Trong lĩnh vực gia công cơ khí và luyện kim, các phương pháp nhiệt luyện đóng vai trò then chốt trong việc cải thiện tính chất cơ học của kim loại và hợp kim. Đây là quá trình xử lý nhiệt có kiểm soát, bao gồm các giai đoạn nung nóng, giữ nhiệt và làm nguội nhằm thay đổi cấu trúc tế vi, từ đó nâng cao độ cứng, độ bền, độ dẻo hoặc khả năng chống mài mòn của vật liệu. Hiểu rõ bản chất và ứng dụng của từng phương pháp là yêu cầu bắt buộc đối với mọi kỹ sư chế tạo máy và kỹ thuật viên nhiệt luyện.
Nhiệt luyện là quá trình tác động nhiệt lên vật liệu rắn để làm biến đổi tổ chức bên trong theo ý muốn. Khác với gia công nóng hay gia công nguội thông thường, nhiệt luyện không làm thay đổi hình dạng tổng thể của chi tiết mà chỉ thay đổi cấu trúc tinh thể. Nhờ đó, người chế tạo có thể đạt được những tính chất cơ học vượt trội mà vật liệu ở trạng thái ban đầu không có. Các mục tiêu chính bao gồm tăng độ cứng bề mặt, cải thiện độ bền kéo, khử ứng suất dư, tăng tính dẻo để dễ gia công cắt gọt hoặc tạo hình.
Nguyên lý nhiệt động học trong nhiệt luyện
Mọi quá trình nhiệt luyện đều dựa trên giản đồ trạng thái Fe-Fe₃C và các chuyển biến pha khi nhiệt độ thay đổi. Khi nung nóng thép đến nhiệt độ nhất định, austenit hình thành và hòa tan cacbon. Tốc độ làm nguội sau đó quyết định loại cấu trúc thu được: nếu làm nguội rất nhanh sẽ tạo ra mactenxit cứng và giòn, nếu làm nguội chậm sẽ thu được ferit và peclit mềm và dẻo. Sự khác biệt về tốc độ nguội chính là yếu tố cốt lõi để phân chia các phương pháp khác nhau.
Phân loại các phương pháp nhiệt luyện phổ biến
Có nhiều cách phân loại nhiệt luyện, nhưng phổ biến nhất là dựa vào mục đích và chế độ nung nóng – làm nguội.
Ủ (Annealing)
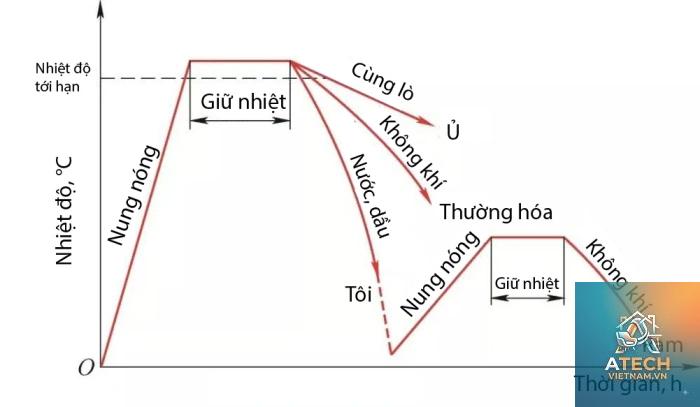
Ủ là quá trình nung nóng kim loại đến nhiệt độ cao hơn nhiệt độ tới hạn một khoảng thích hợp, giữ nhiệt đủ lâu rồi làm nguội rất chậm (thường trong lò) để đạt được trạng thái cân bằng. Mục đích chính là làm giảm độ cứng, tăng độ dẻo, loại bỏ ứng suất bên trong và hạt nhỏ đồng đều. Ủ thường được áp dụng cho thép cacbon thấp và thép hợp kim trước khi gia công cắt gọt hoặc dập nguội. Nhiệt độ ủ thông thường dao động từ 700 đến 900°C tùy loại thép, thời gian giữ nhiệt từ 1 đến 4 giờ cho mỗi 25mm chiều dày.
Ủ hoàn toàn: Nung trên nhiệt độ Ac₃ khoảng 30-50°C, làm nguội chậm trong lò. Tạo tổ chức peclit hạt đồng đều, độ cứng thấp nhất.
Ủ không hoàn toàn: Nung giữa Ac₁ và Ac₃, giữ nhiệt rồi nguội chậm. Chỉ làm mềm một phần, tiết kiệm năng lượng.
