Độ phẳng bề mặt đóng vai trò sống còn trong vô số lĩnh vực, từ xây dựng nền móng công trình, lắp đặt máy móc công nghiệp đến sản xuất linh kiện điện tử cao cấp. Một bề mặt không đảm bảo độ phẳng có thể dẫn đến sai số tích lũy, giảm tuổi thọ thiết bị, hoặc gây mất an toàn nghiêm trọng. Việc nắm vững cách kiểm tra độ phẳng không chỉ giúp bạn kiểm soát chất lượng sản phẩm mà còn tối ưu hóa quy trình vận hành. Bài viết này sẽ cung cấp cho bạn kiến thức toàn diện, từ các phương pháp thủ công truyền thống đến công nghệ đo lường hiện đại, giúp bạn lựa chọn đúng công cụ và quy trình cho từng loại bề mặt cụ thể.
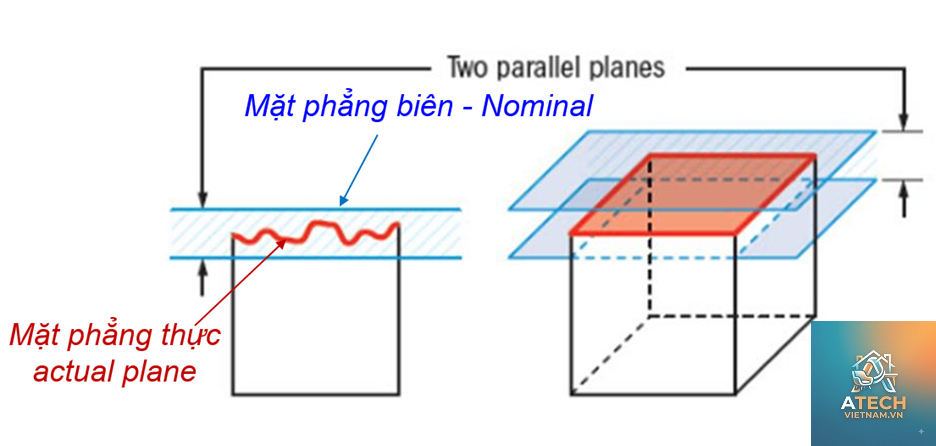
Trước khi đi vào cách kiểm tra độ phẳng, cần hiểu rõ bản chất của khái niệm này. Trong kỹ thuật và đo lường, độ phẳng (flatness) là mức độ chênh lệch của một bề mặt thực tế so với một mặt phẳng lý tưởng về mặt hình học. Nói cách khác, nó đo lường mức độ “gồ ghề” hoặc “cong vênh” của bề mặt trên toàn bộ diện tích, không phải chỉ trên một đường thẳng đơn lẻ.
Tầm quan trọng của việc kiểm tra độ phẳng thể hiện rõ qua các khía cạnh sau:
Đảm bảo lắp ráp chính xác: Các chi tiết máy, khung máy, bàn máy CNC cần độ phẳng để các bộ phận chuyển động êm, giảm ma sát và mài mòn.
Ổn định kết cấu: Trong xây dựng, sàn nhà, móng máy, đường băng phải phẳng để phân phối tải trọng đồng đều và tránh nứt vỡ.
Kiểm soát chất lượng sản phẩm: Bề mặt khuôn mẫu, tấm kính, bảng mạch in (PCB) cần độ phẳng cao để đảm bảo tính đồng nhất và chức năng.
Tuân thủ tiêu chuẩn: Nhiều tiêu chuẩn quốc tế như ISO 2768, DIN 876, JIS B7510 yêu cầu dung sai độ phẳng cụ thể cho từng ứng dụng.
Phân Loại Dụng Cụ Kiểm Tra Độ Phẳng
Dựa vào độ chính xác yêu cầu và tính chất công việc, người ta chia cách kiểm tra độ phẳng thành hai nhóm chính: phương pháp thủ công và phương pháp sử dụng thiết bị chuyên dụng.
