Trong lĩnh vực cơ khí chế tạo, khái niệm độ côn xuất hiện thường xuyên khi thiết kế trục, bạc, dụng cụ cắt hay các chi tiết ghép nối. Nắm vững công thức tính độ côn không chỉ giúp bạn đọc bản vẽ chính xác mà còn đảm bảo gia công đúng dung sai, tránh phế phẩm. Bài viết này sẽ phân tích toàn diện từ định nghĩa cơ bản, các loại độ côn phổ biến, cách tính toán thực tế kèm ví dụ số cụ thể, cho đến những sai lầm thường gặp và biện pháp khắc phục. Dù bạn là thợ tiện, kỹ sư thiết kế hay sinh viên ngành cơ khí, nội dung dưới đây sẽ cung cấp kiến thức nền tảng và nâng cao về độ côn một cách có hệ thống.
Độ côn (taper) là đại lượng đặc trưng cho độ nghiêng của bề mặt côn so với tâm trục. Trong thực tế, một chi tiết hình côn có hai đường kính khác nhau tại hai mặt cắt vuông góc với trục. Độ côn thường được biểu diễn dưới dạng tỷ số giữa hiệu hai đường kính và chiều dài đoạn côn, hoặc dưới dạng góc côn (góc ở đỉnh hoặc góc nửa đỉnh).
Độ côn xuất hiện ở nhiều dạng tiêu chuẩn như côn Morse, côn Ren, côn Renard, côn 1:10, 1:20, 1:50… Mỗi loại có một giá trị độ côn cố định, được sử dụng trong các ứng dụng riêng biệt như ghép nối trục, kẹp dụng cụ, hoặc định vị chi tiết.
Việc hiểu đúng bản chất độ côn giúp người thợ chọn đúng dao cắt, điều chỉnh góc nghiêng bàn máy chính xác, và kiểm tra sản phẩm sau gia công bằng dưỡng côn hoặc đồng hồ so.
Phân Loại Độ Côn Phổ Biến
Độ Côn Morse
Đây là hệ thống côn được sử dụng rộng rãi nhất trong ngành chế tạo máy, đặc biệt là trên các máy khoan, máy phay và máy tiện. Côn Morse có 7 size từ 0 đến 7, mỗi size có đường kính và độ côn khác nhau, thường xấp xỉ 1:19,002 – 1:20,047 tùy size. Côn Morse tự hãm tốt, được dùng để kẹp dao khoan, mũi tâm, hoặc các bạc côn.
Độ Côn Ren (Metric Taper)
Hệ thống côn metric theo tiêu chuẩn ISO, độ côn thường được biểu thị bằng tỷ lệ như 1:20, 1:30, 1:50. Ví dụ côn 1:20 có nghĩa là cứ mỗi 20 mm chiều dài, đường kính thay đổi 1 mm. Côn 1:20 thường dùng cho trục máy công cụ, côn 1:50 dùng cho các bạc siết.
Độ Côn Renard
Đây là hệ thống côn dựa trên dãy số Renard (R10, R20), được ứng dụng trong sản xuất ống thủy lực, van, và các mối ghép ren kín. Côn Renard thường có độ côn 1:16 hoặc 1:24 tùy tiêu chuẩn quốc gia.
Độ Côn Đặc Biệt Khác
Ngoài các loại kể trên, còn có côn 7:24 (dùng trong máy phay CNC, tự hãm yếu, tháo lắp nhanh), côn 1:10 (dùng trong các đầu kẹp đồ gá), và côn 1:1 (tức 45 độ). Mỗi loại có công thức tính độ côn tương tự nhưng giá trị quy ước khác nhau.
