Trong lĩnh vực cơ khí chính xác, việc đo lường kích thước bên trong các chi tiết như lỗ, rãnh, ống là yêu cầu không thể thiếu. Thước panme trong là một trong những dụng cụ đo chuyên dụng đáp ứng nhu cầu đó với độ chính xác lên đến 0,01mm hay 0,001mm. Khác với panme ngoài dùng để đo đường kính ngoài, thước panme trong được thiết kế đặc biệt để tiếp cận và đo các bề mặt bên trong, giúp kỹ thuật viên kiểm soát dung sai sản phẩm một cách triệt để. Bài viết này sẽ cung cấp cho bạn kiến thức toàn diện từ khái niệm, cấu tạo, phân loại đến cách sử dụng và bảo quản loại dụng cụ đo lường quan trọng này.
Thước panme trong (còn gọi là micrometer inside) là một dụng cụ đo có độ chính xác cao, được sử dụng để xác định kích thước của các bề mặt bên trong như đường kính lỗ, chiều rộng rãnh, kích thước lỗ khoan. Nguyên lý hoạt động dựa trên chuyển động quay của một trục ren chính xác, giúp di chuyển hai đầu đo ra xa hoặc lại gần nhau. Khoảng cách giữa hai đầu đo chính là giá trị cần đo, được hiển thị trên thân thước thông qua thang đo chính và thang đo phụ (thước tròn).
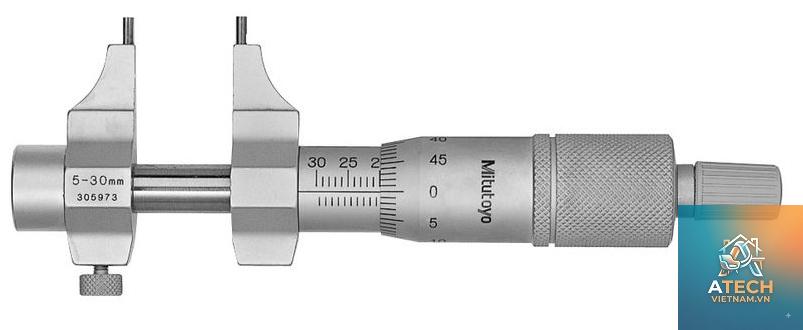
Điểm khác biệt cốt lõi so với panme ngoài là cấu trúc đầu đo: thước panme trong có các mỏ đo hướng ra ngoài để tiếp xúc với thành trong của chi tiết. Nó thường đi kèm với các thanh nối dài (extension rod) để tăng phạm vi đo, hoặc có dạng panme đo lỗ (hơi giống compa đo trong nhưng có thang đọc chính xác).
Cấu Tạo Chi Tiết Của Thước Panme Trong
Một thước panme trong tiêu chuẩn gồm các bộ phận chính sau:
Thân chính (Frame): Phần thân hình chữ U hoặc thẳng, làm bằng thép hoặc hợp kim nhẹ, có độ cứng cao, chịu được lực.
Mỏ đo cố định (Fixed anvil): Một trong hai đầu đo, thường nằm ở phần đầu thân, không di chuyển.
Mỏ đo di động (Movable spindle): Đầu đo còn lại, liên kết với trục ren, di chuyển khi xoay tang trống.
Trục ren chính xác (Spindle): Bộ phận then chốt, có ren cực mịn (thường bước ren 0,5mm) đảm bảo chuyển động đều.
Tang trống (Thimble): Phần xoay tròn có khắc vạch chia, thường có 50 hoặc 100 vạch tương ứng với độ chính xác 0,01mm hoặc 0,001mm.
Ống khóa (Lock nut/Clamp): Dùng để cố định trục sau khi đo, giúp đọc giá trị dễ dàng và chính xác.
Thanh nối dài (Extension rod): Dùng trong các bộ panme trong có phạm vi đo lớn, thường có các kích thước khác nhau như 50-75mm, 75-100mm…
Đầu đo tiếp xúc dạng cầu (Ball contact): Ở một số loại, đầu đo có dạng hình cầu để dễ tiếp xúc với bề mặt cong bên trong lỗ.
Phân Loại Thước Panme Trong Phổ Biến Hiện Nay
Dựa trên thiết kế và ứng dụng, thước panme trong được chia thành các loại chính sau:
Panme Trong Ba Điểm Tiếp Xúc (3-Point Internal Micrometer)
Loại này có ba mỏ đo tỏa ra đều, tự động định tâm khi đo. Nó thường dùng để đo đường kính lỗ có độ sâu lớn, cho kết quả ổn định hơn so với loại hai điểm. Phạm vi đo phổ biến từ 6mm đến 300mm. Đặc điểm nổi bật là khả năng tự căn chỉnh tâm, giảm sai số do lệch vị trí.
Panme Trong Hai Điểm (Two-Point Internal Micrometer)
Dạng cơ bản nhất, có hai mỏ đo đối diện, thường sử dụng các thanh nối dài. Loại này yêu cầu người đo phải giữ thước thẳng và vuông góc với trục lỗ để tránh sai số. Thích hợp đo các lỗ có kích thước từ 50mm trở lên.
