Trong lĩnh vực gia công cơ khí, việc xác định chính xác tốc độ cắt tối ưu không chỉ giúp nâng cao năng suất mà còn kéo dài tuổi thọ dụng cụ cắt, đảm bảo chất lượng bề mặt sản phẩm. Tốc độ cắt tối ưu là giá trị vận tốc tương đối giữa lưỡi cắt và phôi tại điểm tiếp xúc, được tính toán dựa trên nhiều thông số kỹ thuật như vật liệu gia công, loại dao, máy móc và điều kiện làm mát. Bài viết này sẽ phân tích chi tiết khái niệm, công thức tính, yếu tố ảnh hưởng và những sai lầm thường gặp khi xác định thông số quan trọng này.
Tốc độ cắt (Vc) là vận tốc dài của điểm trên lưỡi cắt so với bề mặt phôi, thường được đo bằng mét trên phút (m/ph) hoặc feet trên phút (SFM). Tốc độ cắt tối ưu là giá trị Vc mà tại đó quá trình gia công đạt hiệu quả cao nhất về mặt năng suất, tuổi thọ dao, chất lượng bề mặt và chi phí gia công. Nó không phải một con số cố định mà phụ thuộc vào tổ hợp nhiều biến số.
Bản chất vật lý đằng sau tốc độ cắt
Khi tốc độ cắt tăng, nhiệt độ tại vùng cắt tăng lên do ma sát và biến dạng dẻo. Nếu nhiệt độ vượt ngưỡng chịu nhiệt của vật liệu dao, dao sẽ nhanh bị mòn hoặc biến dạng. Ngược lại, nếu tốc độ cắt quá thấp, thời gian gia công kéo dài, năng suất thấp và có thể gây ra hiện tượng tích lũy lẹo dao (built-up edge). Tốc độ cắt tối ưu nằm trong khoảng cân bằng giữa hai thái cực này, cho phép phoi thoát tốt, lực cắt ổn định và nhiệt độ được kiểm soát.
Mỗi loại vật liệu có độ cứng, độ dẻo và hệ số dẫn nhiệt khác nhau, đòi hỏi tốc độ cắt tối ưu khác nhau. Ví dụ, nhôm mềm cho phép tốc độ cắt cao (400–800 m/ph) trong khi thép không gỉ chỉ đạt 80–180 m/ph. Các hợp kim siêu cứng như Inconel yêu cầu tốc độ rất thấp, dưới 40 m/ph khi dùng dao carbide.
Vật liệu và hình dạng dụng cụ cắt
Dao thép gió (HSS): Chịu nhiệt kém, tốc độ cắt tối ưu thấp (20–50 m/ph với thép thường).
Dao carbide (hợp kim cứng): Chịu nhiệt tốt hơn, tốc độ cao hơn (80–300 m/ph).
Dao CBN (Cubic Boron Nitride): Dùng cho thép cứng, tốc độ trung bình.
Dao gốm (Ceramic): Chịu nhiệt cực tốt, tốc độ cắt rất cao (300–1000 m/ph).
Thông số hình học của dao
Góc nghiêng chính, góc trước, góc sau của dao ảnh hưởng trực tiếp đến lực cắt và nhiệt sinh ra. Một dao có góc trước dương làm giảm lực cắt nhưng có thể làm giảm tuổi thọ nếu tốc độ cao. Tốc độ cắt tối ưu cần được điều chỉnh tương ứng với thông số hình học này.
Điều kiện làm mát và bôi trơn
Dung dịch làm mát đóng vai trò quan trọng trong việc kiểm soát nhiệt độ vùng cắt. Nếu làm mát hiệu quả, tốc độ cắt tối ưu có thể tăng lên 15–25% so với cắt khô. Tuy nhiên, cần lưu ý loại dung dịch phù hợp với vật liệu gia công để tránh phản ứng hóa học gây hại.
