Sơn tĩnh điện cho sắt là một công nghệ phủ bề mặt hiện đại, được ứng dụng rộng rãi trong ngành cơ khí và sản xuất công nghiệp. Phương pháp này mang lại lớp màng sơn có độ bền cao, khả năng chống ăn mòn vượt trội và tính thẩm mỹ ưu việt so với sơn nước truyền thống. Bài viết này cung cấp kiến thức toàn diện về quy trình sơn tĩnh điện cho sắt, từ khâu chuẩn bị bề mặt đến kiểm tra chất lượng thành phẩm, giúp bạn triển khai dự án một cách hiệu quả nhất.
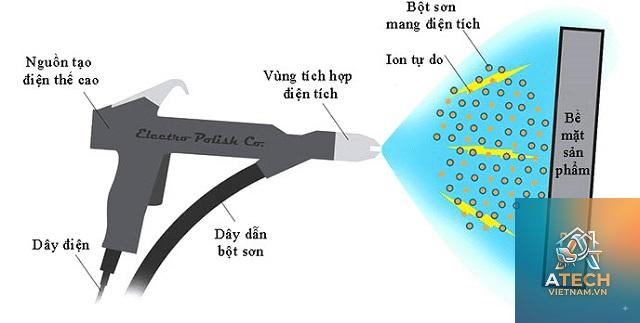
Sơn tĩnh điện, hay còn gọi là sơn bột, là quá trình phủ một lớp bột nhựa lên bề mặt sắt bằng nguyên lý tĩnh điện. Bột sơn được tích điện dương thông qua súng phun chuyên dụng, trong khi chi tiết sắt được nối đất và tích điện âm. Lực hút tĩnh điện giữa hai cực trái dấu giúp các hạt bột bám chặt vào bề mặt sắt tạo thành lớp phủ đồng đều. Sau đó, sản phẩm được đưa vào lò nung ở nhiệt độ từ 180°C đến 220°C để bột nóng chảy, chảy dàn trải và đóng rắn tạo thành màng sơn hoàn chỉnh.
Quy trình này hoàn toàn khác biệt với sơn nước ở chỗ không sử dụng dung môi hữu cơ, giúp giảm thiểu khí thải độc hại và tiết kiệm chi phí. Lớp sơn tĩnh điện trên sắt có độ dày tiêu chuẩn từ 60 đến 120 micromet, tùy
Phân loại bột sơn tĩnh điện dùng cho sắt
Bột sơn tĩnh điện được chia thành hai nhóm chính dựa trên loại nhựa nền: nhựa nhiệt dẻo và nhựa nhiệt rắn. Mỗi loại có đặc tính riêng phù hợp với từng ứng dụng cụ thể trên bề mặt sắt.
Bột nhựa nhiệt rắn (thermoset): Sau khi nung nóng, nhựa trải qua phản ứng hóa học và tạo thành mạng lưới polymer không thể nóng chảy lại. Loại này phổ biến nhất gồm epoxy, polyester, hybrid (epoxy-polyester) và polyurethane. Thích hợp cho các chi tiết sắt yêu cầu độ cứng cao, chịu hóa chất tốt.
Bột nhựa nhiệt dẻo (thermoplastic): Bột sẽ nóng chảy khi gia nhiệt nhưng không có phản ứng hóa học, có thể nung chảy lại nhiều lần. Tiêu biểu là nhựa nylon, polyethylene (PE) và polyvinylidene fluoride (PVDF). Thường dùng cho sắt cần chịu thời tiết khắc nghiệt, chống UV hoặc cần độ dẻo dai.
Bảng so sánh các loại bột sơn tĩnh điện phổ biến
Loại bột
Đặc điểm chính
Ứng dụng cho sắt
Nhiệt độ đóng rắn
Epoxy
Độ cứng cao, chống hóa chất tốt, dễ ngả vàng dưới UV
Chi tiết trong nhà, thiết bị công nghiệp, ống dẫn
180°C – 200°C
Polyester
Chống UV, chịu thời tiết tốt, độ bám dính cao
Khung cửa, lan can, kết cấu ngoài trời
190°C – 210°C
Hybrid
Cân bằng giữa epoxy và polyester, giá thành hợp lý
Để đạt được lớp sơn tĩnh điện chất lượng cao cho sắt, cần tuân thủ nghiêm ngặt 5 bước cơ bản. Mỗi bước đều ảnh hưởng trực tiếp đến độ bám dính, độ đồng đều và tuổi thọ của màng sơn.
