Đúc kim loại là một trong những công nghệ gia công vật liệu lâu đời nhất, đóng vai trò nền tảng trong ngành cơ khí chế tạo. Hiểu rõ các phương pháp đúc kim loại giúp doanh nghiệp lựa chọn đúng công nghệ, tối ưu chi phí và nâng cao chất lượng sản phẩm. Từ đúc cát truyền thống đến đúc áp lực hiện đại, mỗi phương pháp đều có ưu nhược điểm riêng phù hợp với từng loại vật liệu, hình dạng và sản lượng. Nội dung dưới đây sẽ phân tích chi tiết từng phương pháp đúc kim loại phổ biến kèm số liệu thực tế, giúp bạn có cái nhìn toàn diện nhất.
Quá trình đúc kim loại là việc nấu chảy vật liệu (thép, nhôm, đồng, gang, hợp kim) và rót vào khuôn có hình dạng mong muốn. Sau khi đông đặc, người ta lấy sản phẩm ra (gọi là vật đúc) và thực hiện các bước gia công tinh. Tùy vào loại khuôn, áp lực rót, vật liệu khuôn và yêu cầu độ chính xác mà chia ra thành nhiều phương pháp đúc kim loại khác nhau. Theo thống kê ngành cơ khí, có hơn 15 kỹ thuật đúc đang được ứng dụng trên thế giới, nhưng phổ biến nhất tại Việt Nam là 7 phương pháp dưới đây.
Phân loại chi tiết các phương pháp đúc kim loại
Phương pháp đúc cát – truyền thống nhưng vẫn thịnh hành
Đúc cát là phương pháp sử dụng khuôn cát (hỗn hợp cát silic, chất kết dính và nước) để tạo hình vật đúc. Đây là kỹ thuật lâu đời nhất, chiếm khoảng 60% tổng sản lượng đúc trên toàn cầu. Nguyên lý: làm khuôn từ mẫu gỗ hoặc nhựa, sau đó rót kim loại lỏng vào lòng khuôn. Khi nguội, phá khuôn và lấy sản phẩm.
Ưu điểm: Chi phí khuôn thấp, có thể đúc vật đúc có trọng lượng từ vài gram đến hàng trăm tấn, phù hợp sản xuất đơn chiếc và hàng loạt nhỏ.
Nhược điểm: Độ chính xác kích thước thấp (IT14 – IT16), độ nhám bề mặt cao, năng suất không cao do thời gian làm khuôn lâu.
Ứng dụng: Sản xuất thân máy bơm, van, vỏ hộp số, chân đế máy móc.
Phương pháp đúc áp lực (High Pressure Die Casting)
Đúc áp lực là quá trình bơm kim loại lỏng vào khuôn thép dưới áp suất cao (300 – 1000 bar) với tốc độ nhanh. Khuôn được gọi là khuôn chết (die), chế tạo từ thép hợp kim chịu nhiệt. Phương pháp này thường dùng cho hợp kim nhôm, kẽm, magie và đồng.
Ưu điểm: Độ chính xác cao (IT9 – IT12), bề mặt đẹp, năng suất lớn, giảm thời gian gia công cơ khí sau đúc.
Nhược điểm: Khuôn đắt, chỉ phù hợp sản xuất hàng loạt lớn, giới hạn trọng lượng vật đúc (thường dưới 10 kg), khó thoát khí gây rỗ khí.
Ứng dụng: Vỏ điện thoại, linh kiện ô tô (piston, bộ chế hòa khí), vỏ máy tính.
Phương pháp đúc ly tâm
Đúc ly tâm tận dụng lực quay ly tâm để phân bố kim loại lỏng lên bề mặt khuôn hình trụ. Khuôn có thể là khuôn kim loại hoặc khuôn cát, quay quanh trục nằm ngang hoặc thẳng đứng. Lực ly tâm tạo ra áp suất bên trong, giúp kim loại đặc chắc, loại bỏ tạp chất nhẹ và rỗ khí vào trong lòng vật đúc.
