Khoan lỗ trên thanh nhôm định hình là một thao tác kỹ thuật phổ biến trong lắp ráp máy móc, nội thất văn phòng, hệ thống băng tải và các công trình tự động hóa. Khác với khoan thép hay gỗ, nhôm định hình có profile rỗng và thành mỏng, đòi hỏi cách khoan lỗ trên thanh nhôm định hình đúng kỹ thuật để tránh biến dạng, nứt vỡ hoặc bavia. Bài viết này cung cấp quy trình chuẩn từ chọn mũi khoan, căn chỉnh tọa độ đến các mẹo vặt thực tế, giúp bạn thực hiện công việc nhanh chóng và chính xác.
Bản chất của việc khoan lỗ trên thanh nhôm định hình
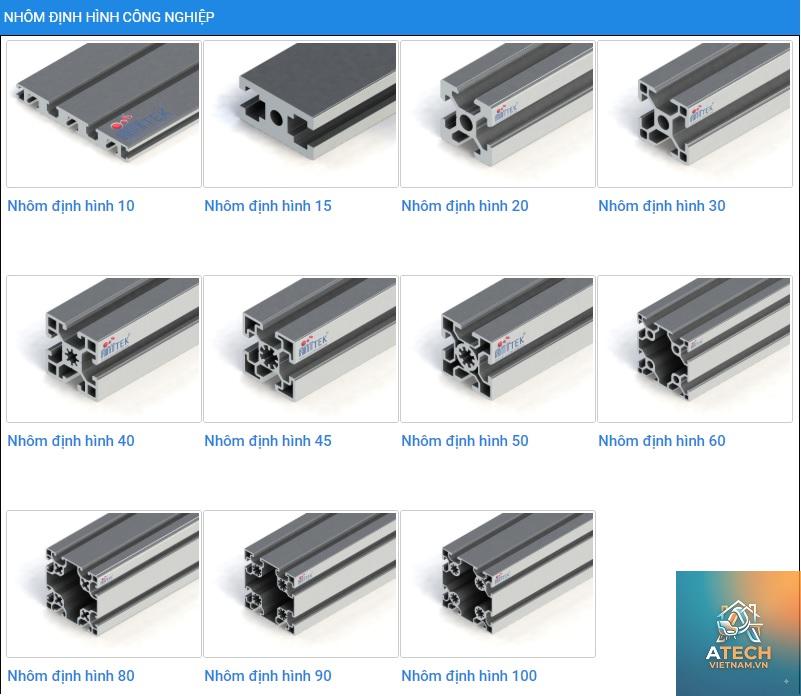
Thanh nhôm định hình (profile nhôm) được sản xuất bằng phương pháp đùn ép, có cấu trúc rãnh và lòng rỗng để giảm trọng lượng. Khi khoan, lực cắt tác động trực tiếp lên thành mỏng (thường từ 1.5mm đến 3mm), dễ gây ra hiện tượng rung động, bavia dày hoặc làm biến dạng profile nếu không dùng đúng tốc độ và mũi khoan chuyên dụng. Mục tiêu cuối cùng là tạo ra lỗ vuông góc, kích thước chính xác để lắp bu lông, vít hoặc các phụ kiện kết nối.
Phân loại dụng cụ và thiết bị cần chuẩn bị
Máy khoan phù hợp với nhôm định hình
Máy khoan cầm tay: Tốc độ thay đổi được (từ 1000–3000 vòng/phút), lý tưởng cho các lỗ nhỏ dưới 8mm và thi công tại chỗ.
Máy khoan bàn: Đảm bảo độ chính xác vuông góc, thích hợp cho sản xuất hàng loạt hoặc khoan lỗ chính xác cao.
Máy khoan từ: Dùng khi cần khoan lỗ lớn trên profile có sẵn trong kết cấu cố định.
