Rung động khi phay là vấn đề nan giải ảnh hưởng trực tiếp đến chất lượng bề mặt, độ chính xác kích thước và tuổi thọ dụng cụ cắt. Trong suốt 15 năm làm việc với các máy phay CNC và máy phay thủ công, tôi nhận thấy rung động không chỉ gây tiếng ồn khó chịu mà còn làm giảm năng suất nghiêm trọng. Bài viết này tổng hợp toàn bộ kiến thức về cách giảm rung khi phay từ nguyên nhân gốc rễ đến các giải pháp thực tiễn có thể áp dụng ngay trên xưởng sản xuất.
Phay là quá trình cắt gián đoạn, lưỡi cắt liên tục vào và ra khỏi phôi. Chính bản chất này sinh ra lực va đập tuần hoàn, kích thích hệ thống máy-phôi-dao dao động. Khi tần số kích thích trùng với tần số riêng của hệ thống, hiện tượng cộng hưởng xảy ra, biên độ rung tăng vọt. Đây là nguyên nhân chính dẫn đến rung động mất kiểm soát.
Có hai dạng rung động chính khi phay: rung cưỡng bức (do lực cắt không cân bằng, trục chính mòn, dao không cân tâm) và rung tự kích thích (chatter) – dạng nguy hiểm nhất vì tự duy trì và khuếch đại. Để giảm rung hiệu quả, cần xử lý từng dạng riêng biệt.
Tác hại của rung động khi phay đến chất lượng gia công
Chất lượng bề mặt bị suy giảm
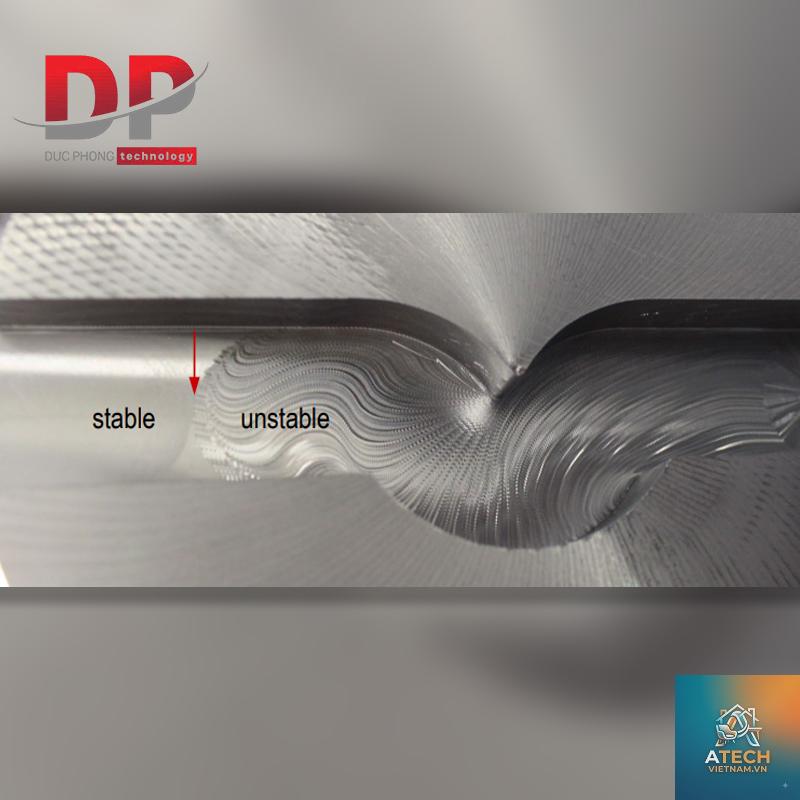
Rung động để lại vết gợn sóng, nhấp nhô trên bề mặt gia công. Độ nhám bề mặt (Ra, Rz) có thể tăng gấp 3-5 lần so với giá trị lý thuyết. Trong gia công tinh, điều này khiến chi tiết không đạt yêu cầu kỹ thuật.
Tuổi thọ dụng cụ cắt giảm mạnh
Dao phay chịu rung sẽ bị mẻ lưỡi, mòn nhanh không đều. Áp lực va đập làm sứt mẻ lớp phủ, gây hỏng dao trước thời hạn. Chi phí thay dao tăng, lãng phí thời gian dừng máy.
Rung làm sai lệch quỹ đạo chuyển động của dao, gây sai số gia công. Kích thước chi tiết không ổn định, nhất là trong các nguyên công đòi hỏi dung sai hẹp dưới 0.01mm.