Panme Trong Dạng Đồng Hồ So (Dial Inside Micrometer)
Kết hợp giữa panme và đồng hồ so, giúp đọc nhanh giá trị và phù hợp với kiểm tra hàng loạt. Một số mẫu có khả năng ghi nhớ kết quả hoặc truyền dữ liệu.
Panme Trong Kỹ Thuật Số (Digital Inside Micrometer)
Hiển thị kết quả bằng màn hình LCD, dễ đọc, ít sai sót hơn khi đọc vạch. Nhiều dòng có khả năng chuyển đổi đơn vị inch/mm, ghi nhớ dữ liệu và kết nối máy tính thông qua cổng RS-232 hoặc Bluetooth.
Nguyên Lý Hoạt Động Của Thước Panme Trong
Nguyên lý cơ bản dựa trên cơ cấu vitme – đai ốc. Khi xoay tang trống, trục ren di chuyển dọc trục, kéo theo mỏ đo di động. Mỗi vòng quay đầy đủ của tang trống tương ứng với một bước ren (thường là 0,5mm). Trên thân chính có vạch chia milimet, trên tang trống có 50 vạch tròn, mỗi vạch tương ứng 0,01mm (0,5mm/50 = 0,01mm). Khi xoay tang trống, người dùng đọc phần nguyên trên thân, cộng với phần lẻ trên tang trống để ra kết quả cuối cùng.
Hướng Dẫn Cách Đọc Thước Panme Trong Chính Xác
Để đọc chính xác thước panme trong, bạn cần thực hiện theo các bước:
Làm sạch bề mặt đo: Lau sạch hai đầu đo và bề mặt trong của chi tiết bằng giẻ mềm.
Đặt thước vào lỗ: Đưa nhẹ nhàng hai mỏ đo vào lỗ cần đo, đảm bảo thước vuông góc với trục lỗ.
Xoay tang trống: Dùng ngón tay cái và ngón trỏ xoay từ từ cho đến khi cảm thấy có lực cản nhẹ (cảm giác tiếp xúc đều).
Khóa trục: Vặn ốc khóa để cố định kết quả, sau đó rút thước ra.
Đọc giá trị trên thân chính: Xem vạch cuối cùng trước mép tang trống. Ví dụ vạch 12,5mm.
Đọc giá trị trên tang trống: Xem vạch số 24 trên tang trống trùng với vạch chuẩn trên thân. Kết quả là 12,5mm + (24 x 0,01mm) = 12,74mm.
Bảng Tổng Hợp Cách Đọc Nhanh
Bộ phận
Giá trị đọc
Ví dụ
Thân chính (vạch dưới, mỗi vạch 0,5mm)
Phần nguyên và 0,5
12,5mm
Tang trống (vạch thứ 24)
0,01mm x 24 = 0,24mm
0,24mm
Tổng
Cộng hai giá trị
12,74mm
So Sánh Thước Panme Trong Với Panme Ngoài Và Thước Cặp
Việc chọn đúng dụng cụ đo giúp tiết kiệm thời gian và đảm bảo độ chính xác. ..
0-150mm, 0-200mm…
Dễ sử dụng
Trung bình (cần kỹ thuật căn chỉnh)
Dễ, ổn định
Dễ, nhanh
Ứng dụng
Đo lỗ chính xác, kiểm tra dung sai
Đo trục, tấm, chi tiết ngoài
Đo tổng quát, ít yêu cầu cao
Ứng Dụng Thực Tế Của Thước Panme Trong Trong Sản Xuất
Thước panme trong được sử dụng rộng rãi trong nhiều ngành công nghiệp:
Cơ khí chính xác: Đo đường kính lỗ của các chi tiết như bạc, ống lót, thân xi lanh, tai biên… Đảm bảo lỗ đúng kích thước để lắp ráp với trục.
Sản xuất khuôn mẫu: Kiểm tra kích thước lòng khuôn, lỗ thoát khí, độ sâu rãnh. Độ chính xác cao giúp khuôn bền và đúng bản vẽ.
Ngành ô tô, xe máy: Đo xi lanh động cơ, lỗ piston, đường kính trong các ống dẫn dầu, khí.
Hàng không vũ trụ: Các lỗ khoan yêu cầu dung sai cực nhỏ (0,005mm) thường được kiểm tra bằng panme trong ba điểm hoặc panme trong kỹ thuật số.
Kiểm tra chất lượng (QA/QC): Sử dụng trong phòng đo lường để ngẫu nhiên kiểm tra lô sản phẩm, đối chiếu với tiêu chuẩn.
Lợi Ích Và Hạn Chế Khi Sử Dụng Thước Panme Trong
Lợi ích
Độ chính xác cao, phù hợp với các yêu cầu kỹ thuật khắt khe.
Khả năng đo được những vị trí khó tiếp cận mà thước cặp không làm được.
Đo được lỗ sâu nếu có thanh nối dài hoặc loại ba điểm.
