Rung động máy là vấn đề phổ biến trong vận hành thiết bị công nghiệp, từ động cơ điện, máy bơm, quạt công nghiệp cho đến máy nén khí và máy công cụ. Nếu không được xử lý kịp thời, rung động quá mức có thể làm giảm tuổi thọ ổ bi, hỏng trục, lỏng bulông, thậm chí gây ngừng sản xuất đột ngột. Việc nắm vững cách khắc phục rung động máy không chỉ giúp bảo vệ thiết bị mà còn tiết kiệm chi phí bảo trì và nâng cao hiệu suất vận hành. Bài viết sau đây sẽ phân tích nguyên nhân gốc rễ và đưa ra những giải pháp thực tế đã được kiểm chứng.
Bản chất của rung động máy và vì sao cần xử lý sớm
Rung động máy là hiện tượng dao động cơ học lặp đi lặp lại quanh một vị trí cân bằng. Mọi máy móc đều có một mức rung nền nhất định, nhưng khi biên độ vượt ngưỡng cho phép (thường theo tiêu chuẩn ISO 10816), đó là dấu hiệu cảnh báo hư hỏng. Nếu bỏ qua, rung động sẽ khuếch đại do hiện tượng cộng hưởng, gây ra mỏi vật liệu, biến dạng kết cấu và suy giảm độ chính xác gia công.
Các tiêu chuẩn đánh giá mức rung phổ biến
Loại máy
Biên độ vận tốc (mm/s RMS) – Tốt
Cần kiểm tra
Nguy hiểm – cần dừng máy
Máy bơm, động cơ nhỏ
Dưới 1.8
1.8 – 4.5
Trên 4.5
Máy nén, quạt cỡ trung
Dưới 2.8
2.8 – 7.1
Trên 7.1
Tuabin, máy lớn
Dưới 3.5
3.5 – 11.0
Trên 11.0
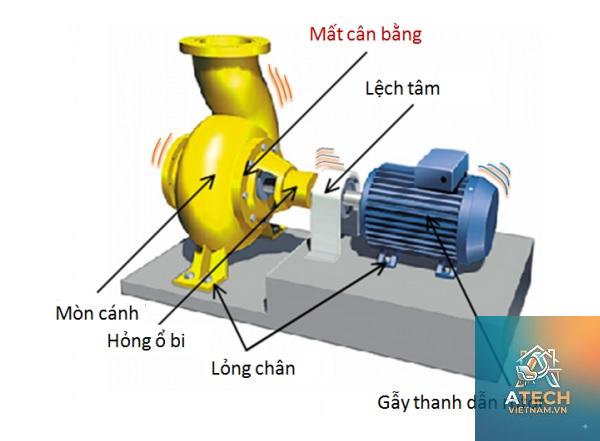
Nguyên nhân phổ biến gây rung động máy
Để tìm ra cách khắc phục rung động máy, trước hết cần xác định đúng nguồn gốc. Các nguyên nhân thường được phân loại theo tần số rung:
Mất cân bằng (Unbalance): Là nguyên nhân chiếm hơn 60% các trường hợp. Xảy ra khi phân bố khối lượng quay không đều quanh tâm quay. Rung động xuất hiện với tần số bằng tốc độ quay (1X).
Lệch tâm (Misalignment): Hai trục nối với nhau qua khớp không đồng trục. Gây rung động mạnh ở tần số 1X, 2X hoặc 3X, kèm theo nóng khớp nối.
Ổ bi hư hỏng: Rung động có tần số cao, ngẫu nhiên, tiếng ồn lớn. Thường xuất hiện các đỉnh tần số đặc trưng của từng lỗi ổ lăn.
Lỏng cơ khí: Bulông đế máy, chân đế hoặc các chi tiết ghép nối bị lỏng lẻo. Rung động có dạng “nhảy múa” không ổn định.
Cong vênh trục: Trục bị uốn hoặc vênh do quá tải, nhiệt độ hoặc ứng suất dư. Gây rung động với biên độ thay đổi theo vị trí góc.
Vấn đề về điện: Với động cơ điện, rung động có thể do lệch điện từ, stator bị chạm rotor, hoặc nguồn điện không cân bằng.
Cộng hưởng: Khi tần số kích thích trùng với tần số riêng của kết cấu, biên độ tăng đột biến dù lực rất nhỏ.
Cách khắc phục rung động máy theo từng nguyên nhân
1. Xử lý mất cân bằng
Mất cân bằng thường được giải quyết bằng cân bằng động tại chỗ hoặc trên máy cân bằng chuyên dụng. Quy trình thực hiện:
Gắn cảm biến rung triaxial vào vị trí gối đỡ gần rotor nhất.