Bước 1: Xử lý bề mặt sắt trước khi sơn
Bề mặt sắt phải được làm sạch hoàn toàn dầu mỡ, gỉ sét, bụi bẩn và các tạp chất khác. Đây là bước quyết định tới 70% chất lượng lớp sơn. Các phương pháp xử lý phổ biến bao gồm:
Tẩy dầu mỡ bằng hóa chất: Dùng dung dịch kiềm hoặc dung môi hữu cơ để loại bỏ dầu bám trên bề mặt sắt. Thời gian ngâm từ 5 đến 10 phút, sau đó xả sạch bằng nước.
Phun cát hoặc phun bi: Kỹ thuật phun hạt mài (cát thạch anh, bi thép) dưới áp lực cao để loại bỏ gỉ sét và tạo nhám bề mặt. Độ nhám đạt tiêu chuẩn Sa 2.5 theo ISO 8501-1 giúp tăng diện tích tiếp xúc cho bột sơn.
Phốt phát hóa: Tạo lớp phốt phát kẽm hoặc phốt phát sắt trên bề mặt sắt. Lớp phốt phát này có cấu trúc tinh thể, tăng cường khả năng chống ăn mòn và làm nền cho bột sơn bám chắc.
Trong thực tế, nhiều nhà máy kết hợp phương pháp phun cát với phốt phát hóa để đạt hiệu quả cao nhất. Chi phí cho xử lý bề mặt chiếm khoảng 25-30% tổng chi phí sơn tĩnh điện cho sắt.
Bước 2: Sấy khô và kiểm tra bề mặt
Sau khi xử lý, chi tiết sắt cần được sấy khô hoàn toàn trong lò sấy ở nhiệt độ 80-100°C trong 15-20 phút. Bề mặt phải khô tuyệt đối, không còn hơi ẩm vì nước sẽ gây lỗ rỗ và bọt khí trong quá trình nung. Kiểm tra bằng cách nhỏ vài giọt nước lên bề mặt, nếu nước lan đều và không co cụm là bề mặt đã đạt yêu cầu.
Bước 3: Phun bột sơn tĩnh điện lên bề mặt sắt
Bột sơn được đưa vào súng phun tĩnh điện thông qua hệ thống khí nén. Súng phun có điện cực tạo ra điện trường cao thế một chiều từ 30kV đến 100kV. Các hạt bột nhận điện tích dương và được phun về phía chi tiết sắt đang mang điện âm. Lực hút tĩnh điện khiến bột bám đều khắp bề mặt, kể cả những góc khuất.
Khoảng cách từ súng phun đến bề mặt sắt nên duy trì từ 150mm đến 300mm. Áp suất khí nén thường từ 0,5 đến 1,5 bar tùy vào kích thước chi tiết. Tốc độ phun đều tay, tránh phun quá dày ở một chỗ gây chảy sơn hoặc không đều màu. Thông thường, định lượng bột phun cho sắt dao động từ 100 đến 150 gram/m2.
Bước 4: Đóng rắn trong lò nung
Sau khi phun, chi tiết sắt được chuyển vào lò nung để bột nóng chảy và đóng rắn. Lò có thể là lò tĩnh (mẻ) hoặc lò liên tục dạng băng tải. Nhiệt độ nung tiêu chuẩn cho sơn polyester trên sắt là 200°C, thời gian duy trì trong lò từ 10 đến 15 phút. Nhiệt độ và thời gian phải được kiểm soát chính xác theo khuyến cáo của nhà sản xuất bột sơn.
Nếu nhiệt độ quá thấp hoặc thời gian nung ngắn, bột không chảy hết, màng sơn sẽ xốp và dễ bong tróc. Ngược lại, nhiệt độ quá cao gây cháy hoặc vàng màu sơn, làm suy giảm cơ tính của lớp phủ.
Bước 5: Làm nguội và kiểm tra chất lượng
Sản phẩm sau lò được làm nguội tự nhiên hoặc cưỡng bức bằng quạt gió. Khi nhiệt độ bề mặt giảm xuống dưới 40°C, tiến hành kiểm tra các chỉ tiêu:
Độ dày màng sơn: đo bằng thiết bị từ tính, yêu cầu đạt 60-120 µm
Độ bám dính: thử bằng dao cắt ô vuông (cross-cut test) theo tiêu chuẩn ASTM D3359
Độ bóng: đo bằng máy đo bóng gloss meter
Màu sắc và độ đồng đều: kiểm tra bằng mắt thường dưới ánh sáng đủ
Các chi tiết đạt yêu cầu được xuất xưởng. Nếu phát hiện lỗi như bọt khí, lõm hoặc chảy sơn, có thể tiến hành sơn lại sau khi mài bỏ lớp sơn cũ và xử lý bề mặt lại từ đầu.
Lợi ích và hạn chế của sơn tĩnh điện cho sắt
Lợi ích nổi bật
Độ bền cao: Màng sơn tĩnh điện chịu được va đập, chống ăn mòn hóa chất và tác động cơ học tốt hơn sơn nước thông thường từ 3 đến 5 lần.
