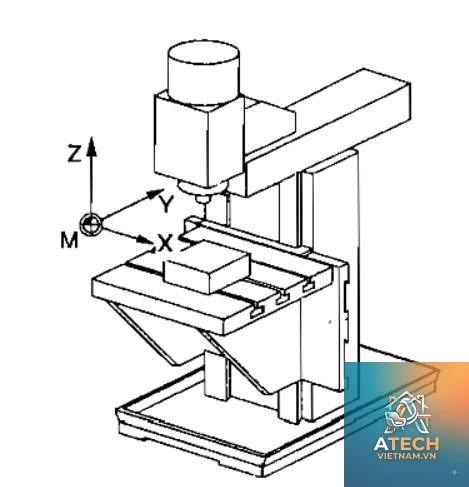
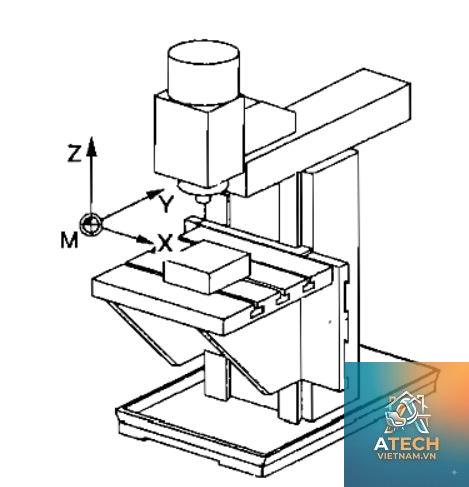
Điểm gốc máy (Machine Zero Point – M): Là điểm chuẩn tuyệt đối do nhà sản xuất xác định, thường nằm ở vị trí giới hạn hành trình của các trục. Đây là điểm cố định không thay đổi và được sử dụng để hiệu chuẩn máy.
Điểm gốc phôi (Workpiece Zero Point – W): Là điểm do người lập trình tự chọn trên phôi, thường là góc hoặc tâm của chi tiết. Tất cả các kích thước trên bản vẽ đều được quy chiếu về điểm này.
Điểm chuẩn dao (Tool Reference Point): Là điểm xác định vị trí lắp đặt dao cụ, thường nằm trên đầu trục chính hoặc ổ dao.
Bộ điều khiển (Controller): Là thiết bị xử lý các lệnh G-code và chuyển đổi chúng thành tín hiệu điện điều khiển động cơ servo.
Phân Loại Hệ Tọa Độ Trong Gia Công CNC
Trong thực tế vận hành, có hai loại hệ tọa độ máy CNC chính được sử dụng phổ biến: hệ tọa độ tuyệt đối (Absolute Coordinate System) và hệ tọa độ tương đối (Incremental Coordinate System). Mỗi loại có ưu nhược điểm riêng và phù hợp với từng tình huống gia công cụ thể.
Hệ Tọa Độ Tuyệt Đối (G90)
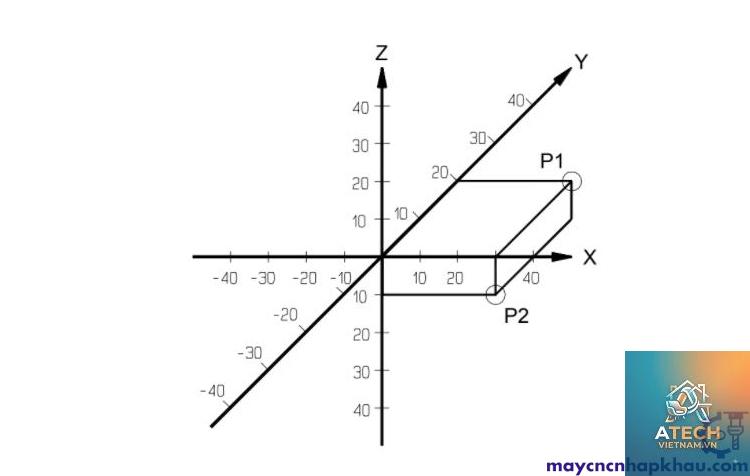
Trong hệ tọa độ tuyệt đối, tất cả các tọa độ đều được tính từ điểm gốc phôi W. Khi sử dụng lệnh G90, mỗi lệnh di chuyển sẽ đưa dao đến một vị trí có tọa độ xác định so với gốc phôi. Ví dụ: G00 X50 Y30 Z10 nghĩa là dao di chuyển đến điểm có tọa độ X=50, Y=30, Z=10 tính từ điểm chuẩn đã thiết lập.