Độ cứng vững của hệ thống máy – dao – phôi
Máy cũ kỹ, độ rung lớn sẽ hạn chế tốc độ cắt tối ưu vì dễ gây ra hiện tượng rung động tự kích thích (chatter). Hệ thống càng cứng vững, tốc độ cắt càng có thể nâng cao mà vẫn giữ được độ chính xác.
Công Thức Tính Tốc Độ Cắt Tối Ưu
Công thức cơ bản
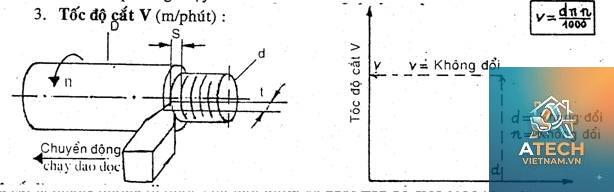
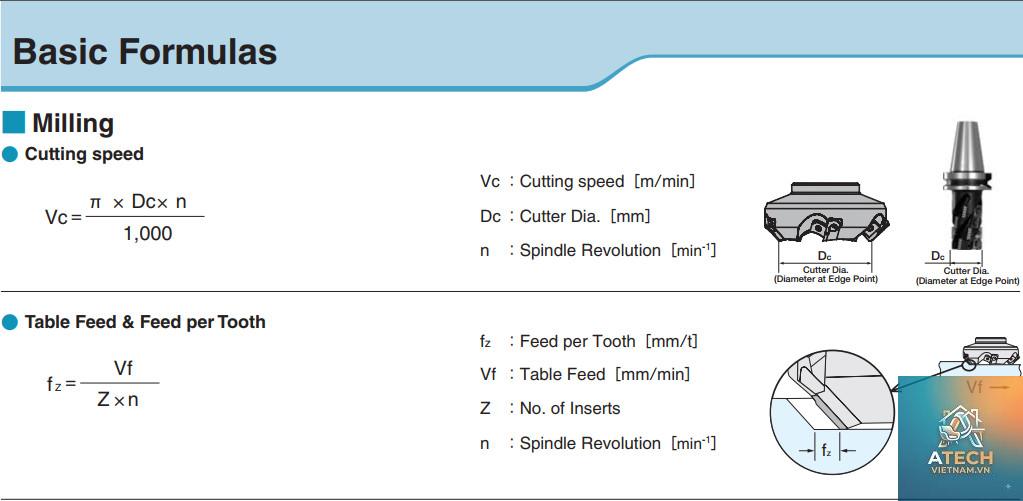
Tốc độ cắt được tính theo công thức: Vc = (π × D × n) / 1000
Trong đó:
Vc: tốc độ cắt (m/ph)
D: đường kính phôi (mm) cho tiện, hoặc đường kính dao (mm) cho phay
n: số vòng quay trục chính (vòng/phút)
π ≈ 3.14
Từ công thức này, khi biết Vc tối ưu, người vận hành sẽ tính ngược lại số vòng quay cần thiết.
