Trong lĩnh vực cơ khí chế tạo, khái niệm dung sai gia công xuất hiện ở hầu hết mọi công đoạn sản xuất. Dù bạn là kỹ sư thiết kế, người vận hành máy CNC hay chủ xưởng cơ khí, việc hiểu rõ bản chất của dung sai gia công là yếu tố then chốt quyết định đến độ chính xác, khả năng lắp ráp và chi phí sản xuất. Một chi tiết máy nếu không được kiểm soát dung sai phù hợp sẽ dẫn đến hỏng hóc, giảm tuổi thọ thiết bị và lãng phí nguyên vật liệu. Bài viết này sẽ phân tích chi tiết về dung sai gia công, từ định nghĩa căn bản đến cách áp dụng thực tế, giúp bạn kiểm soát chất lượng một cách hiệu quả nhất.
Dung Sai Gia Công Là Gì? Định Nghĩa Và Bản Chất Kỹ Thuật
Dung sai gia công là phạm vi sai lệch cho phép của kích thước, hình dáng, vị trí hoặc tính chất bề mặt so với giá trị danh nghĩa được ghi trên bản vẽ thiết kế. Nói cách khác, trong quá trình chế tạo, không có máy móc nào có thể sản xuất ra chi tiết có kích thước tuyệt đối chính xác đến từng micromet. Vì vậy, nhà thiết kế phải quy định một khoảng dung sai hợp lý mà sản phẩm vẫn đáp ứng được chức năng sử dụng.
Bản chất của dung sai gia công là sự thỏa hiệp giữa độ chính xác và chi phí sản xuất. Dung sai càng hẹp, yêu cầu công nghệ càng cao, thời gian gia công càng dài và giá thành sản phẩm càng đắt. Ngược lại, dung sai rộng giúp giảm chi phí nhưng có thể làm giảm chất lượng lắp ráp và vận hành của cụm máy.
Các Thành Phần Cơ Bản Trong Hệ Thống Dung Sai
Một hệ thống dung sai hoàn chỉnh bao gồm ba yếu tố chính mà bạn cần nắm rõ:
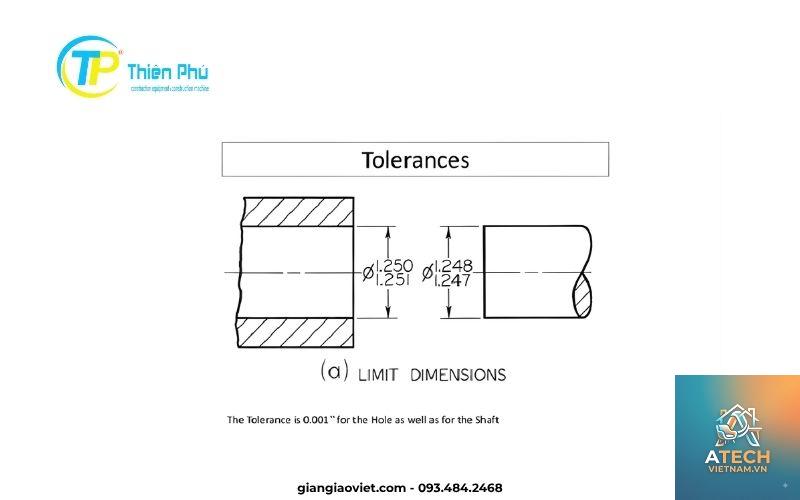
Kích thước danh nghĩa: Giá trị kích thước lý tưởng được ghi trên bản vẽ, thường không có sai số. Ví dụ: trục có đường kính 50mm.
Sai lệch giới hạn trên: Giá trị chênh lệch tối đa cho phép so với kích thước danh nghĩa theo hướng tăng lên. Ký hiệu là es (đối với trục) hoặc ES (đối với lỗ).
Sai lệch giới hạn dưới: Giá trị chênh lệch tối đa cho phép theo hướng giảm xuống. Ký hiệu là ei (trục) hoặc EI (lỗ).