Ưu điểm của hệ tuyệt đối:
Dễ dàng kiểm tra và hiệu chỉnh vị trí dao cụ.
Phù hợp với các chương trình gia công phức tạp, nhiều chi tiết.
Giảm thiểu sai số tích lũy so với hệ tương đối.
Thuận tiện khi cần dừng máy giữa chừng và khởi động lại.
Nhược điểm:
Phải tính toán chính xác mỗi tọa độ từ điểm gốc.
Khó khăn khi lập trình các đường chạy dao lặp đi lặp lại với khoảng cách đều nhau.
Hệ Tọa Độ Tương Đối (G91)
Ngược lại với hệ tuyệt đối, hệ tọa độ tương đối xác định vị trí dựa trên khoảng cách di chuyển so với vị trí hiện tại của dao cụ. Lệnh G91 cho phép lập trình viên di chuyển dao một lượng nhất định theo từng trục mà không cần biết tọa độ tuyệt đối hiện tại.
Ví dụ: Nếu dao đang ở vị trí (20, 15, 5), lệnh G91 G00 X10 Y5 Z-2 sẽ đưa dao đến vị trí (30, 20, 3).
Ưu điểm:
Rất phù hợp cho các chu trình khoan lỗ trên lưới đều đặn.
Giảm khối lượng tính toán khi lập trình các đường chạy dao lặp.
Dễ dàng tạo các chương trình con (subprogram) và macro.
Nhược điểm:
Sai số có thể tích lũy nếu có nhiều bước di chuyển liên tiếp.
Khó kiểm soát vị trí tuyệt đối của dao cụ khi cần dừng và chạy lại.
Đòi hỏi người lập trình phải nhớ chính xác vị trí hiện tại.
Quy Tắc Bàn Tay Phải Và Các Trục Chuyển Động
Để xác định chiều dương của các trục trong hệ tọa độ máy CNC, người ta tuân theo quy tắc bàn tay phải. Theo đó, ngón cái chỉ chiều dương trục X, ngón trỏ chỉ chiều dương trục Y, và ngón giữa chỉ chiều dương trục Z. Quy tắc này đảm bảo tính thống nhất giữa các máy CNC thuộc các hãng sản xuất khác nhau.
Bên cạnh ba trục chính, các máy CNC đa trục còn có thêm các trục quay:
Trục A: Quay quanh trục X.
Trục B: Quay quanh trục Y.
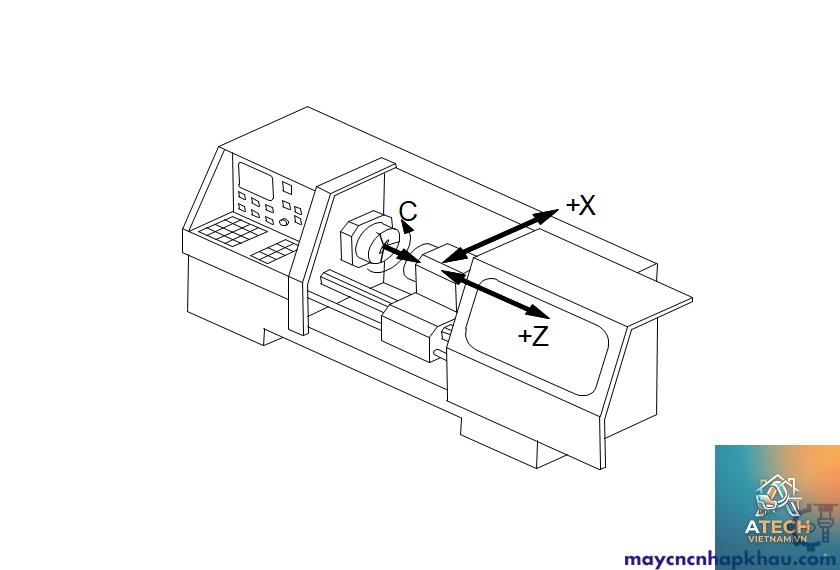
Trục C: Quay quanh trục Z.
