Việc xác định chính xác độ dày vật liệu kim loại là yêu cầu then chốt trong nhiều ngành công nghiệp, từ sản xuất cơ khí, chế tạo ô tô, hàng không đến xây dựng và kiểm định chất lượng. Một sai số nhỏ trong phép đo có thể dẫn đến hư hỏng kết cấu, tăng chi phí sản xuất hoặc ảnh hưởng đến tuổi thọ sản phẩm.
Khái niệm cơ bản về độ dày kim loại và tại sao cần đo chính xác
Độ dày kim loại là khoảng cách giữa hai bề mặt song song của một tấm kim loại, thường được tính bằng milimet (mm) hoặc micromet (µm). Trong sản xuất, thông số này quyết định khả năng chịu lực, trọng lượng, chi phí nguyên vật liệu và tính năng gia công của sản phẩm. Việc đo lường không chỉ giúp kiểm tra chất lượng đầu vào mà còn giám sát độ mài mòn trong quá trình vận hành, phát hiện sớm các vết nứt, ăn mòn hoặc biến dạng bên trong kết cấu kim loại.
Các ngành công nghiệp như đóng tàu, dầu khí, chế tạo máy bay yêu cầu các tiêu chuẩn đo lường rất khắt khe theo tiêu chuẩn quốc tế (ISO, ASTM). Kiểm tra độ dày kim loại định kỳ giúp đảm bảo an toàn lao động, tránh sự cố rò rỉ hoặc gãy đổ.
Phân loại các phương pháp đo độ dày kim loại phổ biến
Có nhiều cách đo độ dày kim loại, được chia thành hai nhóm chính: đo tiếp xúc và đo không tiếp xúc. Mỗi nhóm có nguyên lý hoạt động, ưu điểm và phạm vi ứng dụng riêng.
1. Phương pháp đo tiếp xúc cơ học
Đây là các phương pháp truyền thống, sử dụng dụng cụ đo trực tiếp lên bề mặt kim loại. Bao gồm thước cặp (caliper), panme (micrometer), đồng hồ so (dial indicator).
Thước cặp (Caliper): Dùng để đo kích thước ngoài, trong và độ sâu. Độ chính xác thường từ ±0.02 mm đến ±0.05 mm. Phù hợp với các tấm kim loại có độ dày lớn hơn 0.5 mm và yêu cầu không quá cao về sai số.
Panme (Micrometer): Đo chính xác hơn thước cặp, đạt ±0.001 mm. Nguyên lý dùng trục đo di chuyển qua ống ren, đầu đo tiếp xúc bề mặt cần đo. Thường dùng cho các chi tiết nhỏ, độ dày mỏng từ 0.01 mm trở lên.
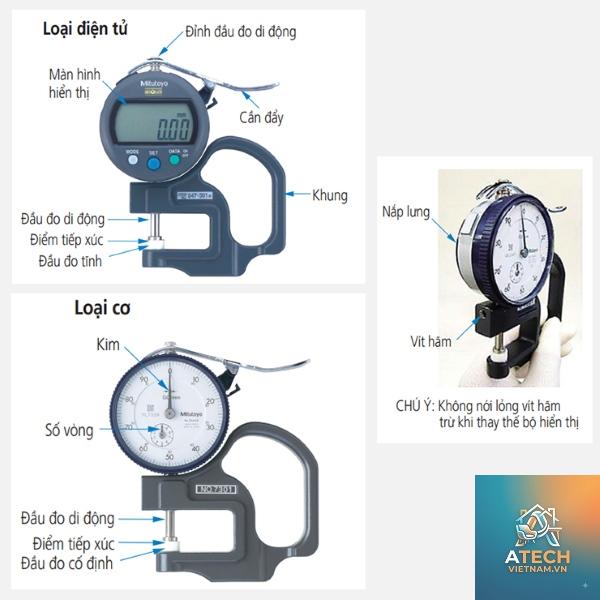
Đồng hồ so (Dial Indicator): Kết hợp với giá đỡ hoặc đồ gá chuyên dụng để đo độ dày của tấm kim loại mỏng, thường dùng trong kiểm tra độ phẳng, độ song song.