Bảng tốc độ cắt tối ưu tham khảo cho một số vật liệu phổ biến
Vật liệu gia công
Độ cứng (HB)
Dao HSS (m/ph)
Dao Carbide (m/ph)
Thép carbon thấp (C=0.2%)
120–180
25–35
100–180
Thép carbon trung bình (C=0.45%)
180–220
20–30
80–140
Thép hợp kim (4140)
250–300
15–25
60–110
Thép không gỉ (304)
150–200
12–20
60–120
Nhôm (6061)
60–100
60–100
300–800
Đồng thau (Brass)
80–120
40–60
150–300
Gang xám
180–220
18–25
80–160
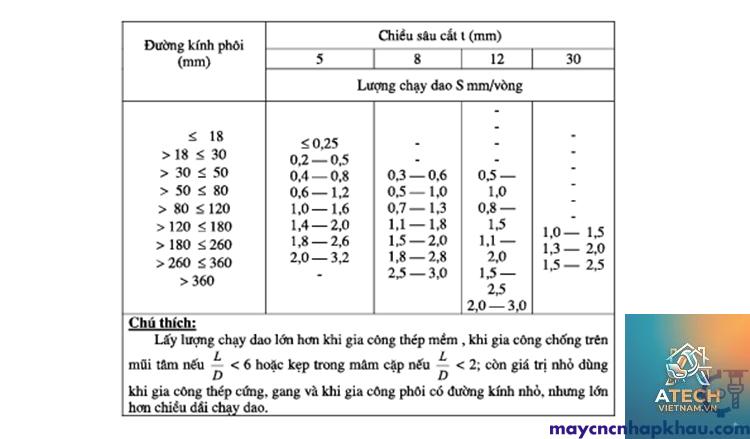
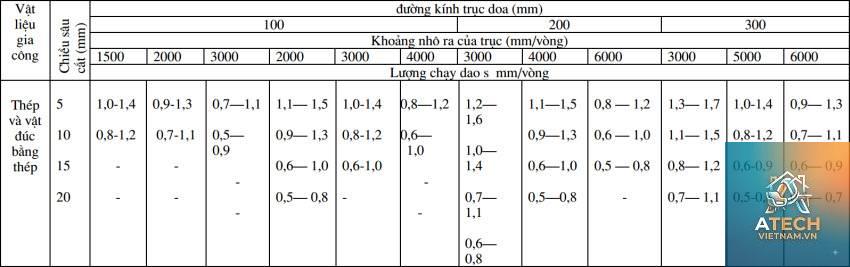
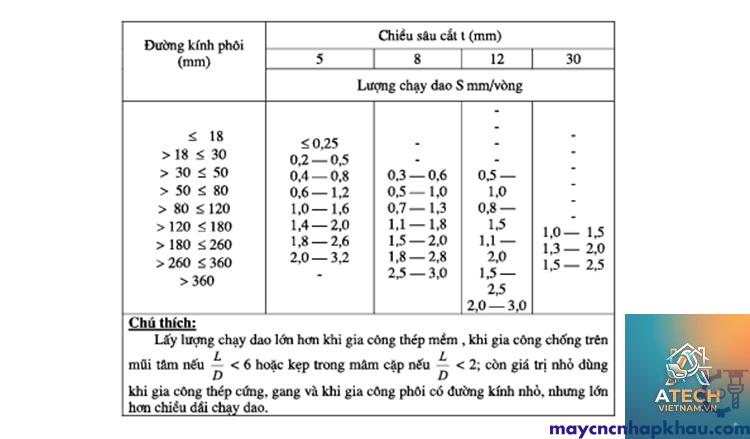
Điều chỉnh tốc độ dựa trên chiều sâu cắt và bước tiến
Công thức Taylor mô tả mối quan hệ giữa tuổi thọ dao và tốc độ cắt: Vc × T^m = C
Trong đó T là tuổi thọ dao (phút), m là hằng số phụ thuộc vào vật liệu dao (khoảng 0.2–0.5), C là hằng số. Khi tăng chiều sâu cắt (ap) hoặc bước tiến (f), lực cắt tăng, do đó tốc độ cắt tối ưu cần được giảm xuống để duy trì tuổi thọ dao.
Lợi Ích Và Hạn Chế Khi Sử Dụng Tốc Độ Cắt Tối Ưu
Lợi ích
Năng suất cao: Rút ngắn thời gian gia công, tăng số lượng sản phẩm trong một đơn vị thời gian.
Giảm chi phí dao cụ: Tuổi thọ dao kéo dài, ít phải thay dao, giảm chi phí mua sắm và thời gian dừng máy.
Chất lượng bề mặt tốt: Bề mặt gia công nhẵn, ít ba via, đạt dung sai kích thước yêu cầu.
Giảm tiêu thụ năng lượng: Lực cắt ổn định, máy hoạt động hiệu quả hơn, giảm hóa đơn điện.