Mỗi trục quay có thể hoạt động độc lập hoặc kết hợp với các trục khác để tạo ra các chuyển động phức tạp. Điều này cho phép gia công các bề mặt cong, cánh turbine, khuôn mẫu có hình dạng phức tạp mà máy 3 trục không thể thực hiện được.
Cách Xác Định Điểm Gốc Phôi Trên Máy CNC
Việc thiết lập chính xác điểm gốc phôi (W) là bước quan trọng nhất trước khi bắt đầu gia công. Quy trình thực hiện gồm các bước sau:
Cố định phôi: Đặt phôi lên bàn máy và kẹp chặt bằng ê-tô hoặc đồ gá.
Chọn điểm gốc: Xác định vị trí mong muốn trên phôi (thường là góc trái phía trước hoặc tâm chi tiết).
Xác định tọa độ điểm gốc: Sử dụng que dò (probe) hoặc dao cắt chạm vào bề mặt phôi để ghi lại tọa độ thực tế.
Nhập giá trị offset: Trên bảng điều khiển, nhập giá trị offset tương ứng với từng trục (X, Y, Z) để thiết lập điểm W.
Kiểm tra: Chạy thử chương trình ở chế độ mô phỏng hoặc tốc độ thấp để đảm bảo không có va chạm.
Bảng so sánh hai loại hệ tọa độ phổ biến:
Tiêu chí
Hệ tọa độ tuyệt đối (G90)
Hệ tọa độ tương đối (G91)
Điểm tham chiếu
Điểm gốc phôi cố định
Vị trí hiện tại của dao
Khả năng kiểm soát lỗi
Không tích lũy sai số
Có tích lũy sai số qua nhiều bước
Độ phức tạp lập trình
Phải tính từng tọa độ tuyệt đối
Chỉ cần khoảng cách di chuyển
Ứng dụng điển hình
Gia công chi tiết phức tạp, nhiều bề mặt
Chu trình lặp, khoan lỗ đều
Tính an toàn khi dừng/khởi động lại
Cao, có thể chạy lại từ bất kỳ dòng lệnh nào
Thấp, cần quay về điểm tham chiếu trước khi chạy lại
Sai Lầm Thường Gặp Khi Thiết Lập Hệ Tọa Độ CNC
Dù có kinh nghiệm làm việc lâu năm, nhiều kỹ thuật viên vẫn mắc phải những sai lầm cơ bản khi làm việc với hệ tọa độ máy CNC. Nguyên nhân thường do người lập trình quên chuyển đổi chế độ G90/G91 hoặc hiểu sai bản chất của lệnh. Cách khắc phục: luôn kiểm tra trạng thái G-code trên màn hình điều khiển trước khi chạy chương trình, và nên thêm lệnh G90 ở đầu mỗi chương trình để đặt chế độ mặc định.
Sai Số Khi Xác Định Điểm Gốc Phôi
Việc thiết lập điểm W không chính xác, đặc biệt là khi dùng phương pháp chạm dao bằng tay, dễ gây sai số từ 0.05–0.1 mm. Điều này dẫn đến chi tiết gia công bị lệch so với bản vẽ. Giải pháp là sử dụng que dò điện tử hoặc đồng hồ so để đo chính xác vị trí từng cạnh phôi.
Quên Thiết Lập Bù Trừ Chiều Dài Dao
Khi thay dao giữa chừng, nếu không nhập đúng chiều dài dao mới, hệ tọa độ Z sẽ bị sai lệch, gây ra hiện tượng cắt quá sâu hoặc không đủ sâu. Cần thiết lập bảng bù dao (Tool Offset Table) và kiểm tra giá trị trước mỗi lần thay dao.