Ví dụ cụ thể: Bản vẽ ghi kích thước trục Ø50 ±0,1. Khi đó, kích thước danh nghĩa là 50mm, sai lệch trên là +0,1mm, sai lệch dưới là -0,1mm. Như vậy, trục đạt yêu cầu nếu đường kính thực tế nằm trong khoảng từ 49,9mm đến 50,1mm.
Phân Loại Dung Sai Gia Công Theo Tiêu Chuẩn Quốc Tế
Trong thực tế sản xuất, dung sai gia công được phân chia thành nhiều loại dựa trên đối tượng kiểm soát.
Dung Sai Kích Thước Dài
Đây là loại dung sai phổ biến nhất, áp dụng cho các kích thước đường kính, chiều dài, chiều rộng, chiều cao của chi tiết. Tiêu chuẩn ISO 2768 quy định các cấp dung sai từ mịn (f), trung bình (m), thô (c) đến rất thô (v). Mỗi cấp có giá trị sai lệch cho phép khác nhau tùy theo dải kích thước. Ví dụ, với kích thước từ 6mm đến 30mm, cấp chính xác trung bình m cho phép sai lệch ±0,1mm, trong khi cấp thô c cho phép ±0,2mm.
Dung Sai Hình Học
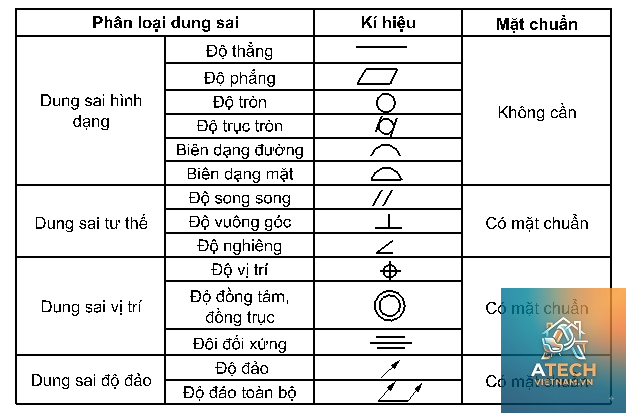
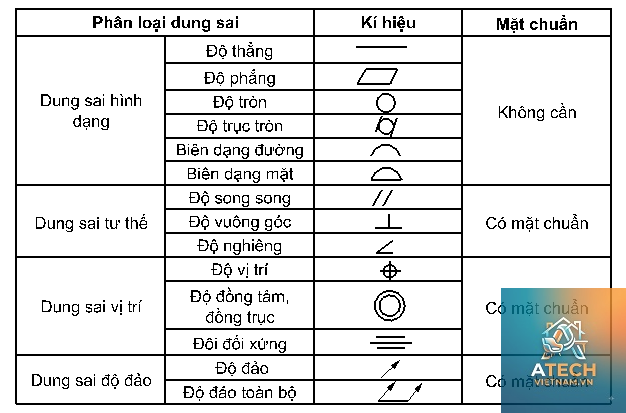
Dung sai hình học kiểm soát độ chính xác về hình dáng và vị trí tương quan giữa các bề mặt trên chi tiết. Nhóm này bao gồm:
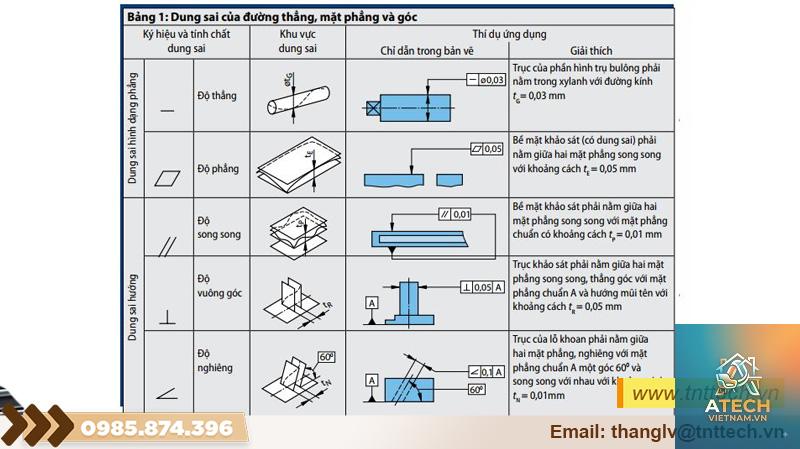
Dung sai hình dáng: Độ thẳng, độ phẳng, độ tròn, độ trụ…
Dung sai vị trí: Độ song song, độ vuông góc, độ đồng tâm, độ đối xứng…
Dung sai hướng: Độ nghiêng, độ đảo hướng kính, độ đảo mặt đầu…
Việc kiểm soát dung sai hình học đặc biệt quan trọng đối với các chi tiết quay như trục chính, bánh răng, vòng bi, nơi mà sai lệch hình học nhỏ cũng gây rung động và mài mòn nhanh.