1. Sử dụng thước thẳng và căn lá – phương pháp cơ bản nhất
Đây là cách kiểm tra độ phẳng đơn giản và phổ biến nhất trong xây dựng và cơ khí sửa chữa. Thước thẳng (thường làm bằng thép hợp kim hoặc nhôm định hình) có cạnh phẳng chuẩn được đặt lên bề mặt cần kiểm tra. Người thực hiện dùng căn lá (feeler gauge) để đo khe hở giữa thước và bề mặt tại nhiều vị trí khác nhau.
Quy trình thực hiện:
Chuẩn bị: Lau sạch bề mặt cần kiểm tra và cạnh thước thẳng.
Đặt thước: Đặt thước thẳng lên bề mặt theo các hướng khác nhau: dọc, ngang và chéo. Độ dài thước nên tối thiểu bằng 2/3 kích thước bề mặt.
Đo khe hở: Dùng căn lá có độ dày khác nhau để chèn vào khe hở lớn nhất giữa thước và bề mặt. Ghi lại giá trị.
Đánh giá: So sánh giá trị khe hở lớn nhất với dung sai cho phép. Nếu vượt quá, bề mặt không đạt yêu cầu.
Mẹo thực tế: Nên kiểm tra tại ít nhất 5 vị trí khác nhau trên bề mặt, đặc biệt là các vùng nghi ngờ lồi lõm. Kết quả đo phải được lấy trung bình hoặc lấy giá trị lớn nhất tùy theo tiêu chuẩn.
2. Kiểm tra độ phẳng bằng bàn rà và bột màu
Phương pháp này thường dùng trong các xưởng cơ khí chính xác để kiểm tra bề mặt của các chi tiết nhỏ như mặt bích, đế van hoặc bàn máy. Bàn rà (surface plate) là một tấm đá granite hoặc gang có độ phẳng cực cao (cấp chính xác từ 00 đến 2). Người thợ phết một lớp bột màu (blueing) mỏng lên bàn rà, sau đó đặt chi tiết lên và di chuyển nhẹ nhàng.
Các điểm tiếp xúc sẽ hút bột màu, để lộ ra những vùng lồi cao. Những vùng này sau đó được cạo sửa (scraping) để đạt độ phẳng mong muốn. Phương pháp này cho kết quả trực quan và độ chính xác rất cao (có thể đạt tới 0.002 mm).
3. Sử dụng đồng hồ so và bàn kiểm tra
Đây là cách kiểm tra độ phẳng phổ biến trong các phân xưởng cơ khí chuyên nghiệp. Một đồng hồ so (dial indicator) được gắn trên giá đỡ có thể di chuyển trên bàn kiểm tra phẳng. Chi tiết cần kiểm tra được đặt cố định trên bàn. Người thực hiện di chuyển đầu đo của đồng hồ so trên khắp bề mặt chi tiết, kim đồng hồ sẽ chỉ thị biến thiên độ cao.
Các bước cụ thể:
Gá đặt chi tiết chắc chắn trên bàn kiểm tra (thường là bàn granite).
Chỉnh đồng hồ so về zero tại một điểm tham chiếu trên bề mặt.
Di chuyển đầu đo theo các đường song song, cách đều nhau (ví dụ: lưới ô vuông 10×10 cm).
Ghi lại giá trị tại mỗi điểm. Độ phẳng được tính bằng hiệu số giữa giá trị lớn nhất và nhỏ nhất.
Đối với bề mặt lớn, có thể sử dụng đồng hồ so điện tử có kết nối máy tính để tự động vẽ biểu đồ 3D.
4. Phương pháp laser và quang học
Khi cần kiểm tra độ phẳng trên diện tích rộng hoặc yêu cầu độ chính xác cực cao, laser là lựa chọn tối ưu. Có hai dạng chính:
Máy cân bằng laser quay: Tạo ra một mặt phẳng laser tham chiếu. Máy thu tín hiệu di động được đặt trên bề mặt để đo chênh lệch. Phương pháp này nhanh, chính xác đến ±0.1 mm, thích hợp cho sàn nhà xưởng, móng turbine.
