Trong ngành cơ khí chế tạo máy, độ chính xác bánh răng là yếu tố sống còn quyết định hiệu suất truyền động, độ ồn, tuổi thọ và khả năng chịu tải của hệ thống. Một bộ bánh răng được gia công với độ chính xác cao không chỉ đảm bảo chuyển động mượt mà mà còn giảm thiểu rung động, tiết kiệm năng lượng và kéo dài chu kỳ bảo trì. Bài viết này sẽ đi sâu vào khái niệm, tiêu chuẩn đánh giá, phương pháp đo lường cũng như những sai lầm thường gặp khi lựa chọn cấp chính xác cho bánh răng.
Độ chính xác bánh răng là thuật ngữ chỉ mức độ sai lệch cho phép giữa các thông số hình học thực tế của bánh răng so với thiết kế lý thuyết. Các thông số này bao gồm profile răng (dạng thân khai), bước răng, độ đồng tâm, độ đảo hướng tâm, hướng răng, và nhám bề mặt. Sai lệch càng nhỏ thì độ chính xác càng cao.
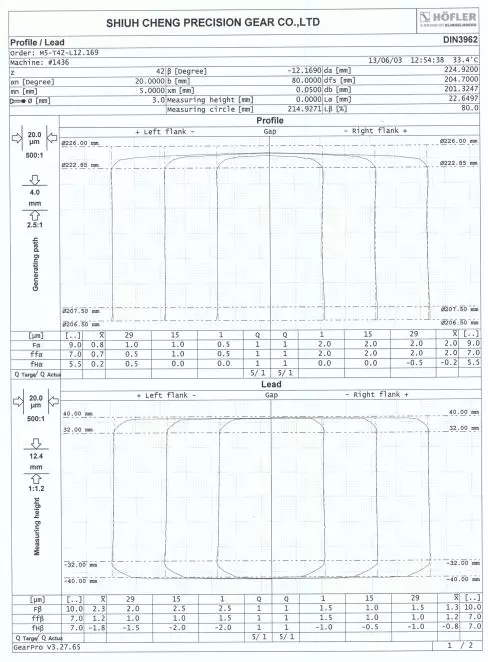
Trong thực tế sản xuất, không thể có bánh răng hoàn hảo tuyệt đối vì luôn tồn tại sai số do dụng cụ cắt, máy gia công, vật liệu và nhiệt độ. Do đó, các tiêu chuẩn quốc tế như DIN 3961–3967, ISO 1328, JIS B 1702 đã phân chia thành nhiều cấp chính xác để kỹ sư có căn cứ lựa chọn phù hợp với yêu cầu vận hành.
Các yếu tố cấu thành độ chính xác bánh răng
Sai lệch profile răng (profile error): Độ lệch giữa biên dạng thân khai thực tế so với biên dạng lý thuyết. Ảnh hưởng trực tiếp đến sự êm dịu khi ăn khớp.
Sai lệch bước răng (pitch error): Chênh lệch khoảng cách giữa các răng kề nhau hoặc tích lũy trên toàn bộ vòng chia.
Độ đảo hướng tâm (radial runout): Sai lệch vị trí của vòng tròn chia so với tâm quay thực tế, gây ra tiếng ồn và rung động chu kỳ.
Sai lệch hướng răng (lead error): Độ lệch của đường xoắn so với phương thiết kế, ảnh hưởng đến diện tích tiếp xúc dọc theo chiều dài răng.
Độ nhám bề mặt răng (roughness): Bề mặt răng càng nhẵn thì ma sát càng thấp, giảm nhiệt và mài mòn.
Phân loại cấp chính xác bánh răng theo tiêu chuẩn ISO 1328
Tiêu chuẩn ISO 1328:2013 quy định 12 cấp chính xác từ cấp 1 (cao nhất) đến cấp 12 (thấp nhất). Mỗi cấp tương ứng với một dải dung sai cho phép trên các thông số hình học. Bảng dưới đây thể hiện ứng dụng thực tế phổ biến cho từng nhóm cấp:
Cấp chính xác
Tốc độ vòng (m/s)
Ví dụ ứng dụng
1 – 4
Trên 40
Tuabin khí, động cơ máy bay, máy công cụ siêu chính xác
5 – 6
25 – 40
Hộp số ô tô du lịch, máy bay trực thăng, máy dệt tốc độ cao
7 – 8
10 – 25
Hộp giảm tốc công nghiệp, máy bơm, máy nén khí
9 – 10
3 – 10
Cần cẩu, máy nông nghiệp, băng tải
11 – 12
Dưới 3
Dụng cụ mở cửa, máy chiếu phim, hệ thống truyền động thô sơ
Việc chọn cấp chính xác phải dựa trên vận tốc vòng, tải trọng, yêu cầu độ ồn và chi phí sản xuất. Cấp càng cao thì chi phí gia công tăng theo cấp số nhân do yêu cầu máy móc, dụng cụ và quy trình kiểm tra phức tạp hơn.