Ưu điểm: Vật đúc đặc, không rỗ xốp, cơ tính cao, tiết kiệm kim loại (không cần hệ thống rót đậu ngót).
Nhược điểm: Chỉ đúc được chi tiết có dạng tròn xoay, khuôn đắt, năng suất không cao.
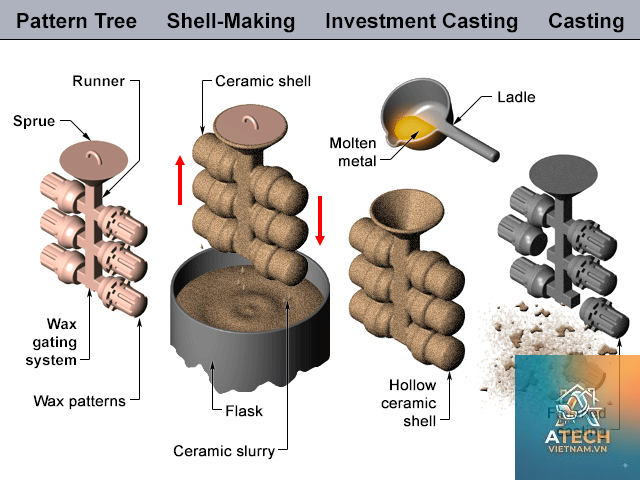
Phương pháp đúc mất mẫu (Investment Casting / Lost Wax)
Đúc mất mẫu dùng mẫu sáp hoặc nhựa dễ cháy, phủ nhiều lớp vỏ gốm chịu nhiệt. Sau khi sáp chảy ra (lost wax), lòng khuôn có hình dạng y hệt mẫu. Rót kim loại lỏng vào, khuôn gốm sau đó được phá bỏ để lấy sản phẩm. Đây là phương pháp cho độ chính xác cao nhất trong các phương pháp đúc kim loại.
Ưu điểm: Độ chính xác IT7 – IT10, độ nhám bề mặt thấp (Ra 1.6 – 3.2 µm), có thể đúc được hình dạng phức tạp, hợp kim khó gia công cắt gọt.
Nhược điểm: Quy trình dài (nhiều bước), chi phí cao, kích thước vật đúc bị hạn chế (thường dưới 10 kg).
Ứng dụng: Lưỡi tuabin động cơ máy bay, dụng cụ y tế (chân tay giả), trang sức, linh kiện máy bơm công nghiệp.
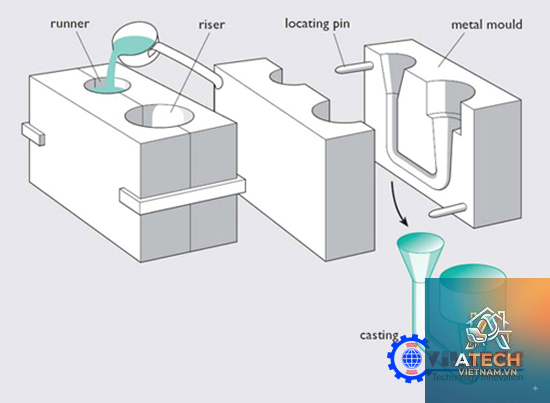
Phương pháp đúc khuôn kim loại (Permanent Mold Casting / Gravity Die Casting)
Đúc khuôn kim loại sử dụng khuôn làm từ gang hoặc thép, có thể dùng nhiều lần. Kim loại lỏng được rót trọng lực vào khuôn (không có áp lực). Khuôn thường được nung nóng trước và phủ lớp sơn chống dính để tăng tuổi thọ.
Ưu điểm: Độ chính xác kích thước tốt (IT11 – IT14), độ nhám thấp hơn đúc cát, năng suất cao, cơ tính vật đúc tốt hơn đúc cát.
