Đo độ côn là một trong những kỹ năng then chốt trong ngành cơ khí chính xác, chế tạo máy và sửa chữa. Việc nắm vững cách đo độ côn không chỉ giúp kiểm tra chất lượng sản phẩm mà còn đảm bảo khả năng lắp ráp, truyền lực và vận hành ổn định của các chi tiết máy. Trong bài viết này,
Độ côn (taper) là tỷ lệ thay đổi đường kính của một chi tiết hình nón cụt trên một đơn vị chiều dài. Nói cách khác, nó biểu thị độ dốc của bề mặt côn so với đường tâm. Trong cơ khí, độ côn thường được biểu diễn dưới dạng tỷ số (ví dụ 1:10, 1:20, 1:50) hoặc góc côn (góc giữa hai mặt phẳng đối xứng qua tâm).
Các chi tiết côn xuất hiện rất phổ biến: trục côn (spindle), lỗ côn (taper bore), côn Morse, côn 7/24 dùng trong máy công cụ, van côn trong động cơ đốt trong, hay ổ bi côn. Mỗi ứng dụng đòi hỏi một cấp chính xác riêng, và sai số độ côn dù rất nhỏ cũng có thể gây ra tiếng ồn, rung động, giảm tuổi thọ hoặc làm hỏng cụm lắp ghép.
Phân biệt độ côn với độ dốc và góc côn
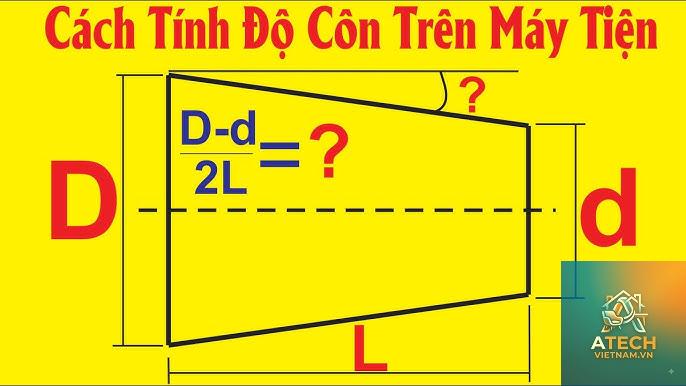
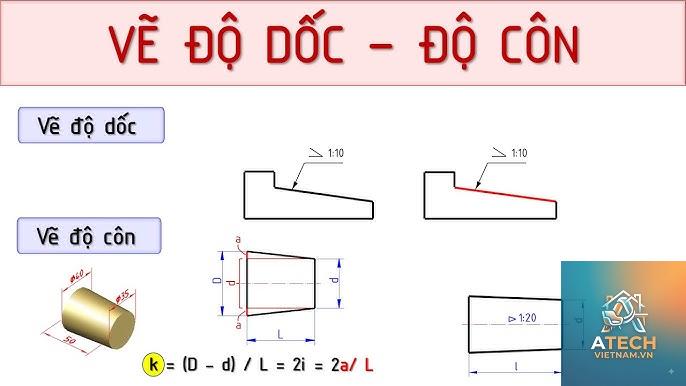
Nhiều người nhầm lẫn giữa ba khái niệm này. Độ dốc (slope) là tang của góc nghiêng giữa đường sinh và đường tâm, thường dùng trong bản vẽ kỹ thuật. Góc côn (taper angle) là góc tạo bởi hai đường sinh đối diện, gấp đôi góc dốc. Độ côn (taper ratio) là hiệu đường kính chia cho chiều dài. Ví dụ, một chi tiết có đường kính lớn 50mm, đường kính nhỏ 40mm, chiều dài 100mm sẽ có độ côn là (50-40)/100 = 0,1 = 1:10.
Khái niệm
Công thức
Ví dụ (côn 1:10)
Độ côn (C)
(D-d)/L
0,1
Góc côn (α)
2 arctan((D-d)/(2L))
≈ 5,724°
Độ dốc (S)
(D-d)/(2L) = tan(α/2)
0,05
Phân loại chi tiết côn thường gặp
Trước khi tìm hiểu cách đo độ côn, cần xác định đúng loại côn để chọn phương pháp đo phù hợp.
Côn trụ trong (lỗ côn): bề mặt côn ở bên trong (ví dụ lỗ côn của bánh đà).
Côn ren: kết hợp giữa ren và côn (vd: ren ống NPT).
Phân loại theo tiêu chuẩn
Côn Morse: dùng trong máy khoan, máy tiện, có 8 số từ 0 đến 7; độ côn xấp xỉ 1:19,212 đến 1:20,047.