Thân thiện môi trường: Không chứa dung môi VOC (Volatile Organic Compounds), giảm phát thải khí độc hại ra môi trường.
Tiết kiệm nguyên liệu: Lượng bột thừa có thể thu hồi và tái sử dụng lên đến 95% sau khi sàng lọc, giảm chi phí sản xuất.
Tính thẩm mỹ cao: Bề mặt sơn đồng đều, không có vết chảy hay vết cọ, đa dạng màu sắc và hiệu ứng bóng, mờ, vân cát, vân bạc.
Khả năng che phủ tốt: Chỉ cần một lớp sơn duy nhất đã đạt độ dày và độ che phủ mong muốn, rút ngắn thời gian sản xuất.
Hạn chế cần cân nhắc
Đầu tư thiết bị lớn: Hệ thống sơn tĩnh điện bao gồm súng phun, buồng phun, lò nung và hệ thống thu hồi bột có chi phí từ vài trăm triệu đến vài tỷ đồng.
Giới hạn kích thước chi tiết: Sắt có kết cấu quá lớn hoặc quá dày khó gia nhiệt đều trong lò nung, ảnh hưởng đến chất lượng màng sơn.
Khó sửa chữa: Một khi lớp sơn đã đóng rắn, việc sơn lại rất phức tạp, thường phải mài bỏ hoàn toàn lớp cũ.
Đòi hỏi kỹ thuật viên lành nghề: Người vận hành phải có kiến thức về điện cao thế, hóa chất và kiểm soát quy trình để tránh sai sót.
So sánh sơn tĩnh điện và sơn nước cho sắt
Tiêu chí
Sơn tĩnh điện
Sơn nước
Độ bám dính
Rất tốt, lên đến 10 MPa
Tùy thuộc vào sơn lót, thường thấp hơn
Độ dày màng sơn
60–120 µm, đồng đều
30–80 µm, khó kiểm soát độ dày
Khả năng chống ăn mòn
Xuất sắc, trên 1000 giờ thử muối
Trung bình, 200–500 giờ thử muối
Thời gian khô
10–15 phút trong lò (sơn khô hoàn toàn)
4–24 giờ tùy điều kiện thời tiết
Chi phí trên m2
Thấp hơn 20–30% khi sản xuất hàng loạt
Thấp ban đầu, cao hơn khi tính công lao động
An toàn môi trường
Không dung môi, ít khí thải
Có dung môi, phát thải VOC
Ứng dụng thực tế của sơn tĩnh điện trên sắt
Sơn tĩnh điện được ứng dụng rộng rãi trong nhiều lĩnh vực nhờ tính năng vượt trội.
Công nghiệp chế tạo: Vỏ tủ điện, thùng máy, bồn chứa, ống dẫn, linh kiện ô tô xe máy, giá kệ kho hàng sử dụng sơn hybrid hoặc epoxy để chịu hóa chất và va đập.
Đồ gia dụng: Vỏ lò vi sóng, tủ lạnh, máy giặt, bếp gas, các chi tiết khung của thiết bị gia dụng đều được sơn tĩnh điện tạo vẻ sang trọng và dễ vệ sinh.
Ngành dầu khí và năng lượng: Các chi tiết van, mặt bích, đường ống chịu áp lực được phủ sơn tĩnh điện polyurethane hoặc epoxy chịu hóa chất, đáp ứng tiêu chuẩn NACE và ISO.
Những sai lầm thường gặp khi sơn tĩnh điện cho sắt và cách khắc phục
Lỗi lớp sơn bị bọt khí hoặc lỗ rỗ
Nguyên nhân thường do bề mặt sắt chưa khô hoàn toàn hoặc dầu mỡ còn sót lại. Khắc phục bằng cách tăng thời gian sấy, kiểm tra kỹ quy trình tẩy dầu. Ngoài ra, độ ẩm trong buồng phun quá cao cũng gây lỗi này, cần lắp đặt máy hút ẩm và kiểm soát độ ẩm dưới 60%.
Lỗi bột sơn bám không đều, có chỗ dày chỗ mỏng
Nguyên nhân có thể do súng phun bị tắc, điện thế phun không ổn định hoặc khoảng cách phun không đều. Cần vệ sinh súng thường xuyên, kiểm tra nguồn điện cao thế và tập huấn thao tác phun cho công nhân. Đối với chi tiết có góc cạnh phức tạp, có thể sử dụng súng phun tay có điều chỉnh luồng khí.
Lỗi màng sơn bị chảy hoặc nhăn
Thường gặp khi phun quá dày một lần hoặc nhiệt độ lò nung quá cao. Giải pháp là điều chỉnh lưu lượng bột phun, nên phun nhiều lớp mỏng thay vì một lớp dày. Đồng thời kiểm soát chặt chẽ đường cong nhiệt độ trong lò, đảm bảo tăng nhiệt từ từ theo khuyến cáo của nhà sản xuất.