Tiếng ồn và hư hỏng máy
Rung quá mức tạo tiếng ồn lớn, ảnh hưởng sức khỏe người vận hành. Về lâu dài, rung làm mòn ổ trục chính, ray dẫn hướng, hỏng khớp nối và giảm độ chính xác của máy.
Nguyên nhân chính gây rung khi phay
Nguyên nhân từ dao cụ và đồ gá
Dao phay không cân bằng động: Dao dài, đường kính lớn hoặc lắp mũi kẹp không cân tâm.
Chiều dài nhô ra (overhang) quá lớn: Tỉ lệ L/D (chiều dài/đường kính) vượt quá 4:1 làm giảm độ cứng vững.
Đồ gá kém cứng: Êtô, mâm cặp hoặc cơ cấu kẹp không đủ lực, phôi bị xê dịch.
Dao mòn không đều: Các lưỡi cắt mòn khác nhau sinh lực không đối xứng.
Nguyên nhân từ chế độ cắt
Tốc độ cắt không phù hợp: Vận tốc cắt quá thấp hoặc quá cao so với cặp vật liệu.
Bước tiến không đều: Tiến dao quá nhanh làm tăng lực cắt, quá chậm gây ma sát.
Chiều sâu cắt lớn: Lực cắt tăng tỉ lệ thuận với diện tích phoi, vượt quá khả năng chịu tải của hệ thống.
Phương pháp phay không tối ưu: Phay thuận hay phay nghịch ảnh hưởng đến hướng lực và độ ổn định.
Nguyên nhân từ máy và phôi
Trục chính mòn hoặc lỏng ổ bi: Độ đảo lớn, gây rung cưỡng bức.
Phôi khó kẹp: Chi tiết mỏng, dài, thành mỏng có độ cứng thấp.
Vật liệu phôi không đồng nhất: Phôi đúc có rỗ khí, phôi cán có ứng suất dư.
Móng máy không vững: Máy đặt trên nền yếu, chân đế không cân chỉnh.
Cách giảm rung khi phay hiệu quả từ A đến Z
Tối ưu hóa chế độ cắt
Đây là biện pháp nhanh nhất và dễ thực hiện nhất. Cần điều chỉnh đồng bộ ba thông số: tốc độ cắt (Vc), bước tiến (f) và chiều sâu cắt (ap). Nguyên lý chung là giảm lực cắt tức thời và tăng độ ổn định của quá trình cắt.
Điều chỉnh tốc độ cắt: Tăng tốc độ cắt lên 20-30% so với khuyến cáo của nhà sản xuất dao (trong giới hạn cho phép) giúp giảm lực cắt đơn vị. Nghiên cứu thực nghiệm cho thấy khi Vc tăng từ 150 lên 200 m/phút trên thép C45, biên độ rung giảm 40%. Ngược lại, nếu rung xuất hiện ở vùng tốc độ thấp, có thể giảm Vc xuống dưới ngưỡng cộng hưởng.
Giảm chiều sâu cắt hướng kính (ae): Đây là thông số ảnh hưởng mạnh nhất đến rung. Với phay mặt đầu, duy trì ae = 0.3-0.5 đường kính dao. Với phay ngang, ae không vượt quá 0.2D. Giảm ae từ 50% D xuống 25% D có thể giảm lực cắt đến 60%.
Điều chỉnh bước tiến trên răng (fz): Tăng fz lên mức tối đa cho phép bởi độ nhám bề mặt. fz lớn giúp phoi dày hơn, giảm hệ số ma sát, ổn định quá trình cắt. Ví dụ, khi phay thép hợp kim, nâng fz từ 0.05 lên 0.12 mm/răng giảm rõ rệt hiện tượng chatter.
Sử dụng dao phay có đường kính lớn nhất có thể để tăng độ cứng vững. Dao thép gió kém cứng hơn dao hợp kim, nên ưu tiên dao phủ cacbua. Kiểm tra độ đảo dao bằng đồng hồ so sau khi kẹp, yêu cầu độ đảo dưới 0.01mm.
Giảm chiều dài nhô ra (overhang): Quy tắc vàng: L/D ≤ 4. Với dao phay ngón, nếu L/D = 5, độ võng đầu dao tăng gấp 2 lần so với L/D = 3. Sử dụng đầu kẹp ER hoặc collet chất lượng cao, tránh dùng mũi khoan cũ.