Chạy máy ở tốc độ vận hành, ghi lại phổ rung ban đầu.
Thêm khối lượng thử vào vị trí đã đánh dấu trên rotor, chạy lại và ghi phổ thứ hai.
Dùng phần mềm hoặc tính toán thủ công để xác định vị trí và khối lượng cần thêm hoặc bỏ bớt.
Tiến hành gia công cân bằng (hàn thêm mặt bích, khoan bớt vật liệu) và kiểm tra lại.
Ví dụ thực tế: Một quạt ly tâm có rung động 12 mm/s ở 1X. Sau khi cân bằng động với khối lượng 45 gram tại góc 120°, rung động giảm xuống còn 1.5 mm/s, hoàn toàn nằm trong ngưỡng cho phép.
2. Khắc phục lệch tâm
Việc căn chỉnh trục cần được thực hiện bằng phương pháp laser hoặc đồng hồ so. Các bước:
Tháo khớp nối và kiểm tra độ đồng tâm tĩnh.
Sử dụng thiết bị căn chỉnh laser để đo độ lệch song song và góc lệch.
Điều chỉnh vị trí một trong hai máy bằng cách thêm hoặc bỏ shim dưới chân đế.
Kiểm tra lại độ đồng trục sau mỗi lần siết bulông.
Yêu cầu dung sai căn chỉnh: độ lệch song song ≤ 0.05 mm, độ lệch góc ≤ 0.05 mm/100 mm.
Lưu ý: Sau khi căn chỉnh, rung động sẽ giảm rõ rệt, nhưng nếu vẫn còn cao, cần kiểm tra thêm độ cứng của đế máy và tình trạng khớp nối.
3. Thay thế ổ bi hư hỏng
Ổ bi có dấu hiệu xuống cấp (rỗ, mòn vòng trong, vòng ngoài, con lăn) nên được thay mới ngay. Quy trình:
Ngắt nguồn điện, khóa máy an toàn.
Tháo nắp che, kẹp chốt, sử dụng puller tháo ổ bi cũ.
Vệ sinh sạch sẽ ngõng trục và buồng chứa ổ.
Lắp ổ bi mới đúng loại, đúng chiều, sử dụng dụng cụ ép chuyên dụng (không đóng búa trực tiếp).
Bôi trơn đúng lượng mỡ (thường lấp đầy 30-50% khoảng trống bên trong ổ).
Thống kê cho thấy hơn 80% các trường hợp ổ bi hỏng sớm là do bôi trơn không đúng. Vì vậy, hãy tuân thủ khuyến cáo từ nhà sản xuất.
4. Siết chặt các mối ghép lỏng lẻo
Kiểm tra toàn bộ hệ thống bulông, chân đế, khung đỡ. Dùng cờ lê lực siết đúng mô-men theo thông số kỹ thuật. Nên sử dụng keo hãm ren nếu máy rung mạnh. Đối với đế máy bị nứt hoặc cong vênh, cần hàn gia cường hoặc thay mới.
5. Khắc phục cong vênh trục
Nếu trục bị cong nhỏ (độ võng dưới 0.02 mm/100 mm), có thể nắn thẳng bằng máy ép thủy lực kết hợp đồng hồ so. Nếu cong vượt quá giới hạn cho phép, phải thay trục mới. Sau khi nắn, cần cân bằng lại rotor.
6. Xử lý vấn đề về điện (động cơ)
Đo dòng điện ba pha bằng ampe kìm. Nếu chênh lệch giữa các pha trên 5% so với dòng danh định, kiểm tra điện trở cách điện và điện trở cuộn dây. Các bước khắc phục:
Kiểm tra và đấu lại các đầu nối nếu có pha bị hở.
Thay tụ điện (với động cơ một pha) nếu bị phồng hoặc giảm điện dung.
Xử lý cháy stato bằng cách quấn lại cuộn dây hoặc thay động cơ mới.
7. Giảm cộng hưởng
Để tránh cộng hưởng, có thể thay đổi tần số kích thích (điều chỉnh tốc độ máy) hoặc thay đổi tần số riêng của kết cấu. Cách thường dùng:
Tăng độ cứng của đế máy bằng cách hàn thêm sườn gia cường.
Thêm khối lượng vào kết cấu để dịch chuyển tần số riêng (sử dụng bê tông hoặc tấm thép).
Gắn giảm chấn động (vật liệu viscoelastic) vào các điểm nhạy cảm.