Côn 7/24: chuẩn ISO dùng trong máy phay, trục chính, độ côn cố định 7/24 (xấp xỉ 1:3,4286).
Côn B&S (Brown & Sharpe): sử dụng trong một số máy công cụ cũ.
Côn Jarno: ít phổ biến hơn, chủ yếu trong máy khoan hạng nặng.
Côn DIN / JIS: theo tiêu chuẩn Đức và Nhật.
Các phương pháp đo độ côn phổ biến
Có nhiều cách đo độ côn khác nhau, từ đơn giản dùng thước cặp đến phức tạp dùng máy đo tọa độ. Lựa chọn phương pháp phụ thuộc vào độ chính xác yêu cầu, điều kiện thiết bị và dạng côn (trong hay ngoài).
1. Đo độ côn bằng thước cặp hoặc panme
Đây là phương pháp cơ bản nhất, phù hợp với các chi tiết có dung sai rộng. Người thợ đo đường kính tại hai vị trí cách nhau một khoảng L đã biết, tính độ côn theo công thức.
Các bước thực hiện:
Làm sạch bề mặt chi tiết bằng khăn sạch hoặc dung dịch tẩy dầu.
Xác định hai mặt cắt A và B cách nhau một khoảng L (thường chọn vị trí gần hai đầu mút).
Đo đường kính DA và DB tại hai mặt cắt, ghi lại kết quả.
Tính độ côn: C = (DB – DA) / L (nếu DB là đường kính lớn, DA là đường kính nhỏ).
Ưu điểm: Dễ thực hiện, không cần dụng cụ chuyên dụng. Nhược điểm: Sai số lớn (có thể lên đến 0,05mm hoặc hơn), khó xác định chính xác vị trí đo nếu chi tiết không có mặt chuẩn.
2. Đo độ côn bằng dưỡng côn
Dưỡng côn (taper gauge) là một thanh hình nón cụt được chế tạo với độ côn chuẩn xác. Phương pháp này dùng để kiểm tra côn nội (lỗ) và côn ngoại (trục).
Cách đo côn ngoại: Đặt dưỡng côn có độ côn chuẩn lên bề mặt cần kiểm tra. Nếu dưỡng tiếp xúc đều và khít trên toàn bộ chiều dài (không có khe hở ánh sáng lọt qua) thì độ côn đạt yêu cầu. Nếu có khe hở ở đầu lớn hoặc đầu nhỏ, điều chỉnh lại độ dốc.
Cách đo côn nội: Dùng dưỡng côn chuẩn đưa vào lỗ côn. Lau sạch lỗ và dưỡng, phết một lớp mực mỏng (màu xanh) lên dưỡng. Đưa dưỡng vào lỗ và xoay nhẹ một góc 30-45 độ. Rút ra và quan sát vết tiếp xúc. Nếu mực bám đều trên suốt chiều dài lỗ, độ côn đúng. Nếu chỉ bám ở đầu lớn hoặc đầu nhỏ, cần hiệu chỉnh.
Độ chính xác: Phương pháp dùng mực cho phép phát hiện sai lệch từ 0,005mm trở lên, tùy vào tay nghề và chất lượng dưỡng.
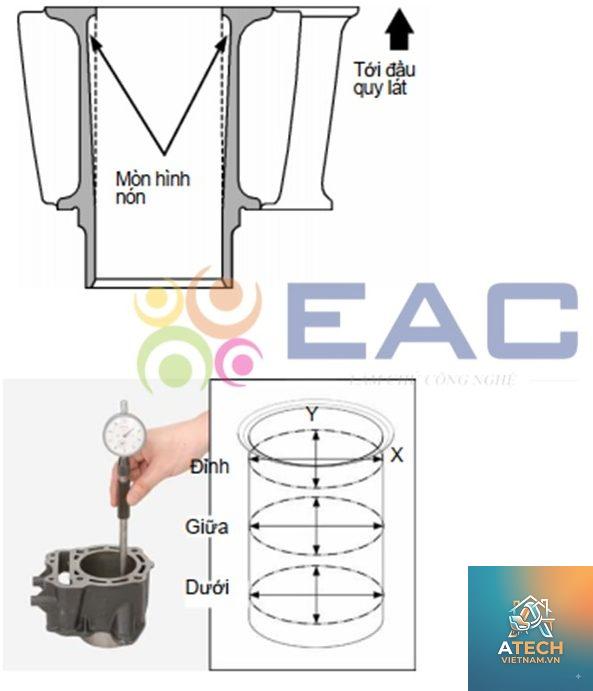
3. Đo độ côn bằng đồng hồ so
Đây là phương pháp phổ biến trong các xưởng cơ khí chính xác, đặc biệt khi kiểm tra côn 7/24 hoặc côn Morse trên máy công cụ.
