Trong ngành gia công cơ khí chế tạo, các phương pháp dập kim loại đóng vai trò trung tâm giúp biến đổi phôi liệu thành sản phẩm có hình dạng mong muốn mà vẫn đảm bảo độ bền và tính chính xác cao. Dập kim loại không chỉ xuất hiện trong sản xuất ô tô, thiết bị điện tử mà còn len lỏi vào đồ gia dụng, hàng không vũ trụ và y tế. Bài viết này sẽ phân tích chi tiết từng phương pháp dập, so sánh ưu nhược điểm, quy trình vận hành cũng như những sai lầm thường gặp khi áp dụng. Tất cả đều dựa trên kinh nghiệm thực tế và dữ liệu đã được kiểm chứng trong ngành.
Dập kim loại là quá trình sử dụng lực ép từ máy dập thông qua bộ khuôn để làm biến dạng hoặc cắt đứt vật liệu kim loại nhằm tạo ra chi tiết có hình dạng xác định. Bản chất của quá trình này dựa trên tính dẻo của kim loại: dưới tác dụng của ứng suất vượt quá giới hạn đàn hồi, kim loại sẽ chảy dẻo và điền đầy lòng khuôn.
Các yếu tố ảnh hưởng trực tiếp đến chất lượng sản phẩm dập bao gồm tính chất cơ lý của vật liệu, tốc độ biến dạng, nhiệt độ gia công, thiết kế khuôn và thông số máy dập. Hiểu rõ bản chất này giúp kỹ sư lựa chọn đúng phương pháp và tối ưu hóa quy trình sản xuất.
Phân loại các phương pháp dập kim loại
Có nhiều cách phân loại khác nhau dựa trên nhiệt độ, trạng thái ứng suất, chức năng khuôn hoặc loại máy sử dụng.
Phân loại theo nhiệt độ gia công
Phương pháp
Nhiệt độ phôi
Đặc điểm chính
Dập nguội
Nhiệt độ phòng
Bề mặt sáng bóng, độ chính xác cao, không oxy hóa
Dập nóng
Trên nhiệt độ kết tinh lại
Giảm lực dập, tăng tính dẻo, phù hợp vật liệu khó biến dạng
Dập ấm
Giữa nhiệt độ phòng và nóng
Cân bằng giữa độ chính xác và khả năng biến dạng
Dập nguội chiếm hơn 70% sản lượng dập kim loại toàn cầu nhờ năng suất cao và chi phí thấp. Tuy nhiên, với các hợp kim titan hoặc thép không gỉ dày, dập nóng là lựa chọn bắt buộc để tránh nứt vỡ phôi.
Dựa vào trạng thái ứng suất chính trong vùng biến dạng, có hai nhóm lớn:
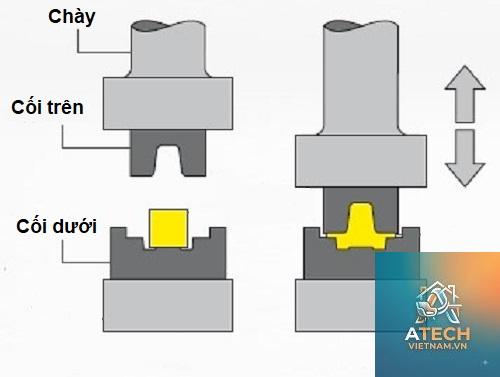
Dập tạo hình (khối): áp suất nén nhiều chiều, thay đổi thể tích chi tiết (rèn, ép chảy, dập nổi).