Lỗi sơn bị bong tróc sau thời gian ngắn sử dụng
Nguyên nhân chính đến từ bước xử lý bề mặt không đạt chuẩn, đặc biệt là thiếu công đoạn phốt phát hóa hoặc phun cát không đủ độ nhám. Cần kiểm tra lại quy trình xử lý bề mặt, đảm bảo độ nhám Ra từ 2,5 đến 5 micromet. Kiểm tra độ bám dính bằng test cắt ô vuông ngay sau khi sơn để phát hiện sớm.
Lưu ý quan trọng khi thực hiện sơn tĩnh điện cho sắt
Lựa chọn bột sơn phù hợp: Tùy vào điều kiện môi trường sử dụng (trong nhà hay ngoài trời, tiếp xúc hóa chất hay không) mà chọn loại bột epoxy, polyester hay hybrid. Xem xét thêm màu sắc và độ bóng
Kiểm soát nhiệt độ lò nung: Đảm bảo nhiệt độ đồng đều trong toàn bộ lò, chênh lệch không quá ±5°C. Sử dụng thermocouple và cảm biến để giám sát liên tục.
Bảo trì hệ thống phun bột: Vệ sinh buồng phun, súng phun và hệ thống thu hồi bột hàng ngày. Bột thu hồi phải được sàng lọc qua lưới 100 mesh để loại bỏ tạp chất trước khi tái sử dụng.
An toàn lao động: Công nhân phải đeo khẩu trang phòng độc, kính bảo hộ và găng tay cách điện khi vận hành súng phun. Khu vực làm việc phải có hệ thống thông gió và chống cháy nổ vì bột sơn có khả năng gây nổ trong không gian kín.
Kiểm tra định kỳ: Thực hiện các bài kiểm tra độ dày, độ bám dính và độ bóng trên từng mẻ sản phẩm. Lưu trữ hồ sơ để truy xuất nguồn gốc khi có sự cố.
Câu hỏi thường gặp về cách sơn tĩnh điện cho sắt
Sơn tĩnh điện cho sắt có cần sơn lót không?
Thông thường, sơn tĩnh điện không cần sơn lót riêng vì bản thân lớp bột sau khi đóng rắn đã có khả năng bám dính và chống ăn mòn tốt. Tuy nhiên, trong một số trường hợp yêu cầu chống ăn mòn cực cao, người ta có thể phủ thêm một lớp sơn lỏng epoxy giàu kẽm trước khi sơn tĩnh điện.
Thời gian chịu đựng của lớp sơn tĩnh điện trên sắt là bao lâu?
Tuổi thọ của lớp sơn tĩnh điện phụ thuộc vào môi trường sử dụng và quy trình sơn. Trong điều kiện bình thường, lớp sơn polyester trên kết cấu sắt ngoài trời có thể bền 10–15 năm trước khi xuất hiện dấu hiệu phấn hóa. Trong nhà, tuổi thọ có thể kéo dài 20–25 năm.
Có thể sơn tĩnh điện lại trên bề mặt sắt đã qua sơn không?
Được, nhưng cần phải mài bỏ hoàn toàn lớp sơn cũ bằng máy mài hoặc phun cát cho đến khi lộ nền sắt. Sau đó tiến hành xử lý bề mặt như quy trình chuẩn. Việc sơn đè lên lớp cũ mà không xử lý sẽ gây bong tróc nhanh chóng.
Giá thành sơn tĩnh điện cho sắt bao nhiêu tiền một mét vuông?
Chi phí dao động từ 50.000 đến 120.000 đồng/m2 tùy vào loại bột, kích thước chi tiết và số lượng đơn hàng. Đơn giá này đã bao gồm chi phí xử lý bề mặt, phun và nung. Với đơn hàng lớn trên 500 m2, giá có thể giảm 15–20%.
Kết luận
Cách sơn tĩnh điện cho sắt là quy trình kỹ thuật đòi hỏi sự chuẩn xác từ khâu chuẩn bị bề mặt đến kiểm soát nhiệt độ nung. Lựa chọn đúng loại bột sơn, trang thiết bị phù hợp và đội ngũ kỹ thuật tay nghề cao là yếu tố then chốt quyết định chất lượng sản phẩm. Công nghệ này không chỉ nâng cao giá trị thẩm mỹ và độ bền cho các sản phẩm sắt mà còn tối ưu chi phí sản xuất và bảo vệ môi trường. Nắm vững các bước thực hiện và những lưu ý trong bài viết sẽ giúp bạn triển khai dự án sơn tĩnh điện một cách hiệu quả và bền vững nhất.









")