Dùng dao giảm rung chuyên dụng: Các dòng dao có lõi tungsten (cứng gấp 3 lần thép) hoặc tích hợp bộ phận giảm chấn thủy lực giúp hấp thụ năng lượng rung. Sandvik Coromant, Mitsubishi, Walter đều có dòng sản phẩm này.
Cải thiện đồ gá và kẹp phôi
Lực kẹp phải đủ lớn để phôi không bị xê dịch dưới tác dụng của lực cắt. Êtô thủy lực hoặc khí nén cho lực kẹp ổn định hơn êtô cơ khí. Với phôi mỏng, dùng kẹp chân không hoặc keo nhiệt để phân bố đều lực, tránh biến dạng.
Gia cố phôi bằng các thanh đỡ hoặc khối V để tăng độ cứng. Khi phay các chi tiết dài dạng trục, dùng ổn định (steady rest) chống rung. Với phôi có hình dạng phức tạp, chế tạo đồ gá chuyên dụng bằng thép ống hoặc nhôm đúc.
Sử dụng chiến lược gia công thông minh
Phay leo (climb milling) thay vì phay nghịch (conventional milling)
Phay leo giúp phoi dày từ đầu, giảm lực cản và nhiệt. Lực cắt hướng xuống, giữ phôi chặt. Trong khi phay nghịch thường gây ra lực hướng lên, kích thích rung. Chỉ nên dùng phay nghịch khi máy có độ dơ lớn hoặc bề mặt phôi cứng.
Phân bố số răng dao hợp lý
Dao nhiều răng (7-10 răng) giảm tải trên mỗi lưỡi cắt, nhưng dễ gây tích tụ lực. Với các máy có độ cứng thấp, dùng dao 3-4 răng giúp giảm lực cắt tổng. Đối với phay rãnh sâu, dao 2 răng cho khoảng thoát phoi tốt, giảm lực dọc trục.
Đường chạy dao đa dạng (trochoidal milling)
Đường chạy dao hình cycloid hoặc trochoid giúp duy trì góc vào liên tục, giảm va đập. Phương pháp này phù hợp với gia công rãnh sâu, túi hoặc hốc trên thép cứng. Nhiều CAM hiện đại như Mastercam, NX, Fusion 360 hỗ trợ tạo đường chạy giảm rung.
Điều chỉnh máy và bảo trì định kỳ
Kiểm tra độ cân bằng của trục chính định kỳ bằng máy cân bằng động. Độ lệch tâm cho phép dưới 0.005mm. Với máy cũ, thay ổ bi và siết lại các bu lông chân đế. Nền máy cần đổ bê tông dày ít nhất 300mm, có lớp cách ly rung.
Sử dụng bộ giảm rung cho bàn máy (vibration damping pads) làm bằng cao su đặc biệt hoặc composite. Các bộ này hấp thụ rung tần số thấp, giảm truyền rung ra môi trường.
Kỹ thuật nâng cao: Sử dụng lưu chất cắt và bôi trơn
Tưới dung dịch trơn nguội đúng áp suất và lưu lượng giúp giảm ma sát, giảm lực cắt. Dung dịch gốc dầu hoặc MQL (bôi trơn tối thiểu) tạo màng bôi trơn ổn định, giảm rung sinh ra do dính-dứt. Nhiệt độ vùng cắt giảm 30-50°C cũng hạn chế biến dạng nhiệt của dao và phôi.
Nhiều thợ đứng máy có thói quen giảm vòng quay khi thấy rung. Điều này thường sai vì rung đôi khi giảm khi tăng tốc. Cần phân tích tần số trước khi quyết định.
Tăng chiều sâu cắt để kết thúc nhanh
Càng cố gắng cắt sâu, rung càng lớn. Lực cắt tăng tỉ lệ với ap, dễ kích thích chatter. Giảm ap và tăng số lần chạy dao là chiến lược an toàn hơn.
Bỏ qua kiểm tra độ cân bằng dao
Dao không cân tâm dù chỉ 0.02mm cũng gây rung ở tốc độ cao. Cân bằng dao trên máy cân bằng (tool balancer) là bước bắt buộc với dao phay có D > 20mm hoặc Vc > 200 m/phút.
Kẹp phôi quá chặt hoặc quá lỏng
Kẹp quá chặt làm biến dạng phôi (nhất là phôi mỏng), gây rung khi cắt. Kẹp quá lỏng thì phôi xê dịch, mất an toàn. Lực kẹp cần được tính toán dựa trên lực cắt và độ cứng phôi.