Ủ khuếch tán: Nung rất cao (1050-1150°C) trong thời gian dài để đồng đều thành phần hóa học, khử thiên tích.
Ủ đẳng nhiệt: Nung cao, làm nguội nhanh đến nhiệt độ chuyển biến peclit, giữ đẳng nhiệt rồi nguội tiếp. Rút ngắn thời gian so với ủ thường.
Thường hóa (Normalizing)
Thường hóa là phương pháp nung thép đến nhiệt độ cao hơn Ac₃ một khoảng 40-60°C, giữ nhiệt để austenit hóa hoàn toàn, sau đó làm nguội trong không khí tĩnh. Tốc độ nguội nhanh hơn ủ nhưng chậm hơn tôi, tạo ra tổ chức peclit mịn hơn, độ cứng và độ bền cao hơn so với ủ. Phương pháp này thường dùng để khử ứng suất sau khi rèn, đúc hoặc hàn, đồng thời cải thiện tính cắt gọt cho thép cacbon thấp và trung bình. Chi phí thực hiện thấp hơn tôi vì không cần môi trường làm nguội đặc biệt.
Tôi (Quenching)
Tôi là phương pháp quan trọng nhất để tăng độ cứng và độ bền của thép. Quy trình gồm nung thép lên nhiệt độ austenit hóa (thường trên Ac₃ 30-50°C), giữ nhiệt rồi làm nguội nhanh trong môi trường thích hợp. Tốc độ nguội phải đủ lớn để vượt qua tốc độ tới hạn, ngăn cản sự hình thành peclit và tạo ra mactenxit – pha cứng nhất của thép. Các môi trường tôi phổ biến gồm nước, dầu, dung dịch polymer và không khí nén.
Môi trường tôi
Tốc độ nguội (m/s)
Độ cứng đạt được (HRC)
Ứng dụng
Nước muối 10%
Rất nhanh (~150)
60-65
Thép cacbon thấp, chi tiết đơn giản
Nước sạch
Nhanh (~100)
55-62
Thép cacbon trung bình
Dầu khoáng
Trung bình (~30)
50-58
Thép hợp kim, chi tiết phức tạp
Dung dịch polymer
Điều chỉnh được
45-60
Thép hợp kim cao, tránh nứt
Các phương pháp tôi đặc biệt
Tôi đẳng nhiệt (Austempering): Nung austenit hóa rồi làm nguội nhanh xuống vùng chuyển biến bainit (250-400°C), giữ đẳng nhiệt cho đến khi chuyển biến hoàn toàn. Sản phẩm có độ cứng cao, ít nứt và giảm biến dạng.
Tôi phân cấp (Martempering): Làm nguội trong môi trường nóng (150-300°C) để đồng đều nhiệt độ rồi làm nguội tiếp trong không khí. Hạn chế ứng suất nhiệt và nguy cơ nứt.
Tôi bề mặt: Chỉ nung nóng nhanh lớp bề mặt bằng ngọn lửa hoặc dòng điện cảm ứng rồi làm nguội. Lớp lõi vẫn giữ độ dẻo dai.
Ram (Tempering)
Ram là quá trình nung lại thép đã tôi đến nhiệt độ dưới Ac₁ (thường từ 150-650°C), giữ nhiệt rồi làm nguội. Mục đích là khử ứng suất dư, giảm độ giòn và điều chỉnh độ cứng về giá trị mong muốn. Thép tôi không ram sẽ rất giòn và dễ nứt, không thể dùng trong thực tế. Tùy vào nhiệt độ ram, ta có thể đạt được các tính chất khác nhau.
Nhiệt độ ram
Tổ chức nhận được
Độ cứng tương đối
Ứng dụng
150-250°C (ram thấp)
Mactenxit ram
Cao (58-62 HRC)
Dao cắt, khuôn dập
350-500°C (ram trung)
Trostit ram
Trung bình (40-50 HRC)
Lò xo, trục cam
500-650°C (ram cao)
Xoocbit ram
Thấp (25-35 HRC)
Bánh răng, trục khuỷu
Hóa nhiệt luyện (Thermochemical Treatment)
Đây là nhóm phương pháp kết hợp giữa tác động nhiệt và khuếch tán nguyên tố hóa học vào bề mặt kim loại. Mục đích làm thay đổi thành phần hóa học lớp bề mặt, tạo ra lớp thấm có độ cứng cao, chống mài mòn hoặc chống ăn mòn. Các kỹ thuật phổ biến gồm thấm cacbon (carburizing), thấm nitơ (nitriding), thấm cacbon-nitơ (cyaniding) và thấm kim loại.