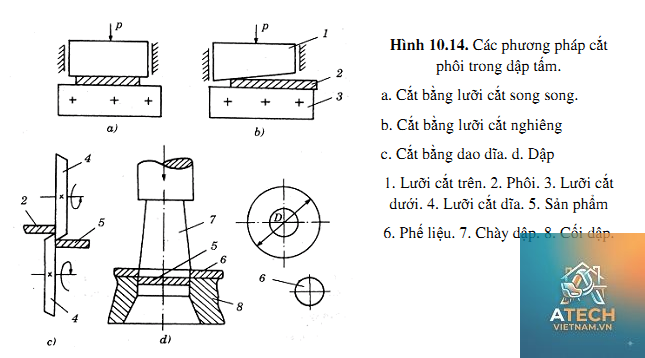
Dập tấm: biến dạng chủ yếu trong mặt phẳng, độ dày thay đổi không đáng kể (uốn, dập vuốt, cắt hình).
Ví dụ điển hình: vỏ điện thoại được sản xuất bằng dập tấm nhôm, trong khi trục khuỷu động cơ được tạo ra bằng dập khối nóng.
Phân loại theo chức năng khuôn
Khuôn đơn (simple die): thực hiện một nguyên công trên mỗi hành trình máy.
Khuôn liên hợp (compound die): hai hay nhiều nguyên công tại cùng vị trí trong một hành trình.
Khuôn tuần tự (progressive die): nhiều nguyên công trên các trạm khác nhau, phôi di chuyển qua từng trạm.
Khuôn truyền (transfer die): phôi được chuyển giữa các khuôn độc lập bằng cơ cấu cấp phôi.
Khuôn tuần tự thường được ưa chuộng trong sản xuất hàng loạt lớn vì giảm thời gian phụ và tăng độ chính xác đồng tâm.
Quy trình thực hiện các phương pháp dập kim loại
Bất kỳ phương pháp dập nào cũng tuân theo quy trình chung gồm các bước: chuẩn bị phôi, thiết kế và chế tạo khuôn, lắp đặt và hiệu chỉnh máy, vận hành dập thử, kiểm tra chất lượng và sản xuất hàng loạt. Tuy nhiên, mỗi phương pháp có những yêu cầu riêng.
Dập nguội – quy trình chuẩn
Kiểm tra độ phẳng và kích thước phôi tấm hoặc cuộn.
Bôi trơn bề mặt phôi bằng dầu dập chuyên dụng để giảm ma sát và tăng tuổi thọ khuôn.
Cấp phôi vào máy dập cơ khí hoặc thủy lực, điều chỉnh hành trình và lực ép.
Tiến hành dập thử 5–10 sản phẩm để kiểm tra độ chính xác khuôn.
Đo đạc chi tiết bằng thước đo tọa độ hoặc máy CMM, điều chỉnh khe hở khuôn nếu cần.
Chạy sản xuất hàng loạt với tần suất 50–100 sản phẩm/phút đối với máy dập nhanh.
Dập nóng – những lưu ý đặc thù
Phôi được nung trong lò cảm ứng hoặc lò điện trở đến nhiệt độ biến dạng (thường 900–1250°C tùy vật liệu). Sau đó, phôi được chuyển nhanh sang khuôn đã được gia nhiệt sơ bộ để tránh sốc nhiệt. Tốc độ dập và lực ép phải được kiểm soát chặt chẽ vì nhiệt độ giảm nhanh khi tiếp xúc với khuôn.
Một sai lầm phổ biến là để phôi nguội quá lâu trước khi dập, dẫn đến nứt bề mặt hoặc không điền đầy khuôn. Thời gian vận chuyển phôi thường không quá 3 giây trong sản xuất công nghiệp.