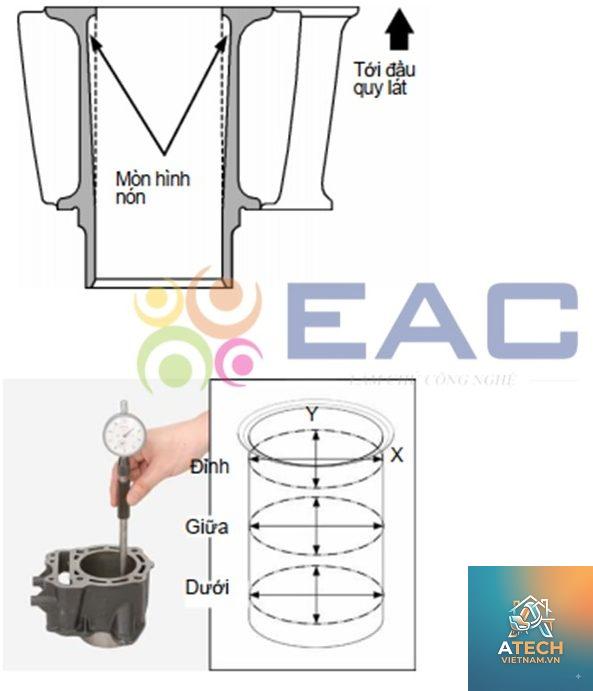
Nguyên lý: Sử dụng một đồng hồ so gắn trên giá đỡ cố định hoặc trên bàn trượt. Chi tiết được quay tròn hoặc dịch chuyển dọc trục, đồng hồ so ghi lại sự thay đổi đường kính tại các vị trí khác nhau.
Quy trình đo côn ngoại bằng đồng hồ so:
Gá chi tiết lên hai mũi tâm hoặc trên khối V.
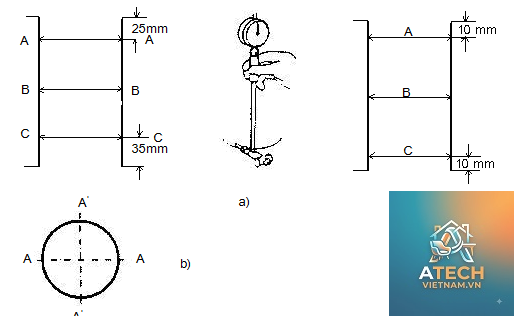
Đặt giá đồng hồ so trên bàn máy hoặc thước chuẩn, đầu đo tiếp xúc vuông góc với bề mặt côn tại một điểm xác định.
Dịch chuyển giá đồng hồ dọc trục một khoảng L đã biết (thường 50mm hoặc 100mm).
Đọc chênh lệch Δh trên đồng hồ so.
Tính độ côn: C = (2 Δh) / L (vì đồng hồ so đo bán kính).
Ví dụ: Dịch chuyển 100mm, đồng hồ so chỉ thay đổi 0,25mm. Độ côn C = (2×0,25)/100 = 0,005 = 1:200. Góc dốc tương ứng ≈ 0,143°, góc côn ≈ 0,286°.
4. Đo độ côn bằng sin bar
Sin bar (thước sin) là dụng cụ đo góc có độ chính xác rất cao, thường dùng trong phòng kiểm tra. Phương pháp này dựa trên việc tạo ra một góc chuẩn bằng cách kê một đầu thước sin lên các khối căn mẫu.
Cách thực hiện:
Đặt chi tiết có mặt côn lên bàn đo (surface plate) cùng với sin bar.
Xác định góc côn lý thuyết từ bản vẽ.
Tính chiều cao khối căn mẫu cần kê: h = L × sin(α/2), với L là khoảng cách hai con lăn của sin bar (thường 100mm hoặc 200mm).
Kê khối căn mẫu dưới một đầu sin bar.
Đặt đồng hồ so lên bề mặt côn, di chuyển dọc theo sin bar. Nếu đồng hồ so chỉ thay đổi bằng 0 trong suốt hành trình, góc côn đã đúng.
Phương pháp này cho độ chính xác đến 0,001mm trên 100mm, tương đương sai số góc dưới 1 giây cung.