Autocollimator (kính tự chuẩn trực): Dùng chùm tia phản xạ từ gương gắn trên bề mặt để đo góc lệch. Kết hợp với việc dịch chuyển gương theo các bước đều, có thể tính toán độ phẳng với độ chính xác đến 1 giây cung (tương đương 0.005 mm trên 1 mét).
Lợi Ích Và Hạn Chế Của Từng Phương Pháp
Phương pháp
Lợi ích
Hạn chế
Thước thẳng + căn lá
Chi phí thấp, dễ thực hiện, không cần đào tạo nhiều
Độ chính xác hạn chế, chỉ đo được trên diện tích nhỏ, phụ thuộc tay nghề
Bàn rà + bột màu
Trực quan, độ chính xác rất cao, phù hợp cho sửa chữa chi tiết
Tốn thời gian, yêu cầu kỹ năng cao, bàn rà đắt tiền
Đồng hồ so + bàn kiểm tra
Đo được số liệu chính xác, lập biểu đồ, khách quan
Cần bàn kiểm tra phẳng chuẩn, thời gian đo lâu với bề mặt lớn
Laser quay
Nhanh, phạm vi rộng, chính xác tốt
Bị ảnh hưởng bởi rung động và nhiệt độ, thiết bị đắt
Autocollimator
Độ chính xác cực cao, ổn định
Phức tạp, yêu cầu kỹ thuật viên lành nghề
Sai Lầm Thường Gặp Khi Kiểm Tra Độ Phẳng Và Cách Khắc Phục
Ngay cả những kỹ thuật viên dày dạn kinh nghiệm cũng có thể mắc sai lầm khi thực hiện cách kiểm tra độ phẳng. Luôn vệ sinh kỹ bằng dung môi thích hợp trước khi đo.
Đo không đủ số điểm hoặc chỉ đo một hướng: Độ phẳng là đặc tính 2 chiều, cần đo theo cả chiều dọc, ngang và chéo. Ít nhất 9 điểm trên bề mặt hình chữ nhật.
Bỏ qua yếu tố nhiệt độ: Sự giãn nở nhiệt có thể làm thay đổi hình dạng bề mặt. Nên để chi tiết và dụng cụ đo ở cùng nhiệt độ phòng ít nhất 2 giờ trước khi đo.
Sử dụng thước thẳng không đạt chuẩn: Thước bị cong vênh, trầy xước sẽ cho kết quả sai. Kiểm tra thước định kỳ bằng cách đo trên bàn kiểm tra chuẩn.
Áp lực tay không đều: Khi dùng căn lá hoặc thước thẳng, lực ấn tay khác nhau tại các vị trí sẽ làm thay đổi khe hở. Cần giữ lực đều hoặc sử dụng giá đỡ cố định.
Ứng Dụng Thực Tế Trong Các Ngành
Trong xây dựng công trình
Kiểm tra độ phẳng sàn bê tông trước khi lát gạch hoặc đổ lớp hoàn thiện là bắt buộc. Cách kiểm tra độ phẳng phổ biến là dùng thước thẳng dài 2m và căn lá. Theo tiêu chuẩn TCVN 9377:2012, khe hở cho phép không quá 5 mm đối với sàn thông thường và 3 mm đối với sàn cao cấp. Kết hợp với máy cân bằng laser quay để kiểm tra độ phẳng tổng thể của nền móng nhà xưởng hoặc sân bay.
Trong cơ khí chính xác
Bàn máy phay CNC, mặt bích của máy nén khí, mặt tựa của trục chính đều yêu cầu độ phẳng rất cao (thường dưới 0.02 mm). Các xưởng cơ khí dùng đồng hồ so kỹ thuật số kết hợp với bàn granite cấp 00. Quy trình đo được lập trình trên máy tính để tự động xuất báo cáo dạng bảng màu (color map).
Trong ngành điện tử
Bề mặt của các tấm wafer silicon, kính hiển vi, hoặc đế gá chip cần độ phẳng ở mức micrometer. Máy đo tọa độ CMM (Coordinate Measuring Machine) sử dụng đầu dò laser hoặc cảm biến quang học là công cụ không thể thiếu. Dữ liệu từ máy CMM cho phép phân tích độ phẳng theo tiêu chuẩn ASME Y14.5, từ đó quyết định loại bỏ hay gia công lại linh kiện.