Lợi ích và hạn chế của từng phương pháp
Dập nguội
Lợi ích
Hạn chế
Độ chính xác kích thước cao (IT6–IT9)
Giới hạn biến dạng thấp, dễ nứt với vật liệu giòn
Bề mặt nhẵn, không cần gia công lại
Yêu cầu máy ép công suất lớn với chi tiết dày
Tốc độ sản xuất nhanh, năng suất cao
Độ đàn hồi ngược gây sai số hình học
Chi phí vận hành thấp, không tiêu tốn năng lượng nung
Không phù hợp vật liệu có độ dẻo thấp ở nhiệt độ phòng
Dập nóng
Lợi ích
Hạn chế
Có thể tạo hình kim loại kém dẻo, biến dạng lớn
Chi phí năng lượng cao, oxy hóa bề mặt phôi
Giảm lực dập, kéo dài tuổi thọ khuôn
Độ chính xác thấp hơn do co ngót khi nguội
Loại bỏ ứng suất dư trong vật liệu
Yêu cầu thiết bị nung và xử lý nhiệt phức tạp
Phù hợp sản xuất đơn chiếc hoặc sản lượng thấp
Năng suất thấp hơn dập nguội do thời gian nung
So sánh chi tiết dập khối và dập tấm
Trong thực tế, hai nhánh chính của các phương pháp dập kim loại là dập khối (bulk forming) và dập tấm (sheet metal forming). Mỗi nhánh phục vụ những mục đích khác nhau.
Dập khối: Phôi có tỷ lệ diện tích bề mặt so với thể tích nhỏ, biến dạng chủ yếu do nén. Sản phẩm điển hình: trục, bánh răng, bulong, các chi tiết kết cấu chịu lực.
Dập tấm: Phôi có dạng tấm mỏng, biến dạng do kéo và uốn. Sản phẩm điển hình: thân xe, vỏ máy, nắp hộp, linh kiện điện tử.
Về mặt thiết bị, dập khối thường dùng máy ép thủy lực công suất lớn (1000–5000 tấn), trong khi dập tấm ưa chuộng máy dập cơ khí tốc độ cao. Khuôn dập khối phức tạp hơn vì phải chịu áp lực và nhiệt độ lớn.
Ứng dụng thực tế của các phương pháp dập kim loại
Ngành ô tô là nơi tiêu thụ lớn nhất các sản phẩm dập kim loại. Một chiếc xe hơi trung bình có khoảng 300–500 chi tiết dập, từ panel thân xe, khung gầm đến các chi tiết nhỏ như giá đỡ, bệ động cơ. Dập nguội được dùng cho vỏ ngoài, còn dập nóng ứng dụng cho các chi tiết an toàn như dầm cửa, cột A và B với thép có độ bền cao.
Trong lĩnh vực điện tử, dập tấm chính xác tạo ra vỏ smartphone, khung laptop, tản nhiệt, các connector với dung sai chỉ vài micromet. Các nhà máy sử dụng khuôn tuần tự với tốc độ lên đến 1200 sản phẩm/phút.
Ngành hàng không vũ trụ yêu cầu dập nóng hợp kim nhôm và titan để tạo ra các cánh turbine, vỏ động cơ và khung máy bay. Mỗi chi tiết phải trải qua kiểm tra không phá hủy (NDT) và đo tọa độ 3D.
Sai lầm thường gặp và cách phòng tránh
Chọn sai phương pháp cho vật liệu: Dập nguội thép carbon cao dày hơn 6mm dễ gây nứt. Giải pháp: chuyển sang dập nóng hoặc dập ấm, hoặc xử lý ủ phôi trước khi dập.
Khe hở khuôn không chính xác: Gây mép cắt xù xì, bavia hoặc biến dạng quá mức. Cách khắc phục: tính khe hở theo công thức dựa trên độ dày vật liệu và kiểm tra bằng phương pháp quang học.
Bôi trơn không đủ hoặc sai loại: Dẫn đến mòn khuôn nhanh, chất lượng bề mặt kém. Lưu ý: mỗi loại vật liệu và mức độ biến dạng yêu cầu loại dầu bôi trơn riêng.
Không tính đến đàn hồi ngược (springback): Góc uốn và kích thước final sai lệch. Cần bù trừ bằng cách thiết kế khuôn với góc bù hoặc tăng biến dạng dư.
Bỏ qua nhiệt luyện khuôn: Khuôn dập phải được tôi, ram đạt độ cứng 58–62 HRC. Nếu không, khuôn sẽ mòn nhanh sau vài nghìn sản phẩm.