Ưu điểm chung của nhóm này là chi phí thấp, dễ sử dụng, không yêu cầu nguồn điện. Nhược điểm là chỉ đo được bề mặt ngoài, không thể đo khi một mặt không tiếp cận được (ví dụ ống dẫn kín), dễ sai số do lực đo không đều.
2. Phương pháp đo không tiếp xúc
Dùng sóng âm, sóng điện từ hoặc laser để xác định độ dày mà không cần tiếp xúc trực tiếp. Phổ biến nhất là máy đo độ dày kim loại siêu âm, máy đo bằng cảm biến từ trường (dòng điện xoáy) và máy đo laser.
Máy đo độ dày siêu âm (Ultrasonic Thickness Gauge): Nguyên lý phát sóng siêu âm (2–10 MHz) xuyên qua kim loại, đo thời gian sóng đi và phản xạ từ mặt đáy. Từ vận tốc âm trong vật liệu, máy tính ra độ dày. Phương pháp này phổ biến nhất trong các ngành công nghiệp vì có thể đo từ một phía, ngay cả khi bề mặt bên kia không thể chạm tới (bồn chứa, ống dẫn dầu). Độ chính xác ±0.01 mm đến ±0.1 mm tùy máy và điều kiện bề mặt.
Máy đo độ dày bằng dòng điện xoáy (Eddy Current): Dùng cuộn dây tạo từ trường xoay chiều, cảm ứng dòng xoáy trong kim loại. Sự thay đổi điện trở hoặc độ tự cảm đo được giúp xác định độ dày lớp kim loại. Phù hợp với các lớp phủ mỏng hoặc màng kim loại, độ chính xác cao (µm).
Máy đo laser (Laser Distance Sensor): Đo khoảng cách từ đầu laser đến bề mặt kim loại. Nếu biết vị trí đặt chuẩn, có thể tính độ dày tấm. Thường dùng trong dây chuyền sản xuất tự động, tốc độ nhanh, nhưng yêu cầu bề mặt sạch và không phù hợp với vật liệu trong suốt hoặc phản chiếu mạnh.
So sánh chi tiết các phương pháp đo độ dày kim loại
Phương pháp
Nguyên lý
Độ chính xác
Phạm vi đo
Ưu điểm
Hạn chế
Thước cặp
Cơ – trượt hàm đo
±0.02 – 0.05 mm
0.1 – 200 mm
Rẻ, dễ dùng
Yêu cầu tiếp xúc hai mặt
Panme
Cơ – ren xoay
±0.001 – 0.005 mm
0.01 – 50 mm
Độ chính xác cao
Giới hạn kích thước, khó đo tấm lớn
Siêu âm
Sóng âm tần số cao
±0.01 – 0.1 mm
0.5 – 500 mm (tùy vật liệu)
Đo một mặt, kiểm tra ăn mòn
Cần gel tiếp âm, bề mặt nhám ảnh hưởng
Dòng điện xoáy
Từ trường xoay chiều
±1 – 5 µm
0.01 – 5 mm (kim loại dẫn điện)
Chính xác với lớp mỏng, không tiếp xúc
Chỉ dùng với kim loại dẫn điện, độ dày nhỏ
Laser
Quang học – thời gian bay
±0.01 – 0.5 mm
50 – 2000 mm (tùy sensor)
Không tiếp xúc, đo nhanh
Bề mặt phải mờ, dễ sai với bề mặt bóng
Hướng dẫn chi tiết cách đo độ dày kim loại bằng máy siêu âm
Máy đo siêu âm là lựa chọn hàng đầu khi cần cách đo độ dày kim loại từ một phía, đặc biệt với các cấu kiện dạng ống, bồn chứa, vỏ tàu.
Bước 1: Chuẩn bị dụng cụ và bề mặt đo
Máy đo độ dày siêu âm (ví dụ Olympus 38DL PLUS, Dakota Ultrasonix MX-2).
Đầu dò (probe) phù hợp tần số: 2.25 MHz cho thép dày, 5 MHz hoặc 7.5 MHz cho vật liệu mỏng.
Gel tiếp âm (couplant) như gel glycerin, nước hoặc gel chuyên dụng để loại bỏ khe hở không khí.
Miếng căn mẫu (calibration block) có độ dày đã biết.