Ứng Dụng Thực Tế Của Hệ Tọa Độ Trong Các Loại Máy CNC
Mỗi loại máy CNC có đặc thù riêng về hệ tọa độ máy CNC:
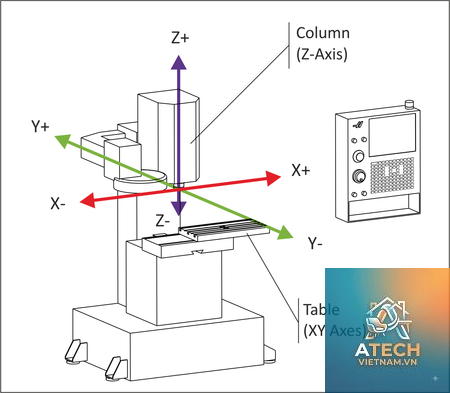
Máy phay CNC: Sử dụng hệ tọa độ 3 trục (X, Y, Z) hoặc 5 trục (thêm A, C). Gốc phôi thường đặt ở góc trái phía trước hoặc tâm phôi. Thường dùng hệ tuyệt đối để gia công các bề mặt phức tạp.
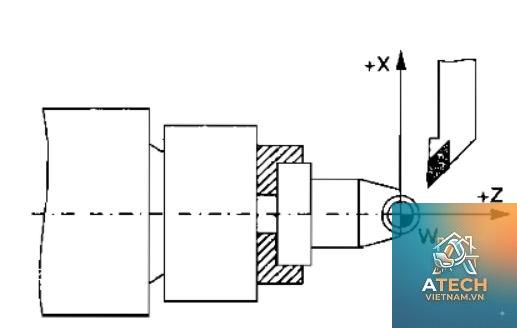
Máy tiện CNC: Chỉ có hai trục chính X và Z (đôi khi thêm trục Y hoặc C). Trục X là bán kính, trục Z là chiều dài phôi. Gốc phôi thường đặt ngang mặt đầu phôi hoặc tại tâm.
Máy cắt dây EDM: Dùng hệ tọa độ tuyệt đối với các trục X, Y, U, V (cho cắt côn). Độ chính xác yêu cầu rất cao, thường dùng bước đo micron.
Robot CNC: Có thêm các trục quay để tạo chuyển động linh hoạt, thường dùng cả hai hệ tọa độ tùy theo nhiệm vụ cụ thể.
Các Chuẩn Hệ Tọa Độ Quốc Tế
Để đảm bảo tính tương thích giữa các máy CNC của các hãng khác nhau, các tổ chức tiêu chuẩn hóa đã ban hành các chuẩn về hệ tọa độ máy CNC. Phổ biến nhất là chuẩn ISO 841 và DIN 66217. Các chuẩn này quy định thống nhất về chiều dương các trục, ký hiệu và quy tắc đặt gốc tọa độ.
Mỗi hãng máy CNC như Fanuc, Siemens, Heidenhain, Mitsubishi có thể có một vài điểm khác biệt trong việc đặt tên hoặc xử lý offset, nhưng về cơ bản đều tuân theo nguyên tắc chung. Khi làm việc với máy mới, người vận hành cần đọc kỹ tài liệu hướng dẫn để nắm rõ đặc thù riêng.
Mối Quan Hệ Giữa Hệ Tọa Độ Và G-Code
G-code là ngôn ngữ lập trình máy CNC, trong đó mỗi lệnh đều tương tác trực tiếp với hệ tọa độ máy CNC. Các lệnh cơ bản bao gồm:
G00: Di chuyển nhanh đến tọa độ chỉ định (không gia công).
G01: Cắt theo đường thẳng với tốc độ chạy dao xác định.
G02/G03: Cắt theo cung tròn (theo chiều kim đồng hồ/ngược chiều).
G17/G18/G19: Chọn mặt phẳng gia công XY, XZ hoặc YZ.
G54–G59: Lựa chọn offset phôi – cho phép lưu nhiều điểm gốc phôi khác nhau trong cùng một chương trình.
Một chương trình CNC hoàn chỉnh thường bắt đầu bằng lệnh G90 G17 G54 để thiết lập chế độ tuyệt đối, mặt phẳng XY và chọn offset phôi số 1. Các lệnh tiếp theo di chuyển dao đến các tọa độ cụ thể hoặc sử dụng các chu trình khoan, phay tự động.
Lợi Ích Khi Hiểu Rõ Hệ Tọa Độ Máy CNC
Nắm vững kiến thức về hệ tọa độ máy CNC mang lại nhiều lợi ích thiết thực:
Tăng độ chính xác gia công: Thiết lập đúng offset giúp chi tiết đạt dung sai ±0.01 mm.