An toàn cho người vận hành: Giảm nguy cơ vỡ dao, phoi bắn, cháy nổ do nhiệt độ quá cao.
Hạn chế
Phụ thuộc vào điều kiện thực tế: Lý thuyết và bảng tham khảo không phải lúc nào cũng áp dụng chính xác. Cần thử nghiệm thực tế để tinh chỉnh.
Khó xác định nếu thiếu dữ liệu: Với vật liệu mới hoặc dao lạ, việc tìm ra tốc độ cắt tối ưu mất nhiều thời gian.
Yêu cầu máy móc hiện đại: Máy CNC thế hệ mới có thể tự động điều chỉnh tốc độ, nhưng máy thường không có khả năng này nên phải can thiệp thủ công.
Không phải lúc nào cũng ưu tiên năng suất cao nhất: Một số công việc yêu cầu chất lượng bề mặt cực tốt hoặc gia công tinh, khi đó tốc độ cắt tối ưu có thể thấp hơn giá trị lý thuyết.
So Sánh Tốc Độ Cắt Tối Ưu Với Các Thông Số Gia Công Khác
Thông số
Định nghĩa
Vai trò
Mối quan hệ với Vc tối ưu
Tốc độ cắt (Vc)
Vận tốc dài của lưỡi cắt
Ảnh hưởng nhiệt, mòn dao, thời gian gia công
Thông số chính được tối ưu hóa
Bước tiến (f)
Khoảng cách dao di chuyển sau mỗi vòng quay
Ảnh hưởng độ nhám bề mặt, lực cắt
Cần giảm Vc khi tăng f để giữ tuổi thọ dao
Chiều sâu cắt (ap)
Độ sâu dao ăn vào phôi
Quyết định lượng vật liệu được loại bỏ
Tăng ap đòi hỏi giảm Vc
Số vòng quay (n)
Số vòng quay trục chính/phút
Tính toán trực tiếp từ Vc và đường kính
Biến trung gian, không tối ưu riêng lẻ
Ứng Dụng Thực Tế Của Tốc Độ Cắt Tối Ưu
Ngành sản xuất ô tô
Trong gia công trục khuỷu, piston, xi lanh, tốc độ cắt tối ưu giúp đạt độ chính xác micromet, đảm bảo tuổi thọ động cơ. Các nhà máy sử dụng hệ thống giám sát rung động và nhiệt độ để tự động điều chỉnh Vc trong quá trình chạy dao.
Ngành hàng không và vũ trụ
Vật liệu titan, Inconel đòi hỏi tốc độ cắt rất thấp. Một số nghiên cứu chỉ ra rằng với hợp kim Inconel 718, tốc độ cắt tối ưu là 35–50 m/ph khi dùng dao carbide phủ TiAlN. Sai lệch 10% có thể làm giảm tuổi thọ dao đến 40%.
Ngành chế tạo khuôn mẫu
Gia công thép làm khuôn (P20, H13) yêu cầu bề mặt bóng, độ cứng cao. Tốc độ cắt tối ưu thường ở mức 120–160 m/ph với dao carbide, kết hợp với bước tiến nhỏ để đạt độ bóng bề mặt Ra dưới 0.8 µm.
Gia công nhôm trong sản xuất linh kiện điện tử
Nhôm mềm cho phép tốc độ cắt lên đến 800 m/ph. Tốc độ cắt tối ưu ở mức 600–700 m/ph giúp giảm thời gian gia công đến 60% so với tốc độ 300 m/ph, đồng thời vẫn đảm bảo độ chính xác và không gây cháy dao.
Sai Lầm Thường Gặp Khi Xác Định Tốc Độ Cắt Tối Ưu Và Cách Tránh
Sai lầm 1: Chỉ dựa vào bảng tham khảo mà không thử nghiệm
Bảng tốc độ cắt chỉ mang tính chất gợi ý. Mỗi máy, mỗi mẻ dao, mỗi lô phôi có thể khác nhau. Có thể bắt đầu từ giá trị thấp hơn 20% so với bảng, sau đó tăng dần cho đến khi quan sát thấy dấu hiệu mòn dao hoặc rung động.