Công Thức Tính Độ Côn Chi Tiết
Công Thức Tính Độ Côn Tuyệt Đối (Taper Ratio)
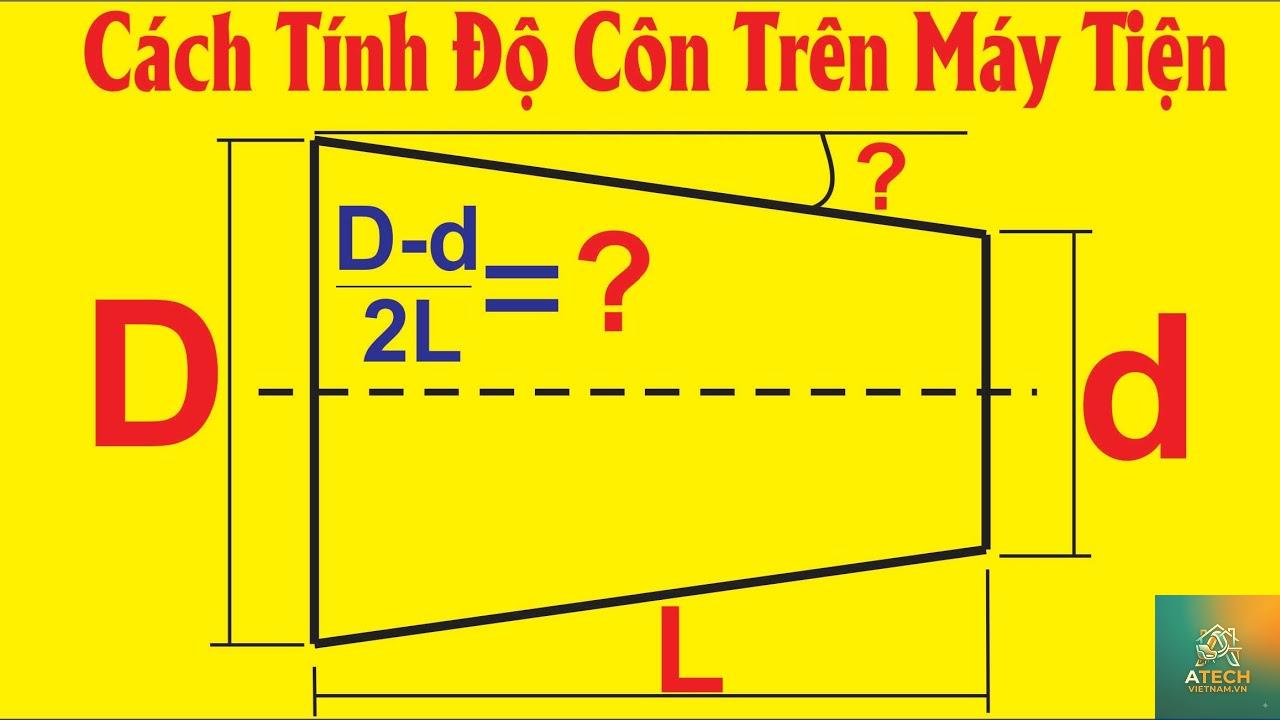
Độ côn thường được ký hiệu bằng chữ C (hoặc Taper). Công thức cơ bản nhất là:
C = (D – d) / L
Trong đó:
D: Đường kính lớn (mm)
d: Đường kính nhỏ (mm)
L: Chiều dài đoạn côn (mm)
Kết quả C là tỷ số không thứ nguyên. Ví dụ nếu D = 40 mm, d = 35 mm, L = 50 mm thì C = (40-35)/50 = 5/50 = 0,1. Độ côn này tương đương 1:10.