Dung Sai Nhám Bề Mặt (Độ Nhám)
Độ nhám bề mặt là thông số đánh giá mức độ nhẵn của bề mặt chi tiết sau gia công. Thông số thường dùng là Ra (độ nhám trung bình số học) và Rz (chiều cao mấp mô). Mỗi phương pháp gia công tạo ra độ nhám đặc trưng: mài thô đạt Ra 1,6-3,2µm, mài tinh đạt Ra 0,4-0,8µm, còn đánh bóng siêu tinh có thể đạt Ra 0,05µm. Dung sai nhám bề mặt ảnh hưởng trực tiếp đến khả năng chống mài mòn, bôi trơn và độ bền mỏi của chi tiết.
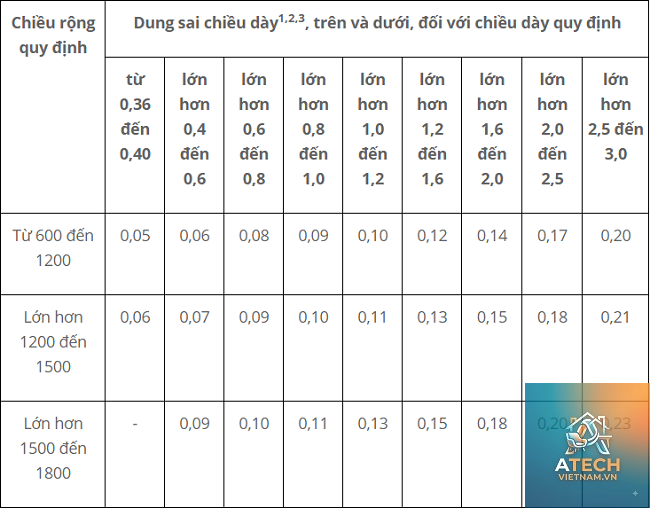
Bảng Tra Dung Sai Gia Công Theo Tiêu Chuẩn ISO: Cách Đọc Và Áp Dụng
Trong thực tế thiết kế và chế tạo, việc tra cứu bảng dung sai tiêu chuẩn là kỹ năng bắt buộc. Bảng dưới đây thể hiện dung sai kích thước cơ bản theo ISO 2768-1 cho các cấp chính xác phổ biến, áp dụng cho kích thước từ trên 3mm đến 120mm.
Dải kích thước (mm)
Cấp chính xác f (mịn) ±mm
Cấp chính xác m (trung bình) ±mm
Cấp chính xác c (thô) ±mm
Trên 3 đến 6
0.05
0.1
0.2
Trên 6 đến 30
0.1
0.2
0.5
Trên 30 đến 120
0.15
0.3
0.8
Trên 120 đến 400
0.2
0.5
1.2
Lưu ý: Bảng trên chỉ áp dụng cho kích thước tự do không ghi dung sai riêng. Đối với các kích thước quan trọng, nhà thiết kế phải chỉ định cụ thể dung sai dạng H7/g6, H7/k6,… theo hệ thống lắp ghép. Các ký hiệu này được xác định trong tiêu chuẩn ISO 286-1.