Quy trình tổng thể để khắc phục rung động máy
Để đảm bảo triệt để vấn đề, cần thực hiện theo một quy trình có hệ thống:
Đo đạc ban đầu: Sử dụng máy đo rung cầm tay hoặc hệ thống giám sát online. Ghi lại phổ rung, dạng sóng và giá trị tổng (overall).
Phân tích tần số: Xác định tần số nào chiếm ưu thế (1X, 2X, nhiều họa âm, hay tần số ngẫu nhiên).
Kiểm tra trực quan và cảm quan: Lắng nghe âm thanh, cảm nhận nhiệt độ, kiểm tra dầu mỡ, bulông.
Khoanh vùng nguyên nhân: Dựa trên phổ rung và dấu hiệu đi kèm để chọn phương án xử lý.
Thực hiện khắc phục: Tiến hành cân bằng, căn chỉnh, thay ổ bi, siết chặt,…
Kiểm tra lại: Đo lần cuối, so sánh với giá trị ban đầu. Nếu chưa đạt yêu cầu, phải đánh giá lại.
Ghi nhật ký bảo trì: Lưu lại số liệu, phương pháp đã dùng để tham khảo cho lần sau.
Những sai lầm thường gặp khi khắc phục rung động máy
Không đo phổ rung mà chỉ làm theo kinh nghiệm: Dẫn đến mất nhiều thời gian và có khi làm tình trạng tệ hơn.
Chỉ tập trung cân bằng mà bỏ qua căn chỉnh trục: Hai vấn đề này thường đi đôi với nhau. Nếu còn lệch tâm, cân bằng cũng không giảm rung triệt để.
Thay ổ bi mới nhưng không vệ sinh ngõng trục: Cặn bẩn làm ổ bi mới mau hỏng.
Ứng dụng thực tế của cách khắc phục rung động máy trong các ngành
Ngành xi măng
Quạt hút, máy nghiền bi, băng tải thường xuyên bị rung do bám bụi và mòn. Cân bằng động định kỳ mỗi 6 tháng giúp giảm tiêu hao năng lượng đến 8%.
Ngành dầu khí
Máy bơm ly tâm và máy nén khí cần đạt độ rung tối thiểu. Sử dụng căn chỉnh laser và phân tích phổ rung giúp tránh sự cố rò rỉ và cháy nổ.
Ngành sản xuất ô tô
Robot hàn, máy ép, máy tiện CNC: rung động ảnh hưởng trực tiếp đến độ chính xác gia công. Việc xử lý rung động giúp giảm tỷ lệ phế phẩm xuống dưới 1%.
Câu hỏi thường gặp (FAQ)
Làm thế nào để phân biệt rung động do mất cân bằng và lệch tâm?
Mất cân bằng thường có phổ rung với đỉnh chính ở 1X (tần số quay) và biên độ tăng theo bình phương tốc độ. Lệch tâm lại có đỉnh mạnh ở 2X và 3X, kèm dao động hướng tâm lớn ở hai đầu trục. Ngoài ra, lệch tâm còn gây nóng khớp nối.
Có thể khắc phục rung động máy mà không cần máy đo chuyên dụng không?
Với các trường hợp đơn giản như lỏng bulông hoặc va đập trên băng tải, có thể dùng tai nghe và cảm nhận tay. Tuy nhiên, để chẩn đoán chính xác mất cân bằng hoặc lệch tâm, cần thiết bị đo rung ít nhất là máy đo tổng với đầu dò gia tốc.
Tùy vào kích thước rotor và mức độ phức tạp, chi phí dao động từ 2-10 triệu đồng cho một rotor cỡ vừa (quạt công nghiệp). So với chi phí dừng máy và thay thế phụ tùng, khoản đầu tư này hoàn toàn xứng đáng.
Bao lâu nên kiểm tra rung động máy một lần?
Đối với máy mới, kiểm tra ngay sau lắp đặt. Với máy đang vận hành, tần suất khuyến nghị là 1 tháng/lần đối với máy quan trọng, 3 tháng/lần với máy thông thường. Nếu máy có tiền sử hư hỏng, nên giám sát online liên tục.
Kết luận
Rung động máy không phải là vấn đề nan giải nếu áp dụng đúng cách khắc phục rung động máy dựa trên chẩn đoán khoa học. Quy trình đo đạc – phân tích – xử lý – kiểm tra là chìa khóa để kéo dài tuổi thọ thiết bị và nâng cao năng suất. Việc đầu tư vào thiết bị đo và đào tạo đội ngũ bảo trì sẽ mang lại lợi ích lâu dài. Hãy bắt đầu bằng việc xây dựng kế hoạch giám sát rung động cho những máy móc trọng yếu trong nhà máy của bạn ngay từ hôm nay.