Việc thiết kế khuôn cần được thực hiện bởi đội ngũ kỹ sư có kinh nghiệm, sử dụng phần mềm mô phỏng như AutoForm hoặc Simufact. Mô phỏng giúp dự đoán biến dạng, phân bố chiều dày, lực dập và tối ưu hóa kết cấu khuôn trước khi chế tạo.
An toàn lao động là yếu tố sống còn. Máy dập phải có hệ thống che chắn, cảm biến dừng khẩn cấp và người vận hành cần được đào tạo đầy đủ về quy trình gá đặt khuôn, nạp liệu và xử lý sự cố.
Bảo trì khuôn định kỳ giúp tăng tuổi thọ khuôn lên 30–50%. Các hạng mục cần kiểm tra: độ sắc của lưỡi cắt, bề mặt làm việc, hệ thống dẫn hướng và lỗ thông hơi.
Câu hỏi thường gặp (FAQ) về các phương pháp dập kim loại
Phương pháp dập kim loại nào cho năng suất cao nhất?
Dập nguội bằng khuôn tuần tự trên máy dập cơ khí tốc độ cao đạt năng suất cao nhất, thường 500–1500 sản phẩm/phút. Tuy nhiên, chi phí đầu tư khuôn lớn và chỉ hiệu quả với sản lượng trên 100.000 sản phẩm.
Sự khác biệt chính giữa dập nóng và dập nguội là gì?
Dập nóng thực hiện ở nhiệt độ cao giúp tăng tính dẻo, giảm lực dập nhưng độ chính xác thấp hơn và bề mặt bị oxy hóa. Dập nguội chính xác, bề mặt đẹp nhưng yêu cầu máy ép mạnh hơn và vật liệu phải có độ dẻo tốt.
Thép carbon, thép hợp kim, thép không gỉ, nhôm, đồng, hợp kim đồng, magie và titan. Nhôm và thép nhẹ chiếm tỷ trọng lớn nhất do tính dẻo và ứng dụng rộng rãi.
Có thể dập kim loại mà không cần khuôn không?
Có thể dập không khuôn bằng phương pháp tạo hình tự do (incremental sheet forming) hoặc dập bằng nước áp lực cao (hydroforming). Tuy nhiên, năng suất thấp và độ chính xác không bằng dập khuôn truyền thống.
Chi phí chế tạo khuôn dập có cao không?
Chi phí khuôn phụ thuộc vào độ phức tạp, kích thước và vật liệu. Khuôn đơn giản cho dập tấm giá từ 50–200 triệu đồng, trong khi khuôn tuần tự phức tạp có thể lên đến vài tỷ đồng. Tuy nhiên, chi phí trên mỗi sản phẩm giảm mạnh khi sản xuất hàng loạt.
Kết luận
Các phương pháp dập kim loại là nền tảng của ngành sản xuất hiện đại, mang lại khả năng tạo hình linh hoạt, năng suất cao và độ chính xác vượt trội. Việc lựa chọn đúng phương pháp phụ thuộc vào vật liệu, hình dáng sản phẩm, yêu cầu chất lượng và quy mô sản xuất. Bằng cách kết hợp kiến thức chuyên sâu về cơ học vật liệu, thiết kế khuôn và công nghệ máy ép, doanh nghiệp có thể tối ưu hóa quy trình dập, giảm phế phẩm và nâng cao hiệu quả kinh tế. Nắm vững các nguyên tắc và sai lầm thường gặp sẽ giúp kỹ sư và nhà quản lý đưa ra những quyết định chính xác, đảm bảo đầu ra ổn định và bền vững trong môi trường cạnh tranh khốc liệt. Áp dụng công nghệ mô phỏng và tự động hóa vào dập kim loại chính là hướng đi tất yếu để duy trì lợi thế cạnh tranh trong thời đại công nghiệp 4.0.




 an toàn và đúng kỹ thuật")