Nhược điểm: Khuôn đắt, khó tạo hình phức tạp (cần độ dốc lớn), chi phí đầu tư cao, phù hợp sản xuất hàng loạt vừa và lớn.
Ứng dụng: Đế bàn là, nồi nhôm, piston, xi lanh thủy lực, vỏ động cơ nhỏ.
Phương pháp đúc chân không (Vacuum Casting / V-Process)
Đúc chân không (hay đúc V) sử dụng khuôn cát khô không có chất kết dính. Cát được giữ cố định nhờ màng nhựa mỏng và áp suất chân không. Khi rót kim loại lỏng, màng nhựa cháy đi, chân không giúp kim loại điền đầy khuôn hoàn hảo và đông đặc trong môi trường không có tạp chất.
Ưu điểm: Bề mặt rất mịn, độ chính xác cao, giảm thiểu khuyết tật (rỗ khí, xỉ), thân thiện môi trường (cát có thể tái sử dụng).
Nhược điểm: Năng suất thấp, chi phí đầu tư hệ thống chân không cao, khó đúc với số lượng lớn nếu không tự động hóa.
Ứng dụng: Khuôn mẫu nghệ thuật, linh kiện hàng không, các chi tiết yêu cầu thẩm mỹ cao.
Phương pháp đúc khuôn thạch cao (Plaster Mold Casting)
Phương pháp này dùng hỗn hợp thạch cao (gypsum) làm khuôn. Thạch cao có khả năng tái tạo chi tiết cực nhỏ, ít co ngót, thích hợp cho hợp kim nhôm, đồng và magie ở nhiệt độ đúc thấp.
Ưu điểm: Bề mặt cực kỳ mịn, độ chính xác rất cao như đúc mất mẫu nhưng rẻ hơn.
Nhược điểm: Khuôn chỉ dùng một lần, chịu nhiệt kém (không dùng cho thép), quy trình sấy khuôn lâu.
Ứng dụng: Mẫu thử, chi tiết mỹ thuật, linh kiện điện tử chính xác.
So sánh các phương pháp đúc kim loại phổ biến
Để dễ hình dung, bảng so sánh dưới đây tổng hợp các tiêu chí kỹ thuật quan trọng giữa các phương pháp đúc kim loại chính:
Phương pháp
Độ chính xác (IT)
Độ nhám bề mặt (Ra)
Năng suất
Chi phí khuôn
Sản lượng phù hợp
Đúc cát
IT14 – IT16
6.3 – 12.5 µm
Thấp
Thấp
Đơn chiếc – loạt nhỏ
Đúc áp lực
IT9 – IT12
1.6 – 3.2 µm
Rất cao
Rất cao
Hàng loạt lớn
Đúc ly tâm
IT12 – IT14
3.2 – 6.3 µm
Trung bình
Trung bình
Loạt nhỏ – vừa
Đúc mất mẫu
IT7 – IT10
0.8 – 3.2 µm
Thấp
Cao
Loạt nhỏ – vừa
Đúc khuôn kim loại
IT11 – IT14
3.2 – 6.3 µm
Cao
Cao
Hàng loạt vừa – lớn
Đúc chân không
IT10 – IT12
1.6 – 3.2 µm
Trung bình
Cao
Loạt nhỏ
Lợi ích và hạn chế chung của các phương pháp đúc kim loại
Lợi ích vượt trội
Tạo hình linh hoạt: Có thể tạo ra những chi tiết có hình dạng phức tạp mà gia công cắt gọt không làm được hoặc giá thành rất cao.
Tiết kiệm nguyên liệu: So với gia công phôi từ thép khối (phay, tiện), đúc giảm đáng kể phế liệu (tỉ lệ sử dụng vật liệu đạt 80–95%).
Cơ tính đồng đều: Quá trình đông đặc có kiểm soát giúp sản phẩm có độ bền và độ cứng ổn định theo mọi hướng.
Giảm thời gian gia công: Chi tiết đúc gần như hoàn thiện, chỉ cần tinh chế ở vài vị trí.