Thấm cacbon (Carburizing)
Nung thép có hàm lượng cacbon thấp (0.1-0.25%C) trong môi trường giàu cacbon ở nhiệt độ 900-950°C. Cacbon nguyên tử khuếch tán vào bề mặt tạo thành lớp có hàm lượng cacbon cao (0.8-1.2%C). Sau đó thực hiện tôi và ram để đạt độ cứng cao. Chiều sâu lớp thấm thường từ 0.5 đến 2 mm. Phương pháp này thép lõi vẫn dẻo dai nhờ hàm lượng cacbon thấp ban đầu. Ứng dụng trong sản xuất bánh răng hộp số, trục cam, piston pin.
Thấm nitơ (Nitriding)
Là quá trình khuếch tán nitơ vào bề mặt thép ở nhiệt độ thấp hơn (500-580°C). Không cần tôi sau thấm vì các lớp nitrit hình thành đã rất cứng. Độ cứng đạt 1000-1200 HV, cao hơn thấm cacbon. Lớp thấm mỏng (0.1-0.5 mm) nhưng chịu mài mòn và chống ăn mòn tốt. Thích hợp cho các chi tiết làm việc ở nhiệt độ cao như khuôn ép nhựa, trục chính máy công cụ.
Lợi ích và hạn chế của từng phương pháp nhiệt luyện
Mỗi phương pháp đều có ưu điểm và nhược điểm riêng, cần cân nhắc kỹ khi lựa chọn cho từng ứng dụng cụ thể.
Ủ: Giảm độ cứng tối đa, tăng độ dẻo, khử ứng suất tốt. Nhược điểm: thời gian dài, tiêu tốn năng lượng, năng suất thấp.
Thường hóa: Đơn giản, chi phí thấp, cải thiện tính cắt gọt. Nhược điểm: độ cứng không cao, tổ chức có thể chưa đồng đều nếu chi tiết quá dày.
Tôi: Tăng độ cứng và độ bền rất cao. Nhược điểm: dễ nứt, biến dạng, sau tôi phải ram ngay.
Ram: Điều chỉnh linh hoạt độ cứng, giảm giòn. Nhược điểm: kéo dài quy trình, chi phí tăng.
Hóa nhiệt luyện: Tạo lớp bề mặt siêu cứng, chống mài mòn vượt trội. Nhược điểm: đầu tư thiết bị lớn, thời gian thấm kéo dài.
Trong thực tế, các phương pháp nhiệt luyện được áp dụng rộng rãi ở hầu hết các nhà máy chế tạo cơ khí. Dụng cụ cắt gọt như dao tiện, mũi khoét, tarô được tôi và ram thấp để đạt độ cứng 60-62 HRC. Khuôn dập nguội làm từ thép hợp kim như Cr12Mov được tôi từ 1020°C, ram ở 200-220°C cho độ cứng 58-60 HRC. Bánh răng hộp số xe hơi thường được thấm cacbon sâu 0.8-1.2 mm, tôi dầu và ram thấp. Các chi tiết máy dụng cụ như trục chính máy phay, sống trượt được thấm nitơ để chống mòn trong điều kiện bôi trơn không hoàn hảo.
Những sai lầm thường gặp khi thực hiện nhiệt luyện
Dù quy trình có vẻ đơn giản, nhưng nhiều kỹ thuật viên mắc phải các lỗi cơ bản. Một trong những sai lầm phổ biến nhất là không khứng nhiệt đủ trước khi tôi, dẫn đến austenit hóa không hoàn toàn, tổ chức sau tôi không đồng nhất, làm giảm độ cứng cục bộ. Sai lầm thứ hai là chọn môi trường tôi không phù hợp: tôi nước cho thép hợp kim cao dễ gây nứt, tôi dầu cho thép cacbon thấp không đủ tốc độ nguội nên không đạt độ cứng mong muốn. Sai lầm thứ ba là bỏ qua giai đoạn ram ngay sau tôi, để chi tiết giòn, dễ nứt trong quá trình tồn trữ. Ngoài ra, việc xác định sai nhiệt độ nung dựa trên kinh nghiệm mà không kiểm tra giản đồ cũng thường dẫn đến hỏng loạt chi tiết.