Kết quả ổn định, ít phụ thuộc vào lực tay nếu có cơ cấu ratchet.
Hạn chế
Phạm vi đo bị giới hạn theo từng thước, cần thay thanh nối hoặc nhiều thước để đo nhiều kích thước.
Yêu cầu kỹ thuật căn chỉnh và đọc cao hơn so với thước cặp.
Giá thành cao hơn thước cặp, nhất là dòng kỹ thuật số.
Dễ gây sai số nếu không giữ thước vuông góc hoặc nếu lỗ không tròn.
Sai Lầm Thường Gặp Khi Sử Dụng Thước Panme Trong
Người mới sử dụng thường mắc phải những sai lầm sau:
Không làm sạch bề mặt: Dầu mỡ, bụi bẩn làm sai lệch kết quả đến vài phần trăm mm.
Đo không vuông góc: Nếu thước bị nghiêng so với trục lỗ, giá trị đo sẽ nhỏ hơn thực tế (đường kính thực tế luôn lớn nhất).
Dùng lực quá mạnh: Làm biến dạng chi tiết mỏng hoặc làm mòn ren của panme.
Không hiệu chuẩn trước khi đo: Cần kiểm tra thước với mẫu chuẩn (ring gauge) hoặc căn mẫu để biết sai số.
Đọc nhầm vạch trên thân: Nhầm giữa vạch mm và 0,5mm dẫn đến sai số 0,5mm.
Cách Tránh Sai Lầm
Luôn vệ sinh sạch sẽ cả thước và chi tiết.
Dùng cảm giác nhẹ nhàng khi xoay, có thể sử dụng thước có ratchet.
Huấn luyện kỹ thuật đọc vạch nhiều lần với các giá trị khác nhau.
Định kỳ hiệu chuẩn thước tại phòng đo lường (thường 6 tháng/lần).
Lưu Ý Quan Trọng Khi Mua Và Bảo Quản Thước Panme Trong
Để có thiết bị bền và chính xác, bạn cần chú ý:
Chọn thương hiệu uy tín: Mitutoyo, Tesa, Mahr, Insize là những hãng nổi tiếng, có chất lượng ổn định.
Kiểm tra độ mượt của trục: Xoay tang trống thử, nếu thấy nặng hoặc kêu là dấu hiệu mòn hoặc hỏng.
Bảo quản trong hộp chuyên dụng: Tránh va đập, bụi bẩn. Có thể đặt thêm túi hút ẩm.
Bôi trơn định kỳ: Tra một lượng nhỏ dầu chuyên dụng lên trục ren để chống gỉ và giảm mòn.
Không dùng để đo chi tiết đang quay: Gây hỏng đầu đo và nguy hiểm.
Câu Hỏi Thường Gặp (FAQ) Về Thước Panme Trong
Thước panme trong có độ chính xác bao nhiêu?
Độ chính xác phổ biến là 0,01mm đối với loại cơ khí, và 0,001mm (1µm) đối với loại kỹ thuật số cao cấp. Một số dòng chuyên dụng đạt 0,0005mm.
Làm thế nào để biết thước panme trong đã hết pin?
Đối với dòng điện tử, khi màn hình hiện chữ “LO” hoặc “BAT”, đó là lúc cần thay pin. Một số dòng tự tắt sau vài phút không sử dụng để tiết kiệm pin.
Có thể dùng thước panme trong để đo rãnh trong không?
Có, nhưng cần chọn loại đầu đo phù hợp (đầu đo có cạnh sắc hoặc đầu cầu). Loại ba điểm có sẵn các đầu đo thay thế cho rãnh.
Đơn vị đo mặc định của thước panme trong là gì?
Đa số thước panme trong sử dụng đơn vị mm. Một số dòng nhập từ Mỹ hoặc Anh có thể có thêm inch. Dòng kỹ thuật số cho phép chuyển đổi nhanh giữa mm và inch.
Giá thước panme trong khoảng bao nhiêu?
Giá dao động từ vài trăm nghìn đồng đối với hàng Trung Quốc giá rẻ (độ chính xác thấp) đến vài triệu hoặc chục triệu đồng đối hàng Nhật, Thụy Sỹ. Dòng kỹ thuật số thường đắt gấp 2-3 lần dòng cơ.
Kết Luận
Thước panme trong là công cụ không thể thiếu trong các xưởng cơ khí chính xác, phòng thí nghiệm đo lường và kiểm tra chất lượng. Hiểu rõ cấu tạo, nguyên lý, cách đọc và những lưu ý khi sử dụng sẽ giúp bạn khai thác tối đa khả năng của thiết bị, đảm bảo độ chính xác cho từng chi tiết gia công. Dù bạn chọn loại cơ khí truyền thống hay kỹ thuật số hiện đại, việc đầu tư thời gian để rèn luyện kỹ năng đo panme trong là khoản đầu tư xứng đáng, góp phần nâng cao chất lượng sản phẩm và uy tín của doanh nghiệp. Đừng quên bảo quản thước đúng cách và hiệu chuẩn định kỳ để duy trì độ tin cậy lâu dài.