Lưu Ý Quan Trọng Để Đo Độ Phẳng Chính Xác
Để đảm bảo cách kiểm tra độ phẳng cho kết quả đáng tin cậy, cần tuân thủ các nguyên tắc sau:
Luôn hiệu chuẩn dụng cụ đo trước mỗi ca làm việc, đặc biệt là đồng hồ so và máy đo laser.
Chọn phương pháp phù hợp với độ chính xác yêu cầu và kích thước bề mặt. Không dùng thước thẳng 1m để đo sàn 100m².
Ghi chép đầy đủ dữ liệu tại từng điểm đo, kèm nhiệt độ và độ ẩm môi trường.
Đối với bề mặt lớn hoặc yêu cầu độ chính xác cao, ưu tiên phương pháp quang học hoặc CMM thay vì thủ công.
Xem xét độ phẳng trong bối cảnh lắp ráp: đôi khi một bề mặt hơi lồi vẫn chấp nhận được nếu nó được siết chặt với bề mặt đối diện.
Câu Hỏi Thường Gặp Về Cách Kiểm Tra Độ Phẳng
Độ phẳng và độ song song khác nhau thế nào?
Độ phẳng là đặc tính của một bề mặt so với mặt phẳng lý tưởng, trong khi độ song song là quan hệ giữa hai bề mặt hoặc giữa một bề mặt và một đường chuẩn. Một bề mặt có thể rất phẳng nhưng không song song với mặt bàn kiểm tra.
Có thể kiểm tra độ phẳng bằng nước không?
Ứng dụng rất hạn chế. Đổ nước lên bề mặt và quan sát mực nước có thể phát hiện vùng lồi lõm lớn, nhưng không chính xác do sức căng bề mặt và bay hơi. Chỉ dùng trong trường hợp bất khả kháng.
Dung sai độ phẳng phổ biến trong gia công cơ khí là bao nhiêu?
Theo ISO 2768-m, dung sai cho phép là 0.1 mm đối với kích thước danh nghĩa từ 0.5 đến 3 mm, và tăng dần theo kích thước. Đối với chi tiết yêu cầu cao (cấp chính xác 6-7), dung sai có thể từ 0.005 mm đến 0.02 mm.
Khi nào cần sử dụng máy đo tọa độ CMM?
Khi bề mặt có hình dạng phức tạp (cong, có lỗ), yêu cầu độ chính xác dưới 0.01 mm, hoặc cần báo cáo chi tiết với biểu đồ 3D. CMM cũng thường được dùng để kiểm tra độ phẳng của các chi tiết loạt lớn trong sản xuất.
Chi phí cho một lần kiểm tra độ phẳng là bao nhiêu?
Tùy thuộc vào phương pháp và diện tích. Phương pháp thủ công gần như miễn phí. Dịch vụ đo laser chuyên nghiệp có thể từ 500.000 đồng đến 3 triệu đồng cho mỗi lần đo tùy vị trí. Đo CMM trong phòng thí nghiệm thường tính theo giờ máy, khoảng 200.000 – 500.000 đồng/giờ.
Kết Luận
Việc nắm vững cách kiểm tra độ phẳng là kỹ năng không thể thiếu đối với kỹ sư cơ khí, xây dựng và kiểm soát chất lượng. Mỗi phương pháp đều có ưu nhược điểm riêng, từ đơn giản như thước thẳng đến phức tạp như máy CMM. Lựa chọn đúng công cụ, tuân thủ quy trình và tránh những sai lầm phổ biến sẽ giúp bạn đảm bảo chất lượng sản phẩm và tiết kiệm chi phí sửa chữa. Trong thời đại công nghiệp 4.0, việc kết hợp các thiết bị đo kỹ thuật số với phần mềm phân tích dữ liệu đang trở thành xu hướng, mang lại độ chính xác và hiệu quả vượt trội cho việc kiểm soát độ phẳng trong mọi lĩnh vực sản xuất.