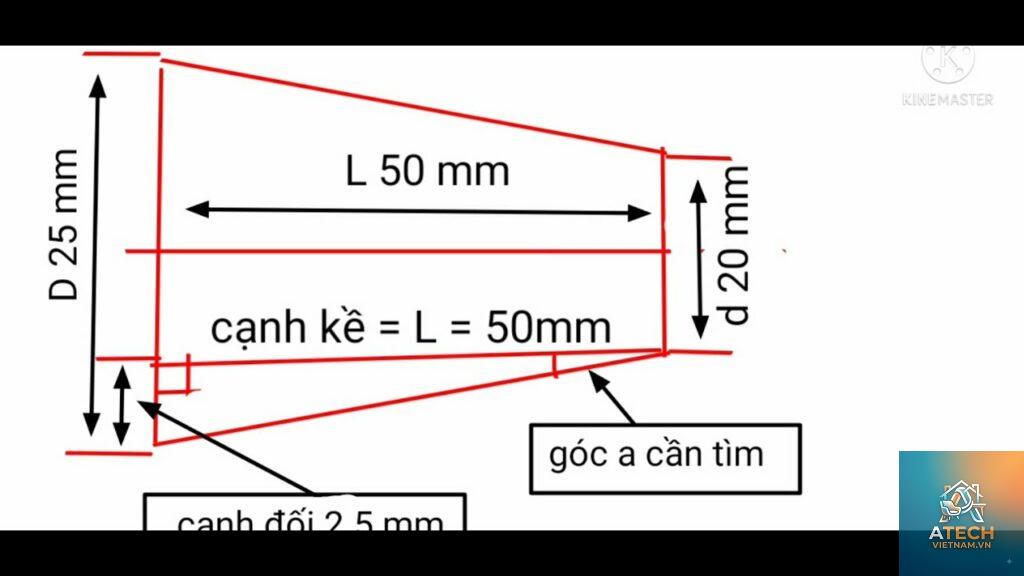
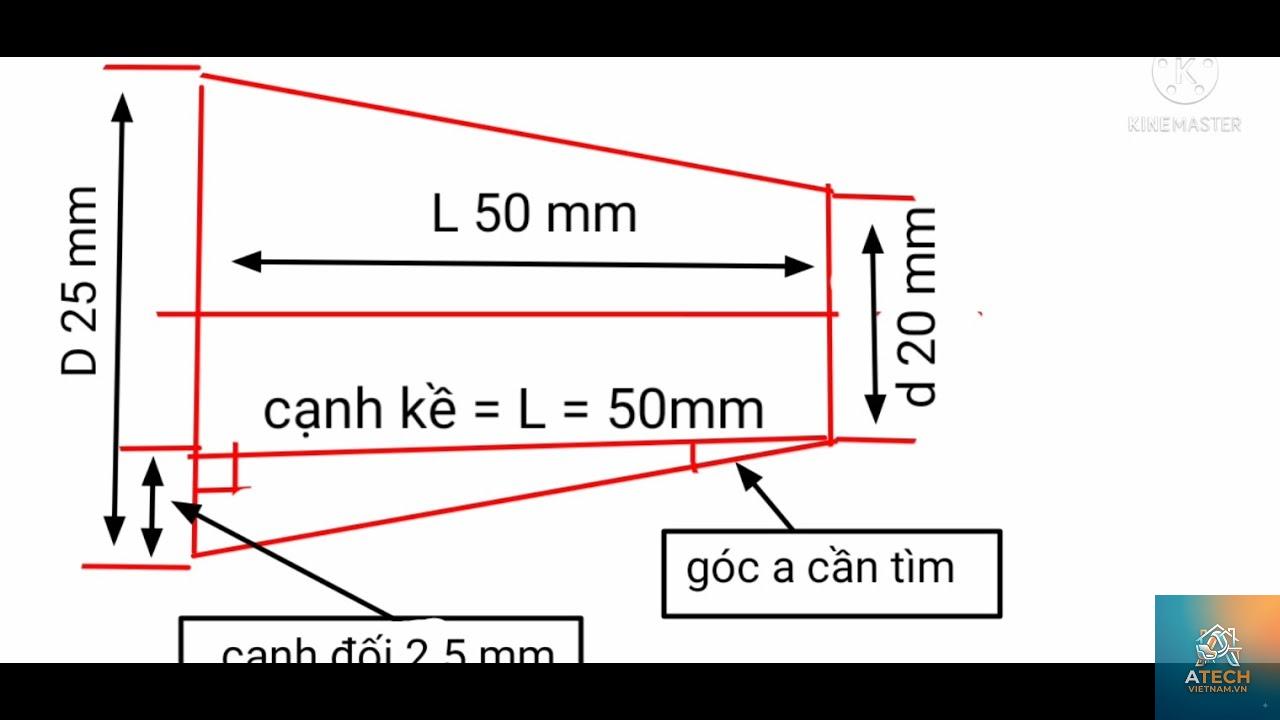
Công Thức Tính Góc Côn (Taper Angle)
Trong thực tế gia công, người thợ thường cần biết góc nghiêng của bàn máy (góc nửa đỉnh côn) để điều chỉnh. Góc toàn phần (góc đỉnh) được tính từ độ côn tuyệt đối:
tan(α/2) = (D – d) / (2×L)
Hoặc:
α = 2 × arctan[(D – d) / (2×L)]
Với ví dụ trên, tan(α/2) = 5/(2×50) = 5/100 = 0,05 → α/2 ≈ 2,86°, vậy góc đỉnh α ≈ 5,72°. Góc này dùng để xoay bàn dao hoặc điều chỉnh ụ động máy tiện.