Phương pháp đo lường và kiểm tra độ chính xác bánh răng
Để đánh giá độ chính xác bánh răng, người ta sử dụng các thiết bị đo chuyên dụng như máy đo tọa độ (CMM), máy đo bánh răng chuyên dụng (gear measuring machine) và đồng hồ so. Có hai phương pháp chính: đo tiếp xúc và đo không tiếp xúc.
Đo tiếp xúc
Máy đo một cạnh (single-flank): Đo sai lệch ăn khớp khi quay bánh răng với một bánh mẫu, phát hiện lỗi tổng hợp bao gồm profile, bước và độ đảo.
Máy đo hai cạnh (double-flank): Đo biến thiên khoảng cách tâm khi quay bánh răng dưới áp lực lò xo, kiểm tra độ dày răng và độ đảo nhanh.
Đồng hồ so và calip: Dùng để kiểm tra nhanh độ đảo hướng tâm hoặc độ dày răng trong sản xuất hàng loạt.
Đo không tiếp xúc
Máy quét laser 3D: So sánh đám mây điểm với mô hình CAD, phát hiện sai lệch profile, bước và hướng răng với độ phân giải micromet.
Hệ thống thị giác máy tính: Dùng camera và thuật toán xử lý ảnh để đo bước răng và phát hiện khuyết tật bề mặt.
Trong thực tế sản xuất, việc kiểm tra thường được thực hiện theo ba mức: kiểm tra 100% sản phẩm bằng phương pháp nhanh (double-flank), kiểm tra định kỳ bằng máy đo profile/bước, và kiểm tra chứng nhận bằng CMM cho các bánh răng quan trọng.
Lợi ích của bánh răng có độ chính xác cao
Đầu tư vào độ chính xác bánh răng mang lại nhiều lợi ích thiết thực trong vận hành:
Giảm tiếng ồn và rung động: Sai lệch càng nhỏ, các răng ăn khớp càng êm, đặc biệt quan trọng trong ô tô điện và thiết bị gia dụng.
Tăng hiệu suất truyền động: Ma sát thấp hơn giúp giảm tổn thất cơ học, có thể cải thiện hiệu suất thêm 2–5% so với bánh răng cấp thấp.
Kéo dài tuổi thọ ổ trục và vòng bi: Lực động nhỏ hơn giảm tải đột ngột lên trục và ổ.
Phân bố tải đều trên bề mặt răng: Tránh hiện tượng tập trung ứng suất gây mẻ răng hoặc rỗ bề mặt.
Nhược điểm và rủi ro khi chọn cấp chính xác quá cao
Không phải lúc nào cấp chính xác cao hơn cũng là giải pháp tối ưu. Một số hạn chế cần cân nhắc:
Chi phí gia công tăng mạnh: Từ cấp 6 lên cấp 5 có thể làm tăng chi phí 30–50% do yêu cầu mài chính xác, kiểm tra kỹ lưỡng và tỷ lệ phế phẩm cao.
Yêu cầu vật liệu và xử lý nhiệt khắt khe: Bánh răng cấp cao thường cần thép hợp kim thấu kính, nhiệt luyện đồng đều, kiểm soát biến dạng.
Khó bảo trì hiện trường: Khi bánh răng bị mòn, việc thay thế đòi hỏi linh kiện đúng cấp và kỹ thuật lắp ráp chính xác.
So sánh tiêu chuẩn độ chính xác bánh răng giữa các quốc gia
Tiêu chuẩn
Phạm vi cấp
Thông số đo chính
Đặc điểm nổi bật
ISO 1328 (Quốc tế)
1–12
Profile, bước, hướng, độ đảo
Phổ biến nhất, tương thích với nhiều nước
DIN 3961–3967 (Đức)
1–12
Giống ISO nhưng thêm Fp, ff…
Chi tiết về dung sai tích lũy, thường dùng trong ô tô Đức
JIS B 1702 (Nhật)
0–8 (tương đương ISO 4–12)
Lấy sai lệch đơn lẻ
Đơn giản hóa, ít cấp hơn, phù hợp sản xuất hàng loạt
AGMA 2000 (Mỹ)
A5 – A15
Tổng hợp sai lệch và cấp chất lượng
Kết hợp với độ bền, có hướng dẫn lựa chọn cụ thể
Khi làm việc với đối tác quốc tế, kỹ sư cần nắm rõ bảng quy đổi để tránh sai sót. Ví dụ, bánh răng cấp 6 ISO tương đương DIN 6 và AGMA A10.