Làm sạch bề mặt kim loại: loại bỏ sơn, rỉ sét, dầu mỡ bằng giấy nhám hoặc dung môi. Bề mặt càng phẳng, mịn thì kết quả càng chính xác.
Bước 2: Hiệu chuẩn máy đo
Bật máy, chọn chế độ đo vận tốc âm tương ứng với vật liệu (ví dụ thép carbon: 5920 m/s, inox: 5790 m/s, nhôm: 6320 m/s). Đặt đầu dò lên miếng căn mẫu đã bôi gel, ấn nhẹ đến khi máy hiển thị giá trị ổn định. Chỉnh máy đến khi hiển thị đúng độ dày căn mẫu. Nên hiệu chuẩn trên cả hai điểm (thường là 5 mm và 100 mm) để đảm bảo tuyến tính.
Bước 3: Tiến hành đo
Bôi một lớp gel mỏng lên vị trí đo trên kim loại. Đặt đầu dò vuông góc với bề mặt, áp nhẹ cho đến khi máy phát tín hiệu (thường xuất hiện dạng sóng hoặc số ổn định). Đọc kết quả trên màn hình. Di chuyển đầu dò qua lại nhẹ nhàng để tìm giá trị nhỏ nhất (độ dày thực tế, tránh đo vết lõm). Ghi lại nhiều điểm đo trên cùng một tấm để có giá trị trung bình và phát hiện vùng mỏng bất thường.
Bước 4: Đánh giá kết quả
So sánh với dung sai cho phép. Nếu độ dày đo được nhỏ hơn giới hạn tối thiểu, cần kiểm tra chi tiết hơn (siêu âm mối hàn, chụp X quang). Lưu ý rằng các khuyết tật bên trong như tách lớp, rỗ khí có thể làm sai lệch kết quả.
Ứng dụng thực tế của các phương pháp đo độ dày kim loại
Việc lựa chọn cách đo độ dày kim loại phù hợp phụ thuộc vào loại vật liệu, hình dạng, yêu cầu độ chính xác và điều kiện làm việc.
Ngành công nghiệp dầu khí: Dùng máy siêu âm để kiểm tra độ dày thành ống dẫn, bồn chứa xăng dầu, phát hiện ăn mòn bên trong mà không cần tháo dỡ.
Chế tạo ô tô: Panme và thước cặp thường được dùng để kiểm tra độ dày tấm thép thân xe, đảm bảo đúng thông số thiết kế. Đo siêu âm kiểm tra lớp sơn phủ.
Ngành hàng không: Yêu cầu cực kỳ khắt khe, sử dụng máy đo dòng điện xoáy để kiểm tra độ dày lớp phủ chống ăn mòn trên vỏ máy bay, hoặc siêu âm để kiểm tra độ mỏng cánh tua bin.
Ngành xây dựng: Kiểm tra độ dày thép chịu lực, thép hình, thép tấm trong các công trình cầu, nhà thép tiền chế. Thước cặp và máy siêu âm được dùng phổ biến.
Ngành điện tử: Đo độ dày lá kim loại mỏng (đồng, nhôm) dùng trong mạch in, tụ điện. Máy đo dòng điện xoáy có độ chính xác micromet.
Sai lầm thường gặp khi đo độ dày kim loại và cách tránh
Không hiệu chuẩn máy trước khi đo: Đặc biệt với máy siêu âm, nếu không căn chỉnh vận tốc âm theo vật liệu, kết quả có thể sai lệch từ 5% đến 20%. Luôn hiệu chuẩn trên mẫu chuẩn cùng loại.
Bề mặt đo không sạch hoặc không phẳng: Lớp sơn dày, gỉ sét hoặc dầu mỡ sẽ làm giảm độ chính xác của thước cặp và máy siêu âm. Vệ sinh bằng nhám mịn và dung môi trước khi đo.
Lực đo không đều (đối với panme và thước cặp): Dùng lực quá mạnh làm biến dạng vật liệu mỏng, quá nhẹ dẫn đến khe hở. Sử dụng panme có cơ cấu chống lực (ratchet stop).
Đo ở vị trí không đại diện: Chỉ đo một điểm duy nhất trên tấm kim loại có thể bỏ qua vùng mỏng cục bộ do ăn mòn. Cần đo tối thiểu 5 điểm/phân bố đều.