Tiết kiệm thời gian: Giảm thời gian chạy thử và hiệu chỉnh.
Giảm tỷ lệ phế phẩm: Sai sót về tọa độ là nguyên nhân hàng đầu gây lỗi sản phẩm.
Nâng cao năng suất: Có thể tối ưu hóa đường chạy dao, giảm thời gian gia công.
An toàn lao động: Tránh các sự cố va chạm gây hỏng máy hoặc nguy hiểm cho người vận hành.
Những Lưu Ý Quan Trọng Khi Làm Việc Với Hệ Tọa Độ CNC
Để đảm bảo quá trình gia công diễn ra an toàn và hiệu quả, cần ghi nhớ các điểm sau:
Luôn kiểm tra kỹ giá trị offset trước khi chạy chương trình.
Sử dụng chế độ mô phỏng (Dry Run) để kiểm tra đường chạy dao mà không cắt phôi thật.
Khi sử dụng hệ tương đối, kết hợp với lệnh G28 (quay về điểm tham chiếu) sau mỗi chu trình để tránh tích lũy sai số.
Ghi chép lại các thông số offset cho từng loại phôi để sử dụng về sau.
Thường xuyên bảo trì cảm biến và thước đo vị trí trên máy để đảm bảo độ chính xác.
Hệ tọa độ tuyệt đối có ưu điểm gì so với hệ tọa độ tương đối?
Hệ tuyệt đối giúp kiểm soát vị trí dao cụ chính xác hơn, không tích lũy sai số và an toàn hơn khi dừng/khởi động lại chương trình. Do đó, nó được khuyến khích sử dụng làm chế độ mặc định trong hầu hết các ứng dụng gia công CNC.
Làm thế nào để chuyển đổi giữa hệ tọa độ tuyệt đối và tương đối?
Lệnh G90 được dùng để chuyển sang chế độ tuyệt đối, lệnh G91 chuyển sang chế độ tương đối. Cả hai lệnh đều có hiệu lực cho đến khi gặp lệnh chuyển đổi khác. Nên đặt lệnh G90 ở đầu chương trình để tránh nhầm lẫn.
Tại sao cần phải thiết lập điểm gốc phôi trước khi gia công?
Điểm gốc phôi là mốc chuẩn để xác định vị trí tất cả các đặc điểm hình học trên chi tiết. Nếu thiết lập sai, toàn bộ chương trình sẽ bị lệch, dẫn đến chi tiết không đạt kích thước yêu cầu.
Có thể sử dụng nhiều điểm gốc phôi trong cùng một chương trình không?
Có, các máy CNC hiện đại cho phép lưu tối đa sáu offset phôi (G54–G59). Điều này rất hữu ích khi gia công nhiều chi tiết trên cùng một bàn máy, hoặc khi cần dịch chuyển gốc tọa độ giữa các bước gia công.
Sự khác biệt giữa điểm gốc máy và điểm gốc phôi là gì?
Điểm gốc máy là vị trí cố định do nhà sản xuất thiết lập, dùng để hiệu chuẩn máy. Điểm gốc phôi do người lập trình tự chọn dựa trên chi tiết gia công. Máy sử dụng sự chênh lệch (offset) giữa hai điểm này để tính toán tọa độ phôi.
Kết Luận
Hệ tọa độ máy CNC là một trong những kiến thức nền tảng quan trọng nhất trong vận hành và lập trình máy công cụ CNC. Hiểu rõ bản chất của hệ tọa độ tuyệt đối và tương đối, cách thiết lập điểm gốc phôi, và các quy tắc xác định chiều trục sẽ giúp người vận hành kiểm soát chính xác quá trình gia công, nâng cao chất lượng sản phẩm và đảm bảo an toàn lao động.
Việc thường xuyên cập nhật kiến thức về các chuẩn hệ tọa độ mới, kết hợp với thực hành thường xuyên trên máy thực tế, sẽ giúp kỹ thuật viên ngày càng thành thạo và chuyên nghiệp hơn trong lĩnh vực gia công CNC. Đây chính là chìa khóa để tối ưu hóa hiệu suất sản xuất và cạnh tranh trong ngành cơ khí chính xác hiện đại.