Để hạn chế sai lầm, cần tuân thủ quy trình chuẩn: xác định chính xác thành phần hóa học của thép bằng quang phổ hoặc phân tích hóa ướt, tra cứu giản đồ Fe-C để chọn nhiệt độ austenit hóa. Sử dụng nhiệt kế bức xạ hoặc cặp nhiệt để kiểm soát nhiệt độ lò. Luôn thực hiện ram ngay sau tôi khi chi tiết còn ở nhiệt độ 30-50°C. Với các chi tiết phức tạp, ưu tiên tôi dầu hoặc tôi đẳng nhiệt thay vì tôi nước để giảm biến dạng.
Lưu ý quan trọng khi lựa chọn phương pháp nhiệt luyện
Việc lựa chọn phương pháp nào phụ thuộc vào nhiều yếu tố: loại vật liệu, hình dạng chi tiết, yêu cầu kỹ thuật về độ cứng bề mặt và độ dẻo lõi, sản lượng và chi phí. Với thép cacbon thấp cần bề mặt cứng lõi dẻo, giải pháp tối ưu là thấm cacbon kết hợp tôi và ram thấp. Với thép hợp kim trung bình và cao, tôi dầu hoặc tôi đẳng nhiệt thường là lựa chọn an toàn. Nếu yêu cầu độ biến dạng tối thiểu và không muốn mài lại, thấm nitơ là phương pháp hàng đầu. Cần lưu ý rằng mọi quy trình đều phải có kiểm tra tổ chức tế vi và độ cứng sau xử lý để đảm bảo chất lượng.
Câu hỏi thường gặp về các phương pháp nhiệt luyện
Phương pháp nhiệt luyện nào cho độ cứng cao nhất?
Phương pháp tôi tạo ra mactenxit có độ cứng cao nhất, thường đạt 60-65 HRC đối với thép cacbon trung bình và thép hợp kim. Sau tôi, cần tiến hành ram thấp để giảm độ giòn mà vẫn giữ độ cứng ở mức cao.
Nhiệt luyện có làm thay đổi kích thước chi tiết không?
Có. Đặc biệt là phương pháp tôi gây ra sự thay đổi thể tích do chuyển pha martensite, làm chi tiết giãn nở từ 0,1% đến 0,3% tùy loại thép. Đây là yếu tố cần dự phòng khi thiết kế chi tiết, đặc biệt với các kích thước chính xác.
Thép không gỉ có nhiệt luyện được không?
Thép không gỉ austenit (304, 316) không thể tôi cứng bằng phương pháp thông thường vì cấu trúc FCC ổn định. Tuy nhiên thép không gỉ martensitic (410, 420) hoặc thép không gỉ kết tủa hóa có thể nhiệt luyện để tăng độ cứng.
Sự khác biệt giữa tôi bề mặt và thấm cacbon là gì?
Tôi bề mặt chỉ nung nóng lớp mỏng bề mặt bằng ngọn lửa hoặc cảm ứng, sau đó làm nguội, không thay đổi thành phần hóa học. Thấm cacbon làm thay đổi thành phần lớp bề mặt bằng cách khuếch tán cacbon vào, sau đó mới tôi. Thấm cacbon tạo lớp cứng dày và đều hơn nhưng thời gian lâu hơn.
Làm thế nào để kiểm tra chất lượng nhiệt luyện?
Phương pháp kiểm tra phổ biến gồm đo độ cứng Rockwell hoặc Vickers trên bề mặt, kiểm tra tổ chức tế vi bằng kính hiển vi quang học, đo chiều sâu lớp thấm (nếu có) và kiểm tra độ giòn bằng thử uốn hoặc va đập.
Kết luận
Các phương pháp nhiệt luyện là công cụ không thể thiếu trong chế tạo cơ khí hiện đại. Từ ủ, thường hóa, tôi, ram đến hóa nhiệt luyện, mỗi phương pháp đều có vị trí và ứng dụng riêng. Hiểu rõ cơ chế chuyển biến pha, biết cách lựa chọn chế độ nhiệt luyện phù hợp với vật liệu và yêu cầu kỹ thuật là chìa khóa để tạo ra sản phẩm chất lượng, tăng tuổi thọ và độ tin cậy. Kỹ thuật viên và kỹ sư cần thường xuyên cập nhật kiến thức về nhiệt luyện, kết hợp giữa lý thuyết và thực tiễn để tối ưu hóa quy trình, giảm thiểu sai hỏng và nâng cao hiệu quả sản xuất.