Lợi Ích Và Hạn Chế Khi Kiểm Soát Dung Sai Gia Công
Lợi Ích Của Việc Quy Định Dung Sai Hợp Lý
Đảm bảo khả năng lắp lẫn: Khi dung sai được kiểm soát đồng bộ, các chi tiết sản xuất ở những lô khác nhau vẫn có thể lắp ráp với nhau mà không cần sửa chữa thêm.
Giảm chi phí sản xuất: Dung sai phù hợp giúp lựa chọn phương pháp gia công tối ưu nhất, tránh đầu tư máy móc quá chính xác gây lãng phí.
Nâng cao tuổi thọ sản phẩm: Các chi tiết ghép nối với nhau nếu có khe hở hoặc độ dôi thích hợp sẽ giảm ma sát và mài mòn.
Dễ dàng kiểm tra chất lượng: Quy định rõ dung sai giúp người kiểm soát chất lượng có căn cứ rõ ràng để đánh giá đạt hay không đạt.
Hạn Chế Và Thách Thức
Yêu cầu công nghệ cao: Dung sai hẹp đòi hỏi máy CNC, máy mài và thiết bị đo lường có độ chính xác cao, kéo theo đầu tư lớn.
Tăng thời gian sản xuất: Quá trình gia công với dung sai khắt khe thường phải thực hiện nhiều bước, giảm tốc độ sản xuất.
Rủi ro phế phẩm cao: Nếu không kiểm soát tốt dụng cụ cắt và nhiệt độ, chi tiết dễ bị sai lệch ngoài phạm vi cho phép.
Các Yếu Tố Ảnh Hưởng Đến Dung Sai Gia Công Trong Thực Tế
Khi vận hành máy gia công, có nhiều yếu tố khiến kích thước thực tế sai lệch so với giá trị cài đặt. Nhận diện được những yếu tố này giúp bạn chủ động bù trừ và điều chỉnh để giảm tỷ lệ phế phẩm.
Độ cứng vững của máy và đồ gá: Máy cũ, bàn trượt mòn hoặc đồ gá kém cứng gây rung động, dẫn đến sai số lặp lại.
Dụng cụ cắt mòn: Khi dao phay, dao tiện bị mòn, kích thước chi tiết sẽ thay đổi dần. Cần kiểm tra và thay dao đúng chu kỳ.
Biến dạng nhiệt: Nhiệt sinh ra trong quá trình cắt gọt làm giãn nở chi tiết và dụng cụ, gây sai lệch kích thước khi nguội.
Rung động hệ thống: Lực cắt không ổn định do vật liệu không đồng nhất hoặc chế độ cắt không phù hợp.
Sai số đo lường: Thiết bị đo không chuẩn hoặc kỹ thuật đo không đúng làm kết quả kiểm tra không phản ánh giá trị thực.
Quy Trình Xác Định Và Kiểm Soát Dung Sai Gia Công
Để áp dụng dung sai một cách hiệu quả vào sản xuất, bạn cần tuân theo một quy trình có hệ thống.
Phân tích yêu cầu chức năng: Xác định chi tiết làm việc ở điều kiện nào, lắp ghép với bộ phận ra sao để đưa ra cấp chính xác phù hợp.
Tra cứu tiêu chuẩn: Sử dụng bảng dung sai ISO 2768, ISO 286 hoặc tiêu chuẩn ngành để chọn trị số cụ thể.
Ghi dung sai lên bản vẽ: Thể hiện rõ ràng bằng ký hiệu hoặc giá trị số, tránh gây nhầm lẫn cho người vận hành máy.
Lựa chọn phương pháp gia công: Với dung sai hẹp (IT6, IT7), ưu tiên mài hoặc doa tinh. Với dung sai rộng (IT10 – IT14), tiện hoặc phay thô là đủ.
Kiểm tra giữa lô: Đo mẫu sau mỗi 10-20 sản phẩm để phát hiện xu hướng sai lệch và hiệu chỉnh máy kịp thời.
Kiểm tra cuối cùng: Sử dụng thước cặp, panme, máy đo tọa độ CMM để xác nhận chi tiết đạt yêu cầu trước khi xuất xưởng.