Quy trình gia công ảnh hưởng đến độ chính xác bánh răng
Để đạt được độ chính xác bánh răng mong muốn, quy trình gia công phải được kiểm soát chặt chẽ từ phôi đến thành phẩm.
Bước 1: Chuẩn bị phôi và tiện thô
Phôi được tiện đúng kích thước, sau đó khoan lỗ và doa đạt độ chính xác lỗ (thường H7). Sai lệch lỗ sẽ khuếch đại độ đảo hướng tâm sau khi cắt răng.
Bước 2: Cắt răng thô
Dùng dao phay lăn răng (hobbing) hoặc dao xọc răng (shaping) để tạo răng với độ chính xác đạt cấp 7–9. Cần căn chỉnh dao và phôi đúng tâm, kiểm soát nhiệt cắt để giảm biến dạng.
Bước 3: Xử lý nhiệt
Thấm cacbon hoặc tôi cảm ứng làm thay đổi cấu trúc vật liệu, đồng thời gây biến dạng nhiệt. Biến dạng này nếu không được dự đoán và bù trừ sẽ làm giảm 1–2 cấp chính xác.
Bước 4: Mài tinh (grinding)
Với bánh răng yêu cầu cấp 5–6, mài là bước bắt buộc. Máy mài răng CNC có khả năng sửa profile và hướng răng chính xác đến 1 µm. Thời gian mài mỗi răng có thể từ 15–60 giây tùy kích thước.
Bước 5: Kiểm tra và điều chỉnh
Đo lại trên máy đo bánh răng, nếu sai lệch vượt dung sai thì tiến hành mài sửa lại. Bánh răng cấp cao thường được ghép cặp (matching) để chọn cặp ăn khớp tối ưu.
Sai lầm thường gặp khi lựa chọn và kiểm tra độ chính xác bánh răng
Chọn cấp chính xác quá cao so với nhu cầu thực tế: Nhiều kỹ sư chọn cấp 5 cho hộp giảm tốc thông thường dẫn đến chi phí đội lên gấp rưỡi mà không cải thiện hiệu suất đáng kể.
Chỉ kiểm tra một vài thông số đơn lẻ: Sai lệch tổng hợp khi ăn khớp (tooth-to-tooth composite error) quan trọng hơn sai lệch profile riêng lẻ nhưng thường bị bỏ qua.
Bỏ qua ảnh hưởng của sai lệch hướng răng: Bánh răng nghiêng nếu sai hướng sẽ gây mài mòn cục bộ ở một đầu răng, làm giảm tuổi thọ nhanh chóng.
Sử dụng dụng cụ đo không được hiệu chuẩn: Đồng hồ so và calip phải được kiểm chuẩn định kỳ, nếu không số liệu đo sẽ không đáng tin cậy.
Không kiểm soát biến dạng nhiệt trong quá trình cắt: Khi cắt thô với tốc độ cao, nhiệt sinh ra làm giãn nở phôi, gây sai lệch vị trí dao.
Ứng dụng thực tế của các cấp chính xác bánh răng
Ngành ô tô
Hộp số sàn và hộp số tự động thường yêu cầu cấp 6–7 đối với bánh răng chính. Bánh răng truyền lực cuối (final drive) có thể lên cấp 5 để đảm bảo độ êm khi vận hành ở tốc độ cao. Bánh răng trong hộp số xe điện ngày càng tiến đến cấp 5–6 nhờ yêu cầu giảm tiếng ồn.
Hàng không và vũ trụ
Bánh răng trong hộp giảm tốc động cơ turboprop và tuabin khí yêu cầu cấp 3–4. Mỗi bánh răng được kiểm tra 100% bằng CMM và chụp X-quang để phát hiện nứt tế vi. Giá thành một bánh răng có thể lên tới hàng chục nghìn đô la.
Thiết bị y tế và robot
Bánh răng trong robot phẫu thuật cần cấp 4–5 với khả năng lặp lại vị trí dưới 10 µm. Bánh răng vi cơ dùng trong máy bơm insulin có kích thước vài mm nhưng yêu cầu cấp 6.