Không sử dụng gel tiếp âm hoặc dùng sai loại: Với siêu âm, gel là yếu tố bắt buộc. Sử dụng gel không phù hợp (quá loãng, quá đặc) sẽ làm mất tín hiệu.
Lưu ý quan trọng khi lựa chọn thiết bị đo độ dày kim loại
Ngân sách và tần suất sử dụng: Nếu chỉ đo thỉnh thoảng, thước cặp điện tử hoặc panme cơ là đủ. Nếu đo thường xuyên trong kiểm tra không phá hủy (NDT), đầu tư máy siêu âm chất lượng là cần thiết.
Đặc điểm vật liệu: Kim loại dẫn điện tốt (đồng, nhôm) phù hợp với dòng điện xoáy. Vật liệu có cấu trúc hạt thô (gang xám) gây suy hao sóng siêu âm, cần đầu dò tần số thấp.
Hình dạng kết cấu: Đối với ống có đường kính nhỏ hoặc mặt cong, cần đầu dò siêu âm cong hoặc sensor laser điểm nhỏ.
Môi trường đo: Nhiệt độ cao làm thay đổi vận tốc âm, cần bù nhiệt. Nơi có độ rung động mạnh có thể gây sai số cho phép đo cơ học.
Câu hỏi thường gặp về cách đo độ dày kim loại (FAQ)
Cách đo độ dày kim loại không cần tiếp xúc là gì?
Phương pháp đo siêu âm và đo bằng dòng điện xoáy là hai cách không tiếp xúc phổ biến, chỉ cần chạm đầu dò vào một mặt hoặc đặt gần bề mặt. Máy đo laser cũng là lựa chọn không tiếp xúc nhưng yêu cầu bề mặt phẳng và không bị phản chiếu.
Máy đo độ dày kim loại bằng siêu âm có chính xác không?
Độ chính xác của máy đo siêu âm thường nằm trong khoảng ±0.01 mm đến ±0.1 mm khi sử dụng đúng cách, hiệu chuẩn chuẩn xác và bề mặt sạch. Đây là phương pháp được công nhận trong nhiều tiêu chuẩn quốc tế (ASTM E797).
Đo độ dày kim loại bằng thước cặp có đủ chính xác cho sản xuất cơ khí không?
Với độ chính xác ±0.02 mm, thước cặp đáp ứng hầu hết yêu cầu gia công cơ khí thông thường. Tuy nhiên, với các chi tiết có dung sai nhỏ hơn 0.01 mm (ví dụ trong chế tạo khuôn mẫu), nên dùng panme hoặc máy siêu âm.
Làm sao để đo độ dày kim loại khi một mặt bị khuất?
Chỉ có máy đo siêu âm và máy đo dòng điện xoáy mới có thể đo từ một phía. Đầu dò siêu âm được đặt lên bề mặt tiếp cận được, sóng đi xuyên qua và phản xạ từ mặt đối diện.
Có thể do bề mặt không đều, lớp phủ dày, gel tiếp âm không đủ, hoặc đầu dò không được giữ vuông góc. Kiểm tra lại các yếu tố này, nếu vẫn dao động thì có thể vật liệu có khuyết tật bên trong.
Kết luận
Việc nắm vững cách đo độ dày kim loại là kỹ năng không thể thiếu đối với kỹ sư cơ khí, kiểm định viên chất lượng và thợ gia công kim loại. Tùy Trong đó, máy đo siêu âm nổi bật nhờ khả năng đo một mặt và phát hiện ăn mòn – ứng dụng rộng rãi trong bảo trì công nghiệp. Dù chọn phương pháp nào, việc tuân thủ quy trình hiệu chuẩn, vệ sinh bề mặt và lấy mẫu nhiều điểm sẽ giúp kết quả đo đạt độ tin cậy cao, từ đó nâng cao chất lượng sản phẩm và an toàn vận hành. Đầu tư vào thiết bị đo lường chính xác và đào tạo người sử dụng là một trong những yếu tố then chốt giúp doanh nghiệp tối ưu hóa sản xuất và kiểm soát rủi ro.









")