So Sánh Dung Sai Gia Công Theo Các Tiêu Chuẩn Phổ Biến
Tiêu chuẩn
Phạm vi áp dụng
Đặc điểm nổi bật
Quốc gia/ khu vực
ISO 2768
Kích thước tự do, các cấp chính xác tổng quát
Lin hoạt, dễ áp dụng cho nhiều chi tiết
Quốc tế
ISO 286
Lắp ghép trục – lỗ
Hệ thống ký hiệu H7, g6, k6,… rất phổ biến trong chế tạo máy
Quốc tế
ANSI/ASME B4.1
Dung sai lắp ghép inch và hệ mét
Có các lớp lắp ghép RC (trượt), LC (lỏng), FN (chặt)
Mỹ
JIS B 0401
Dung sai kích thước và lắp ghép
Tương thích với ISO, có thêm các cấp đặc thù
Nhật Bản
Đối với các xưởng sản xuất xuất khẩu, cần chú ý đến yêu cầu của khách hàng vì mỗi tiêu chuẩn có cách ký hiệu và giá trị sai lệch khác nhau. Việc nhầm lẫn giữa ISO và ANSI có thể dẫn đến lỗi nghiêm trọng khi lắp ráp.
Ứng Dụng Thực Tế Của Dung Sai Gia Công Trong Các Ngành
Kiểm soát dung sai gia công không chỉ giới hạn trong cơ khí chế tạo máy thông thường. Nó hiện diện trong nhiều lĩnh vực kỹ thuật cao.
Ngành sản xuất ô tô: Các chi tiết piston, xi lanh, trục khuỷu yêu cầu dung sai kích thước và hình học ở mức IT6 đến IT7, đồng thời độ nhám Ra 0,2-0,4µm để đảm bảo hiệu suất động cơ và giảm tiêu hao nhiên liệu.
Ngành hàng không vũ trụ: Dung sai cực kỳ khắt khe, thường ở mức IT5 trở lên. Sai lệch nhỏ về độ đồng tâm có thể làm hỏng cụm tuabin máy bay.
Ngành khuôn mẫu: Khuôn ép nhựa, khuôn dập yêu cầu dung sai chế tạo lõi và lòng khuôn chính xác đến micron để sản phẩm không bị ba via và đạt độ bóng bề mặt cao.
Ngành y tế: Dụng cụ phẫu thuật và thiết bị cấy ghép phải tuân thủ các tiêu chuẩn dung sai nghiêm ngặt theo quy định của FDA hoặc ISO 13485.
Sai Lầm Thường Gặp Khi Xác Định Dung Sai Gia Công Và Cách Tránh
Dựa trên kinh nghiệm tư vấn cho nhiều nhà máy cơ khí, tôi ghi nhận những sai lầm phổ biến sau:
Áp dụng dung sai quá chặt cho mọi kích thước: Nhiều kỹ sư trẻ thường ghi dung sai hẹp cho tất cả các kích thước vì muốn an toàn. Điều này làm tăng chi phí vô ích. Chỉ yêu cầu độ chính xác cao ở những vị trí thực sự cần.
Bỏ qua ảnh hưởng của dung sai hình học: Chỉ ghi dung sai kích thước mà không kiểm soát độ song song, độ vuông góc có thể khiến chi tiết không thể lắp ráp dù kích thước nằm trong giới hạn.
Không kiểm tra đồ gá và độ cứng vững: Trước khi gia công loạt sản phẩm có dung sai hẹp, cần kiểm tra độ chính xác của máy và đồ gá. Nhiều trường hợp sai số đến từ đồ gá kém mới dao cắt.
Thiếu kế hoạch bù trừ hao mòn dao: Khi gia công số lượng lớn, dao mòn dần làm kích thước thay đổi. Cần thiết lập chương trình bù trừ tự động hoặc kế hoạch kiểm tra định kỳ.
Để tránh những sai lầm này, hãy xây dựng một quy trình kiểm soát dung sai chặt chẽ ngay từ khâu thiết kế và duy trì liên tục trong suốt quá trình sản xuất.