Bảng Chuyển Đổi Giữa Độ Côn và Góc
Độ côn (C)
Góc nửa đỉnh (α/2)
Góc đỉnh (α)
1:5
≈ 5,71°
≈ 11,42°
1:10
≈ 2,86°
≈ 5,72°
1:20
≈ 1,43°
≈ 2,86°
1:30
≈ 0,95°
≈ 1,90°
1:50
≈ 0,57°
≈ 1,14°
Morse No.2
≈ 1,38°
≈ 2,76°
7:24
≈ 8,30°
≈ 16,60°
Công Thức Tính Đường Kính Tại Vị Trí Bất Kỳ
Đôi khi bạn cần xác định đường kính tại một điểm cách mặt đầu một đoạn x. Công thức suy ra từ tỷ lệ tuyến tính:
Dx = D – 2 × x × tan(α/2)
Hoặc dùng độ côn C: Dx = d + (C × x) (nếu tính từ đầu nhỏ) hoặc Dx = D – (C × x) (tính từ đầu lớn).
Ví Dụ Minh Họa Cụ Thể
Ví Dụ 1: Tính Độ Côn và Góc Cho Trục Côn
Một trục côn có đường kính đầu lớn 60 mm, đầu nhỏ 50 mm, chiều dài côn 200 mm. Yêu cầu tính độ côn và góc nghiêng.
Côn Morse No.4 theo tiêu chuẩn có độ côn danh nghĩa là 1:19,254 (số chính xác: 0,0519). Giả sử bạn có bạc côn dài 100 mm, đường kính đầu lớn đo được 31,67 mm. Hãy tính đường kính đầu nhỏ.
Từ C = 0,0519 → (D – d) = C × L = 0,0519 × 100 = 5,19 mm.
Đường kính đầu nhỏ d = D – 5,19 = 26,48 mm.
Đối chiếu với bảng tiêu chuẩn Morse No.4 (d ≈ 26,29 mm), sai lệch nằm trong dung sai cho phép.
Ứng Dụng Thực Tế Của Công Thức Tính Độ Côn
Trong Gia Công Trên Máy Tiện
Khi tiện côn, người thợ có thể dùng một trong ba phương pháp: xoay bàn dao trên, dùng ụ động lệch tâm, hoặc sử dụng đồ gá côn. Mỗi phương pháp đều yêu cầu tính toán góc hoặc độ côn. Xoay bàn dao đơn giản nhờ tính góc α/2 từ công thức trên, sau đó điều chỉnh thước đo góc.
Trong Thiết Kế Khuôn Mẫu
Các lỗ côn trong khuôn ép nhựa hoặc đúc áp lực thường có độ côn từ 1° đến 3° để dễ dàng thoát sản phẩm. Công thức tính độ côn giúp xác định độ dốc thành lòng khuôn, đảm bảo không có vùng bị kẹt.
Trong Lắp Ghép Trục – Bạc
Các mối ghép côn (ví dụ trục chính máy khoan và bạc côn Morse) yêu cầu độ côn chính xác để truyền mô-men xoắn mà không bị trượt. Sai lệch độ côn dù chỉ 0,01 mm cũng gây rơ lỏng hoặc kẹt cứng.
Trong Đo Lường và Kiểm Tra
Dưỡng côn, thước đo côn (taper gauge) dùng để kiểm tra nhanh độ côn sau gia công. Công thức tính độ côn giúp hiệu chỉnh dưỡng theo tiêu chuẩn yêu cầu.
Sai Lầm Thường Gặp Khi Tính Toán Và Gia Công Độ Côn
Nhầm lẫn giữa độ côn tuyệt đối và góc nửa đỉnh: Nhiều người chỉ tính C mà không chuyển đổi sang góc, dẫn đến xoay bàn dao sai. Luôn nhớ gia công yêu cầu góc nửa đỉnh, không phải góc đỉnh.
Bỏ qua sai số do lượng dư gia công: Khi tính chiều dài L, cần tính từ vị trí thực tế bắt đầu côn, không tính phần lượn hay mép vát.