Mũi khoan chuyên dụng cho nhôm định hình
Loại mũi khoan
Đường kính phổ biến
Đặc điểm
Mũi khoan thép gió HSS (High-Speed Steel)
3–12mm
Giá rẻ, dễ mài lại, phù hợp khoan thủ công với tốc độ thấp
Mũi khoan hợp kim (Carbide)
4–20mm
Độ cứng cao, giữ lưỡi cắt lâu, giảm bavia – tối ưu cho sản xuất
Mũi khoan bậc (Step drill)
4–20mm
Khoan nhiều kích thước lỗ chỉ với một mũi, giảm thao tác thay mũi
Mũi khoan có đầu phay (Center drill)
2–6mm
Tạo lỗ định tâm trước, tăng độ chính xác cho lỗ khoan sau
Dầu bôi trơn và dung dịch làm mát
Dùng dầu cắt gọt (cutting oil) hoặc dung dịch làm mát pha loãng giúp giảm ma sát, tránh nhôm bám dính vào lưỡi khoan, đồng thời tản nhiệt nhanh. Trường hợp khoan nhanh có thể dùng bình xịt dầu silicon hoặc dầu thực vật pha nước.
Dụng cụ đo và căn chỉnh
Thước cặp (caliper) hoặc thước đo kích thước lỗ.
Dưỡng khoan (drill jig) hoặc template để định vị tọa độ lỗ chính xác.
Máy dò tâm (center punch) để đánh dấu vị trí trước khi khoan.
Kẹp hoặc gá kẹp chuyên dụng giữ thanh nhôm cố định.
Quy trình chi tiết cách khoan lỗ trên thanh nhôm định hình
Bước 1: Đánh dấu vị trí lỗ chính xác
Sử dụng thước cặp hoặc máy đo tọa độ để xác định tâm lỗ trên bề mặt profile. Dùng dưỡng khoan có sẵn hoặc giấy kẻ ly làm template để đánh dấu bằng bút dạ kim loại. Với các lỗ đối xứng trên hai mặt, đo và đánh dấu cả hai bên để đảm bảo trùng khớp. Sau đó dùng mũi đột (center punch) đánh dấu tâm lỗ, giúp mũi khoan không bị trượt ban đầu.
Bước 2: Cố định thanh nhôm định hình
Đặt thanh nhôm lên bàn khoan hoặc kẹp chặt vào gá. Tránh kẹp quá mạnh gây biến dạng thành rỗng. Nếu khoan tay, nên dùng kẹp chữ C hoặc kẹp chuyên dụng ở hai đầu thanh, phần khoan nằm giữa để giảm rung. Với profile dài, dùng thêm thanh chống (support bar) bên dưới để khỏi bị võng.
Bước 3: Lựa chọn tốc độ khoan phù hợp
Tốc độ khoan nhôm thường cao hơn khoan thép nhưng thấp hơn khoan gốm. Luật cơ bản: với mũi HSS duy trì 3.000–8.000 vòng/phút (tùy đường kính lỗ nhỏ dưới 6mm thì cao hơn, lỗ to hơn 10mm giảm tốc độ). Mũi hợp kim chạy nhanh hơn 5.000–10.000 vòng/phút. Nếu máy khoan có núm điều chỉnh, chọn mức 2–3 trên thang 5 để giữ lực cắt vừa phải.
Bước 4: Tiến hành khoan với kỹ thuật đúng
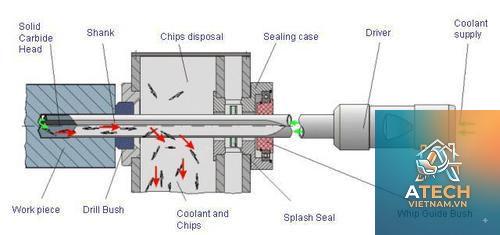
Đặt mũi khoan vuông góc với bề mặt thanh nhôm, giữ tay hoặc mâm khoan ổn định. Nhấn nhẹ nhàng tạo lỗ định tâm trước, sau đó tăng dần áp lực. Khi khoan xuyên qua thành đầu tiên, thấy lực giảm, giảm áp lực để tránh vỡ mép phía bên kia. Với lỗ sâu hoặc khoan xuyên hai thành, nên khoan hai mặt riêng hoặc dùng mũi khoan dài chuyên dụng. Thỉnh thoảng rút mũi khoan ra để bavia và phoi nhôm không tích tụ.
Bước 5: Vệ sinh và tạo ba via
Sau khi khoan, dùng dao hoặc dụng cụ tạo bavia (deburring tool) để gọt sạch gờ nhỏ ở mép lỗ. Dùng giấy nhám mịn (grit 400) bo tròn nhẹ các cạnh. Cuối cùng thổi sạch phoi nhôm bằng khí nén hoặc dùng bàn chải.