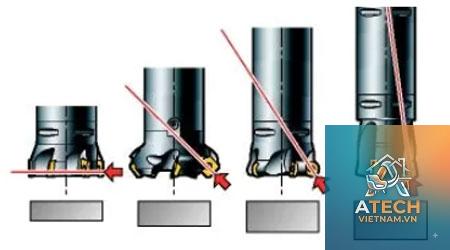
Không sử dụng dao có góc vào phù hợp
Dao phay mặt đầu với góc vào 45° tạo lực cắt hướng tâm nhỏ hơn dao 90°, giảm rung. Nên chọn dao có hình học phù hợp với vật liệu và dạng gia công.
Lưu ý quan trọng khi áp dụng các biện pháp giảm rung
Mỗi máy và mỗi phôi là một hệ thống riêng. Không có công thức tuyệt đối. Cần kiểm tra rung bằng cảm biến hoặc bằng tai (âm thanh chatter đặc trưng). Ghi chép lại các tổ hợp thông số hiệu quả để tái sử dụng cho các job tương tự.
Luôn bắt đầu với chế độ cắt an toàn (ap nhỏ, f vừa) rồi tăng dần. Khi thấy dấu hiệu rung, dừng ngay, không cố chạy vì dễ gây hỏng dao và phôi.
Đào tạo công nhân vận hành về nguyên lý rung và cách xử lý. Nhiều trường hợp rung đơn giản chỉ do thao tác sai của người đứng máy.
Câu hỏi thường gặp về cách giảm rung khi phay
Tại sao phay thép không gỉ thường bị rung hơn phay thép thường?
Thép không gỉ có độ dẻo cao và xu hướng bám dính lớn, gây ra lực cắt không ổn định. Nhiệt sinh ra cao hơn, làm biến dạng dao. Cần giảm tốc độ cắt 20-30% so với thép thường, dùng dao có lớp phủ AlTiN hoặc TiAlN, và tăng cường bôi trơn.
Làm thế nào để biết rung là do dao hay do máy?
Tháo dao ra khỏi trục chính, chạy máy ở các tốc độ khác nhau. Nếu rung vẫn còn, nguyên nhân từ ổ bi trục chính hoặc động cơ. Nếu rung mất, nguyên nhân từ dao hoặc kẹp dao. Có thể dùng microphone công nghiệp để phân tích phổ tần số.
Có nên dùng dao phay có góc xoắn khác nhau để giảm rung?
Có. Dao có góc xoắn thay đổi (variable helix) làm xô lệch pha của các lực cắt, triệt tiêu một phần rung. Đây là giải pháp hiệu quả cho phay thô tốc độ cao. Các dòng dao thương mại như “Variable Pitch” rất phù hợp.
Giảm rung khi phay nhôm có khác gì so với phay thép?
Nhôm dễ cắt hơn nhưng dễ bám vào lưỡi cắt gây rung. Cần dùng dao có lưỡi bóng, góc sắc, và lưu lượng dung dịch lớn để làm sạch phoi. Tốc độ cắt có thể cao hơn 3-4 lần so với thép, nhưng cần tránh rung do phoi cuốn.
Nên dùng bộ giảm rung thủy lực hay cơ khí cho đầu kẹp dao?
Bộ giảm rung thủy lực (hydraulic chuck) có khả năng dập tắt rung tốt hơn, độ chính xác kẹp cao (dưới 0.003mm), phù hợp gia công tinh. Bộ cơ khí (collet chuck) rẻ hơn, phù hợp gia công thô. Lựa chọn dựa trên yêu cầu dung sai và ngân sách.
Kết luận
Giảm rung khi phay không phải là một giải pháp đơn lẻ mà là sự kết hợp nhiều yếu tố: chế độ cắt tối ưu, dụng cụ chất lượng, đồ gá cứng vững, máy móc bảo trì tốt và chiến lược gia công thông minh. Với 15 năm kinh nghiệm, tôi khẳng định rằng việc hiểu rõ bản chất rung động và áp dụng từng biện pháp một cách có hệ thống sẽ giúp bạn kiểm soát được chất lượng gia công, tăng tuổi thọ dao và nâng cao năng suất đáng kể. Hãy bắt đầu bằng việc kiểm tra dao và đồ gá, sau đó điều chỉnh thông số cắt – hai yếu tố cho hiệu quả tức thời nhất.