Sử dụng sai đơn vị: Nếu đường kính và chiều dài không cùng đơn vị (mm – m), kết quả sai ngay từ đầu.
Không kiểm tra dung sai: Các tiêu chuẩn côn luôn kèm dung sai (ví dụ: +0,000/-0,005). Chỉ tính toán danh nghĩa chưa đủ, cần tính cận trên, cận dưới để chọn kích thước khi gia công.
Lẫn lộn giữa các loại côn: Côn Morse và côn metric 1:20 có độ côn gần giống nhau (1:19,254 so với 1:20) nhưng không thể thay thế. Cần tra đúng tiêu chuẩn.
Lưu Ý Quan Trọng Khi Sử Dụng Công Thức Tính Độ Côn
Khi tính toán độ côn cho chi tiết thực tế, cần chú ý đến các yếu tố sau:
Chiều dài hiệu dụng: Chỉ tính phần côn thực tế, không bao gồm các đoạn trụ tròn hai đầu.
Độ nhám bề mặt: Bề mặt côn yêu cầu độ nhám thấp (Ra ≤ 0,8 µm) để tiếp xúc tốt, và độ nhám ảnh hưởng đến phép đo kích thước.
Nhiệt độ môi trường: Khi gia công hoặc đo ở nhiệt độ khác tiêu chuẩn 20°C, cần tính hệ số giãn nở nhiệt để hiệu chỉnh.
Phương pháp chế tạo: Côn có thể tạo bằng tiện, mài, chuốt hoặc bằng cách quay trục lệch tâm. Mỗi phương pháp có sai số gia công riêng.
Kiểm tra bằng dưỡng: Dưỡng côn có hai loại – dưỡng đực (plug) và dưỡng cái (ring). Khi kiểm tra, lực ấn phải đủ nhẹ để không làm biến dạng bề mặt.
Nghĩa là cứ mỗi 10 mm chiều dài dọc trục, đường kính thay đổi 1 mm. Tỷ lệ này cho góc nửa đỉnh khoảng 2,86°.
Làm thế nào để tính độ côn khi chỉ biết góc nửa đỉnh?
Sử dụng công thức C = 2 × tan(α/2). Ví dụ góc nửa đỉnh 5° → C = 2 × tan(5°) ≈ 2 × 0,0875 = 0,175 ≈ 1:5,71.
Có công thức tính nhanh độ côn Morse không?
Mỗi size côn Morse có độ côn riêng, có thể tra bảng tiêu chuẩn ISO 296. Công thức chung vẫn là (D-d)/L, nhưng D và d có giá trị cố định theo từng size.
Tại sao khi tiện côn tôi phải xoay bàn dao ở góc nửa đỉnh mà không phải góc đỉnh?
Bàn dao trượt theo một cạnh của côn, cạnh đó tạo với trục một góc bằng nửa góc đỉnh. Xoay bàn dao đúng góc này để dao cắt đi đúng đường sinh của hình côn.
Sai số khi tính độ côn ảnh hưởng thế nào đến lắp ghép?
Sai lệch độ côn dù nhỏ cũng làm thay đổi diện tích tiếp xúc và lực hãm. Với côn tự hãm, sai số quá lớn khiến mối ghép không tự hãm hoặc kẹt chết không tháo được.
Kết Luận
Công thức tính độ côn là một công cụ không thể thiếu trong thiết kế và gia công cơ khí. Từ công thức cơ bản (D-d)/L, bạn có thể suy ra góc côn, đường kính trung gian, và kiểm tra độ chính xác của mối ghép côn tiêu chuẩn như Morse hay metric. Việc hiểu rõ phân loại, ứng dụng và sai lầm tiềm ẩn sẽ giúp bạn tự tin hơn khi đọc bản vẽ, vận hành máy hay xử lý các tình huống thực tế. Hãy luôn kiểm tra lại kết quả bằng dưỡng côn hoặc đồng hồ so để đảm bảo sản phẩm đạt yêu cầu kỹ thuật. Ghi nhớ những nguyên tắc trên sẽ giúp công việc của bạn đạt hiệu suất cao nhất, giảm thiểu phế phẩm và nâng cao chất lượng sản phẩm cơ khí.