So sánh các phương pháp khoan lỗ trên thanh nhôm định hình
Phương pháp
Ưu điểm
Nhược điểm
Phù hợp
Khoan tay cầm máy
Linh hoạt, di động, ít thiết bị
Khó căn chỉnh vuông góc, dễ lệch lỗ
Sửa chữa, prototype, lắp ráp tại chỗ
Khoan bàn
Chính xác cao, lỗ đều, ít bavia
Không mang được, cần không gian cố định
Sản xuất hàng loạt, yêu cầu dung sai chặt
Khoan CNC
Tự động hóa, năng suất cao, lỗ phức tạp
Chi phí đầu tư lớn, cần lập trình
Nhà máy gia công nhôm chuyên nghiệp
Khoan dùng dưỡng (jig)
Độ chính xác lỗ liên tiếp cao, không cần đo đạc nhiều
Phải chế tạo dưỡng riêng cho từng profile
Dự án lặp đi lặp lại
Lợi ích của việc khoan lỗ đúng kỹ thuật
Đảm bảo độ bền kết nối: Bu lông hoặc vít bắt chặt, không bị long ra theo thời gian.
Giảm nguy cơ hư hỏng profile: Không bị nứt, rạn hay mất tính thẩm mỹ.
Tiết kiệm thời gian lắp ráp: Lỗ khoan chính xác giúp các chi tiết khớp ngay lần đầu.
Tăng tính chuyên nghiệp cho sản phẩm: Sản phẩm hoàn thiện có độ hoàn hảo cao.
Hạn chế và thách thức khi khoan profile nhôm rỗng
Nhược điểm chính là khả năng bị biến dạng hoặc bavia nhiều nếu dùng mũi khoan cùn hoặc tốc độ không phù hợp. Thành mỏng của profile rất dễ bị khoan lệch nếu không có kỹ thuật căn chỉnh tốt. Ngoài ra, phoi nhôm nhỏ có thể gây kẹt vào rãnh hoặc ảnh hưởng đến sự di chuyển của con trượt trong hệ thống băng tải.
Ứng dụng thực tế của kỹ thuật khoan lỗ thanh nhôm định hình
Trong lắp ráp bàn làm việc thông minh, người kỹ thuật viên thường phải khoan lỗ 6mm để gắn bát lục giác nối các thanh dọc và ngang. Trong ngành tự động hóa, khoan lỗ M5 hoặc M6 để lắp cảm biến, bộ giới hạn hành trình trên khung máy. Với các hệ thống băng tải con lăn, khoan lỗ chính xác là điều kiện tiên quyết để các ray dẫn hướng hoạt động trơn tru. Thậm chí trong trang trí nội thất như kệ tivi, khoan lỗ mù (chỉ xuyên một mặt) để vít giấu đầu tạo thẩm mỹ.
Sai lầm thường gặp khi khoan lỗ trên thanh nhôm định hình và cách khắc phục
Dùng mũi khoan cùn hoặc không đúng loại
Mũi khoan gãy hoặc cùn tạo ra lực ma sát lớn, đốt nóng nhôm, gây bavia dày và chảy nhựa. Luôn kiểm tra lưỡi cắt, mài lại hoặc thay mũi khoan mới. Nếu khoan liên tục nhiều lỗ, nên phun dầu cắt gọt sau mỗi 5 lỗ.
Khoan ở tốc độ quá thấp hoặc quá cao
Tốc độ thấp (<1000 vòng/phút) làm nhôm bám dính; tốc độ quá cao (>12000 vòng/phút) khiến mũi khoan mòn nhanh. Theo những chuyên gia gia công nhôm, tốc độ lý tưởng là 3.000–6.000 vòng/phút cho lỗ dưới 10mm với mũi HSS, và 5.000–10.000 vòng/phút với mũi carbide.
Không cố định phôi hoặc cố định sai
Không kẹp chặt dẫn đến profile xoay theo mũi khoan, gây lỗ lệch. Hoặc kẹp quá lực làm bẹp thành nhôm. Cần kẹp vừa phải, kết hợp đệm cao su giữa má kẹp và profile để bảo vệ bề mặt.