Hạn chế cần khắc phục
Khuyết tật đúc: Rỗ khí, rỗ co, nứt nóng, lẫn xỉ, thiếu điền đầy là các vấn đề thường gặp nếu không kiểm soát chặt chẽ quy trình.
Đầu tư ban đầu cao: Khuôn mẫu (đặc biệt khuôn áp lực, khuôn kim loại) có giá trị lớn, đòi hỏi sản lượng lớn để thu hồi vốn.
Khó đạt độ chính xác cực cao: Trừ đúc mất mẫu và đúc áp lực, các phương pháp khác thường phải qua gia công bổ sung để đạt dung sai < 0.1 mm.
Quy trình thực hiện từng phương pháp đúc kim loại
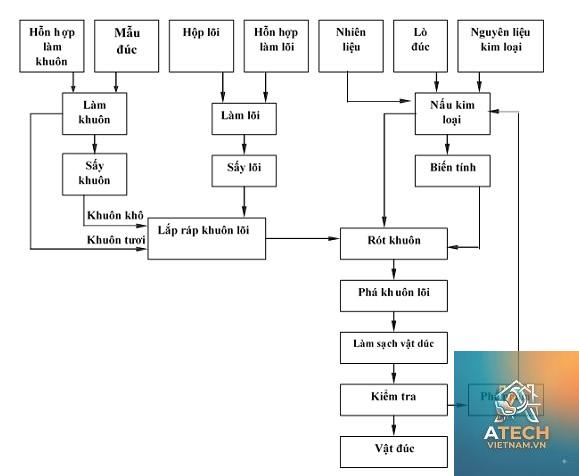
Quy trình đúc cát
B1: chế tạo mẫu (gỗ hoặc nhựa) và hộp khuôn. B2: trộn cát (cát silic 90–95% + đất sét 5–10% + nước). B3: đầm khuôn dưới và khuôn trên. B4: tháo mẫu, tạo lõi (nếu có). B5: lắp khuôn, rót kim loại lỏng. B6: phá khuôn, làm sạch, kiểm tra.
Quy trình đúc áp lực
B1: thiết kế và chế tạo khuôn thép. B2: nấu chảy hợp kim trong lò giữ nhiệt. B3: đóng khuôn, bơm kim loại vào buồng ép (hot chamber hoặc cold chamber). B4: áp lực piston đẩy kim loại lỏng vào lòng khuôn trong 0.1–0.5 giây. B5: giữ áp lực cho đến khi đông đặc (vài giây). B6: mở khuôn, đẩy vật đúc ra ngoài bằng chốt đẩy.
Quy trình đúc ly tâm
B1: lắp khuôn hình trụ lên máy quay. B2: quay khuôn đạt tốc độ 300–1500 vòng/phút (tùy đường kính). B3: rót kim loại lỏng vào lòng khuôn đang quay qua máng rót. B4: duy trì quay cho đến khi đông đặc hoàn toàn. B5: dừng máy, lấy vật đúc, gia công bề mặt ngoài (nếu cần).
Quy trình đúc mất mẫu
B1: chế tạo khuôn ép sáp (master die). B2: ép sáp vào khuôn để tạo mẫu sáp. B3: ghép các mẫu sáp thành cụm trên hệ thống rót (cây sáp). B4: nhúng cụm sáp vào dung dịch gốm (sứ) nhiều lần để tạo vỏ khuôn. B5: sấy và nung vỏ gốm ở 800–1000°C để sáp chảy ra. B6: nung vỏ khuôn đến nhiệt độ yêu cầu rồi rót kim loại lỏng. B7: sau khi nguội, đập bỏ vỏ gốm, cắt cây rót, hoàn thiện.