5. Đo độ côn bằng máy đo tọa độ (CMM)
Trong sản xuất hàng loạt hoặc kiểm tra chất lượng cao cấp, máy đo tọa độ ba chiều được sử dụng. Đầu dò của CMM quét nhiều điểm trên bề mặt côn, phần mềm sẽ tính toán độ côn thực tế và so sánh với giá trị danh nghĩa. Đây là cách đo độ côn chính xác nhất, sai số có thể dưới 1 micron.
So sánh các phương pháp đo độ côn
Phương pháp
Dụng cụ cần thiết
Độ chính xác (sai số)
Thời gian thực hiện
Phù hợp với
Thước cặp/panme
Thước kẹp, panme
±0,02mm đến ±0,05mm
Nhanh (1-2 phút)
Kiểm tra sơ bộ, dung sai rộng
Dưỡng côn + mực
Dưỡng chuẩn, mực xanh
±0,005mm
Trung bình (3-5 phút)
Sản xuất đơn chiếc, sửa chữa
Đồng hồ so
Đồng hồ so, giá đỡ, bàn trượt
±0,002mm
Trung bình (5-10 phút)
Công xưởng chính xác
Sin bar
Sin bar, khối căn mẫu, đồng hồ so
±0,001mm / 100mm
Chậm (10-15 phút)
Phòng kiểm tra, hiệu chuẩn
Máy CMM
Máy CMM, phần mềm
±0,001mm
Chậm (15-30 phút)
Sản xuất hàng loạt, kiểm định
Công thức tính độ côn và cách chuyển đổi
Khi biết được đường kính tại hai tiết diện và chiều dài giữa chúng,
Có thể dùng thước cặp và panme đo đường kính tại hai vị trí cách nhau một khoảng đã biết. Sau đó dùng công thức C = (D-d)/L để tính. Tuy nhiên phương pháp này kém chính xác, chỉ dùng để kiểm tra sơ bộ hoặc chi tiết thô.
Cách đo độ côn trong lỗ sâu (lỗ côn kín) như thế nào?
Đối với lỗ côn kín một đầu, dùng dưỡng côn có gắn tay cầm dài. Nếu không có dưỡng, có thể dùng khuôn mẫu (template) hoặc đo trên máy CMM. Với lỗ có đường kính nhỏ, sử dụng đồng hồ so dạng cần (dial bore gauge) kết hợp với thước đo sâu để xác định đường kính tại các độ sâu khác nhau.
Độ côn chuẩn 1:10 tương ứng với góc bao nhiêu độ?
Độ côn 1:10 có nghĩa là C = 0,1. Góc côn α = 2 × arctan(0,1/2) = 2 × arctan(0,05) ≈ 5,724°. Góc dốc là 2,862°.
Đo độ côn là đo tỷ lệ thay đổi đường kính trên chiều dài, trong khi đo góc côn là đo trực tiếp góc giữa hai bề mặt. Trong thực tế, hai thông số này có thể chuyển đổi qua lại. Nếu bạn có dụng cụ đo góc (thước đo góc vạn năng, sin bar), bạn đo góc và tính ngược ra độ côn. Nếu bạn đo đường kính và chiều dài, bạn tính ra góc.
Cách hiệu chuẩn dưỡng côn tại xưởng?
Dùng sin bar và đồng hồ so để kiểm tra góc dốc của dưỡng. Đặt dưỡng lên sin bar, kê khối căn mẫu với chiều cao h = L × sin(α/2). Rà đồng hồ so dọc theo mặt côn. Nếu kim dao động trong khoảng ±0,002mm trên toàn bộ chiều dài, dưỡng còn đạt yêu cầu. Nếu vượt quá, cần mài lại dưỡng hoặc thay mới.
Kết luận
Nắm vững cách đo độ côn là một phần không thể thiếu trong kỹ năng của người thợ cơ khí và kỹ sư chế tạo. Tùy vào độ chính xác yêu cầu, bạn có thể chọn phương pháp phù hợp: đo bằng thước cặp cho công việc nhanh và đơn giản, dưỡng côn cho kiểm tra nhanh độ khít, đồng hồ so cho độ chính xác cao trong xưởng, sin bar cho phòng kiểm tra, và CMM cho các tiêu chuẩn khắt khe nhất. Mỗi phương pháp đều có quy trình riêng, nhưng điểm chung là cần sự tỉ mỉ, vệ sinh sạch sẽ và hiểu rõ bản vẽ kỹ thuật. Bằng cách thực hành đều đặn và tránh những sai lầm thường gặp, bạn sẽ nhanh chóng thành thạo và đảm bảo chất lượng sản phẩm cơ khí đạt yêu cầu.