Không vệ sinh bavia sau khi khoan
Bavia sắc cạnh gây nguy hiểm khi cầm nắm và khi lắp vít sẽ bị cấn. Tạo bavia ngay lập tức sau khi khoan để lỗ thành phẩm mịn màng.
Lưu ý quan trọng để khoan lỗ thanh nhôm định hình thành công
Luôn đeo kính bảo hộ và găng tay chống cắt vì phoi nhôm có thể văng vào mắt.
Nếu khoan gần rãnh T-slot, dùng miếng nhựa chèn lót để tránh lưỡi khoan làm hỏng rãnh.
Đánh dấu vị trí lỗ trước khi khoan và kiểm tra khoảng cách tối thiểu ít nhất 5mm từ mép thanh để tránh nứt.
Với các lỗ có ren (taro), khoan lỗ với đường kính bằng 0.85 lần đường kính ren (ví dụ ren M6 khoan lỗ 5mm) sau đó taro từ từ.
Không khoan liên tục ở một điểm nếu thấy khói hoặc mùi khét – cần nghỉ để mũi khoan nguội.
Câu hỏi thường gặp về cách khoan lỗ trên thanh nhôm định hình
Cần chuẩn bị những gì trước khi khoan lỗ?
Bạn cần máy khoan tốc độ biến thiên, mũi khoan sắc bén (HSS hoặc carbide), dầu bôi trơn, dụng cụ đo (thước cặp, căn mẫu), kẹp giữ và thiết bị bảo hộ. Quan trọng nhất là đảm bảo phôi được kẹp chặt trên bệ phẳng.
Làm thế nào để khoan lỗ trên thanh nhôm không bị bavia?
Sử dụng mũi khoan hợp kim (carbide) hoặc mũi khoan bậc (step drill) có thiết kế lưỡi cắt sắc bén. Luôn duy trì tốc độ khoan thích hợp và bôi trơn liên tục. Sau khi khoan, dùng dao vát mép chuyên dụng loại bỏ bavia ngay.
Tốc độ khoan lý tưởng cho nhôm định hình là bao nhiêu?
Tốc độ khuyến nghị nằm trong khoảng 3.000–8.000 vòng/phút tùy đường kính lỗ và loại mũi khoan. Với lỗ dưới 3mm có thể dùng tốc độ cao hơn (8000–10000 vòng/phút), lỗ trên 10mm nên giảm xuống 2000–3000 vòng/phút.
Có nên dùng mũi khoan thép gió thay vì carbide không?
Mũi HSS phù hợp nếu bạn chỉ khoan vài lỗ hoặc không có ngân sách lớn. Tuy nhiên mũi carbide cho chất lượng lỗ tốt hơn, ít bavia và thời gian giữa các lần mài dài hơn. Với sản xuất liên tục, đầu tư mũi carbide là lựa chọn tối ưu.
Khoan lỗ trên thanh nhôm profile có cần dưỡng không?
Với lỗ đơn lẻ có thể không cần, nhưng nếu có nhiều lỗ đối xứng hoặc khoảng cách chính xác thì dưỡng khoan giúp tiết kiệm thời gian đo đạc và đảm bảo độ đồng nhất. Dưỡng có thể mua sẵn hoặc tự chế bằng đế gỗ hoặc nhựa cứng.
Kết luận
Nắm vững cách khoan lỗ trên thanh nhôm định hình không đơn thuần là thao tác gia công cơ khí, mà còn là nghệ thuật kết hợp giữa kỹ thuật đo chính xác, lựa chọn dụng cụ tối ưu và kinh nghiệm thao tác. Từ khâu chuẩn bị dụng cụ, cố định phôi đến kiểm soát tốc độ và xử lý bavia, mỗi bước đều ảnh hưởng đến chất lượng mối ghép và tuổi thọ của kết cấu nhôm. Áp dụng đúng quy trình sẽ giúp bạn tạo ra những lỗ khoan đẹp, vuông vắn và chịu lực tốt, phục vụ hiệu quả cho mọi dự án từ khung máy đơn giản đến hệ thống tự động hóa phức tạp. Thực hành thường xuyên và luôn chú ý đến an toàn lao động là chìa khóa để thành công trong công việc này.