Lưu ý quan trọng khi thiết kế và đặt hàng bánh răng
Xác định đúng vận tốc vòng lớn nhất trong điều kiện vận hành thực tế để chọn cấp chính xác phù hợp. Vận tốc vòng càng cao thì cấp phải càng cao.
Đưa yêu cầu dung sai cụ thể lên bản vẽ theo tiêu chuẩn đã thống nhất (ISO, DIN, AGMA). Không chỉ ghi “cấp 6” mà cần kèm các thông số chính như sai lệch profile, bước, hướng.
Thỏa thuận phương pháp kiểm tra giữa bên mua và bên gia công. Nếu hai bên dùng thiết bị và cách đo khác nhau, kết quả có thể chênh lệch.
Tính toán biến dạng nhiệt trong quy trình nhiệt luyện: thường để lượng dư mài 0,15–0,25 mm mỗi mặt răng tùy vào vật liệu và kích thước.
Bảo quản và vận chuyển bánh răng chính xác cao trong môi trường sạch, tránh va đập và gỉ sét vì sai lệch chỉ vài micromet có thể làm hỏng cặp ăn khớp.
Những câu hỏi thường gặp về độ chính xác bánh răng
Độ chính xác bánh răng có ảnh hưởng đến độ ồn không?
Có. Sai lệch bước răng và profile càng lớn thì va đập giữa các răng càng mạnh, sinh ra tiếng ồn chu kỳ với tần số bằng số răng nhân với vòng quay. Giảm 1 cấp sai lệch có thể giảm độ ồn từ 3–6 dB.
Bánh răng cấp chính xác 8 có dùng được cho hộp số ô tô không?
Có thể dùng cho ô tô tải hoặc xe nông nghiệp vận tốc thấp. Nhưng với ô tô du lịch vận tốc vòng trên 20 m/s, cấp 8 sẽ gây ồn và giảm hiệu suất. Cấp 6–7 là lựa chọn phổ biến.
Làm thế nào để cải thiện độ chính xác bánh răng trong sản xuất nhỏ?
Đầu tư vào dao cắt chất lượng cao (dao phay lăn răng mài lại), kiểm tra và căn chỉnh máy thường xuyên, dùng nước làm mát ổn định nhiệt, và thực hiện mài tinh nếu có thể. Nếu không có máy mài, có thể chọn cấp 7–8 với thiết kế ăn khớp có khe hở lớn hơn.
Chi phí gia công tăng bao nhiêu khi tăng cấp chính xác?
Theo dữ liệu từ các nhà sản xuất bánh răng, từ cấp 9 lên cấp 7 chi phí tăng khoảng 40%, từ cấp 7 lên cấp 5 tăng thêm 60–80%. Sang cấp 3 trở lên, chi phí có thể gấp 5–10 lần so với cấp 8 do yêu cầu mài siêu tinh và kiểm tra đặc biệt.
Độ chính xác bánh răng có liên quan gì đến vật liệu chế tạo?
Trực tiếp. Vật liệu có độ cứng cao (HRC 58–62) khó gia công hơn nhưng giữ được độ chính xác lâu hơn. Vật liệu mềm dễ biến dạng khi nhiệt luyện, đòi hỏi phải dư mài nhiều hơn. Thép 20CrMnTi là lựa chọn phổ biến cho bánh răng cấp 6–8, trong khi 16NiCrMo cho cấp 4–5.
Kết luận
Độ chính xác bánh răng là thông số kỹ thuật không thể xem nhẹ trong bất kỳ hệ thống truyền động nào. Việc hiểu rõ khái niệm, tiêu chuẩn, phương pháp đo lường và ứng dụng giúp kỹ sư đưa ra lựa chọn tối ưu giữa chất lượng và chi phí. Một bánh răng chính xác không chỉ vận hành êm ái, bền bỉ mà còn góp phần nâng cao hiệu suất tổng thể của máy móc. Đầu tư đúng mức cho khâu thiết kế, gia công và kiểm tra sẽ tiết kiệm nhiều chi phí sửa chữa và thay thế về lâu dài. Với sự phát triển của công nghệ đo 3D và gia công CNC, ngày càng nhiều doanh nghiệp có thể tiếp cận bánh răng cấp chính xác cao với giá thành hợp lý, mở ra cơ hội nâng cao chất lượng sản phẩm cơ khí Việt Nam.