Quy trình đúc khuôn kim loại
B1: nung khuôn kim loại đến 150–300°C (tùy hợp kim). B2: phun sơn chống dính và phủ lớp graphite. B3: lắp lõi (bằng thép hoặc cát). B4: rót kim loại lỏng bằng trọng lực qua hệ thống rót. B5: làm nguội có kiểm soát (bằng nước hoặc không khí). B6: mở khuôn, lấy sản phẩm, làm sạch.
Ứng dụng thực tế của các phương pháp đúc kim loại
Ngành ô tô: đúc áp lực cho thân xe, hộp số, piston; đúc cát cho thân máy lớn; đúc ly tâm cho xi lanh, ống xả.
Hàng không – vũ trụ: đúc mất mẫu cho cánh tuabin, vỏ động cơ phản lực; đúc chân không cho các chi tiết chịu nhiệt.
Xây dựng: đúc cát cho van, đường ống gang; đúc ly tâm cho cọc ống.
Điện tử – tiêu dùng: đúc áp lực cho vỏ điện thoại, laptop, đèn LED tản nhiệt.
Câu hỏi thường gặp về các phương pháp đúc kim loại
Các phương pháp đúc kim loại nào cho độ chính xác cao nhất?
Đúc mất mẫu (investment casting) và đúc áp lực (die casting) là hai phương pháp có độ chính xác cao nhất, đạt tới IT7 – IT10. Tuy nhiên, mỗi phương pháp phù hợp với loại hợp kim và kích thước khác nhau. Đúc mất mẫu thường được chọn cho thép, hợp kim chịu nhiệt; đúc áp lực dành cho nhôm, kẽm, magie.
Phương pháp đúc nào rẻ nhất cho sản xuất đơn chiếc?
Đúc cát là phương pháp rẻ nhất vì chi phí khuôn thấp, mẫu làm từ gỗ hoặc nhựa, có thể thực hiện thủ công. Ngoài ra, đúc cát cũng linh hoạt nhất về trọng lượng và kích cỡ.
Kim loại nào dễ đúc nhất và khó đúc nhất?
Nhôm và hợp kim nhôm là dễ đúc nhất do nhiệt độ nóng chảy thấp (660°C), tính chảy loãng tốt. Thép không gỉ và titan là khó đúc nhất do nhiệt độ cao, dễ bị oxy hóa, cần môi trường chân không hoặc khí bảo vệ.
Đúc khuôn kim loại khác đúc áp lực như thế nào?
Đúc khuôn kim loại rót bằng trọng lực, không có áp lực, năng suất thấp hơn, độ chính xác trung bình. Đúc áp lực dùng áp suất cao bơm kim loại vào khuôn, năng suất cao, độ chính xác tốt hơn nhưng khuôn đắt hơn và giới hạn kích thước sản phẩm.
Có thể đúc vật đúc từ nhiều loại kim loại khác nhau trong cùng một lần không?
Có, kỹ thuật đúc bimetal hoặc đúc composite cho phép rót hai loại kim loại khác nhau vào cùng một khuôn để tạo ra sản phẩm có vùng chức năng riêng biệt. Ví dụ: đúc răng búa nghiền bằng thép hợp kim cao trên nền thép cacbon.
Kết luận
Việc lựa chọn các phương pháp đúc kim loại phù hợp phụ thuộc vào nhiều yếu tố như vật liệu, hình dạng, sản lượng, ngân sách và yêu cầu kỹ thuật. Mỗi phương pháp đều có vị trí riêng trong chuỗi sản xuất cơ khí. Đúc cát vẫn là giải pháp cho các chi tiết lớn và đơn chiếc, đúc áp lực dẫn đầu về năng suất và độ chính xác cho hàng loạt lớn, đúc mất mẫu là chìa khóa cho những chi tiết phức tạp và hợp kim khó gia công, trong khi đúc ly tâm tối ưu cho sản phẩm dạng ống. Hiểu rõ đặc điểm, ưu nhược điểm của từng công nghệ giúp doanh nghiệp tối ưu hóa chi phí, nâng cao chất lượng và tăng khả năng cạnh tranh trên thị trường.