Lưu Ý Quan Trọng Khi Gia Công Với Dung Sai Khắt Khe
Khi phải đạt dung sai từ IT6 trở lên, bạn cần tuân thủ những nguyên tắc sau để hạn chế phế phẩm:
Chuẩn bị phôi đồng đều: Phôi có độ cứng không đều gây lực cắt thay đổi, sinh sai số. Nên ủ hoặc nhiệt luyện đồng nhất trước khi gia công.
Sử dụng dụng cụ cắt chất lượng cao: Dao hợp kim cứng hoặc dao phủ TiAlN giữ lưỡi cắt lâu hơn, giảm biến dạng do mòn dao.
Ổn định nhiệt độ: Gia công ở môi trường có kiểm soát nhiệt độ (20±1°C) là lý tưởng cho các chi tiết có dung sai micron.
Đo thử nhiều lần: Dùng nhiều phương pháp đo khác nhau (panme, đồng hồ so, máy CMM) để xác nhận kết quả, tránh sai số đo.
Lưu trữ dữ liệu kiểm tra: Ghi chép lại biểu đồ kiểm soát để phát hiện xu hướng và có biện pháp hiệu chỉnh kịp thời.
Dung sai gia công là khoảng sai lệch cho phép của kích thước thực tế so với kích thước danh nghĩa. Nó quan trọng vì đảm bảo chi tiết lắp ráp được, vận hành ổn định và tối ưu chi phí sản xuất. Nếu không có dung sai, mỗi chi tiết sẽ có kích thước khác nhau và gây lỗi lắp ghép.
Phân biệt dung sai kích thước và dung sai hình học?
Dung sai kích thước kiểm soát độ dài, đường kính, chiều rộng… Dung sai hình học kiểm soát hình dáng (thẳng, phẳng, tròn) và vị trí tương quan (song song, vuông góc, đồng tâm). Cả hai đều cần được chỉ định tùy theo chức năng chi tiết.
Ký hiệu H7 trong dung sai lắp ghép có nghĩa là gì?
H là một trong những ký hiệu hệ lỗ cơ bản, chỉ sai lệch cơ bản. Số 7 là cấp dung sai IT7. Kết hợp lại H7 có nghĩa là lỗ có dung sai IT7 với sai lệch cơ bản H (sai lệch dưới bằng 0). Đây là một trong những dung sai lỗ phổ biến nhất trong cơ khí, thường đi kèm với trục g6 để tạo lắp ghép trung gian hoặc lỏng.
Cấp dung sai IT8 là bao nhiêu? Áp dụng cho kích thước nào?
IT8 không có giá trị cố định mà phụ thuộc vào dải kích thước. Ví dụ, với kích thước 30-50mm, dung sai IT8 là 39µm (0,039mm). Nó thường dùng cho các chi tiết lắp ghép có độ chính xác trung bình như bánh răng, trục truyền động.
Làm sao để giảm thiểu sai số gia công khi yêu cầu dung sai chặt?
Cần kết hợp nhiều yếu tố: Chọn máy CNC có độ chính xác cao, sử dụng dao cắt chất lượng, thiết lập chế độ cắt tối ưu, kiểm soát nhiệt độ môi trường, và thực hiện bù trừ hao mòn dao định kỳ. Ngoài ra, việc đo cỡ mẫu thường xuyên và điều chỉnh offset là rất quan trọng.
Kết Luận
Dung sai gia công là một khái niệm kỹ thuật nền tảng nhưng có ảnh hưởng sâu sắc đến chất lượng và chi phí sản xuất trong ngành cơ khí chế tạo. Hiểu rõ “dung sai gia công là gì”, cách phân loại, tra cứu bảng tiêu chuẩn và áp dụng vào từng chi tiết cụ thể sẽ giúp bạn đưa ra những quyết định chính xác trong thiết kế cũng như vận hành máy. Kiểm soát dung sai tốt không chỉ giảm thiểu phế phẩm mà còn nâng cao uy tín của nhà máy trên thị trường. Đừng xem nhẹ việc đọc bản vẽ và tra cứu dung sai mỗi khi nhận lệnh sản xuất, bởi chỉ một sai lệch nhỏ cũng có thể trở thành lỗi nghiêm trọng khi lắp ráp tổng thể.