Sai lầm 2: Không xét đến độ mòn của dao theo thời gian
Một con dao mới có thể chạy ở tốc độ cao, nhưng sau 20 phút, lưỡi cắt bị mòn 0.1 mm. Lúc này, tốc độ cắt tối ưu giảm đáng kể. Nên giảm Vc đi 10–15% sau mỗi nửa giờ gia công hoặc khi phát hiện mòn dao.
Sai lầm 3: Coi tốc độ cắt tối ưu là như nhau cho cả thô và tinh
Gia công thô cần năng suất cao, tốc độ cắt thường cao hơn 20–30% so với gia công tinh. Gia công tinh ưu tiên chất lượng bề mặt, do đó Vc thấp hơn và bước tiến nhỏ. Cần phân biệt rõ ràng hai giai đoạn.
Sai lầm 4: Bỏ qua hiện tượng rung động
Rung động là kẻ thù của tốc độ cao. Nếu máy phát ra âm thanh bất thường hoặc bề mặt gia công có sóng, cần giảm Vc ngay lập tức. Kiểm tra độ cứng vững của đồ gá và ổ đỡ trục chính định kỳ.
Lưu Ý Quan Trọng Khi Vận Hành Với Tốc Độ Cắt Tối Ưu
Kiểm tra nhiệt độ vùng cắt: Sử dụng nhiệt kế hồng ngoại hoặc cặp nhiệt. Nếu nhiệt độ vượt quá 700°C đối với dao HSS hoặc 1000°C đối với dao carbide, giảm Vc hoặc tăng dung dịch làm mát.
Theo dõi màu sắc phoi: Phoi màu xanh đen cho thấy nhiệt độ quá cao, cần giảm tốc độ. Phoi màu bạc hoặc vàng nhạt là phù hợp.
Áp dụng quy tắc 10%: Khi thay đổi bất kỳ thông số nào (vật liệu, dao, máy), giảm tốc độ cắt xuống 10% so với giá trị dự kiến, sau đó tăng dần đến khi đạt trạng thái ổn định.
Ghi chép lại kinh nghiệm: Lưu trữ dữ liệu về mỗi lần gia công: Vc, f, ap, loại dao, tuổi thọ dao, độ nhám bề mặt. Dữ liệu này giúp rút ngắn thời gian tối ưu cho các lần sau.
Tốc độ cắt tối ưu có giống với tốc độ cắt lý thuyết không?
Không. Tốc độ cắt lý thuyết được tính từ công thức cơ bản, trong khi tốc độ cắt tối ưu là giá trị thực tế đã được hiệu chỉnh dựa trên điều kiện gia công thực tế (độ mòn dao, độ rung, nhiệt độ). Người vận hành cần thử nghiệm để chuyển từ lý thuyết sang tối ưu.
Làm thế nào để biết tốc độ cắt hiện tại có phải là tối ưu hay không?
Quan sát ba dấu hiệu: (1) Bề mặt gia công nhẵn, không có vết xước, vết gợn sóng; (2) Phoi đều đặn, màu trắng hoặc vàng, không cháy đen; (3) Dao không phát ra tiếng kêu the thé, tuổi thọ dao đạt ít nhất 15–30 phút tùy vật liệu. Nếu thiếu một trong ba, cần điều chỉnh.
Có phần mềm nào hỗ trợ tính tốc độ cắt tối ưu không?
Có nhiều phần mềm như Mastercam, SolidCAM, hoặc các ứng dụng miễn phí như FS Wizard, CNC Simulator Pro. Các công cụ này nhập thông số vật liệu, dao, máy và đưa ra gợi ý Vc tối ưu. Tuy nhiên, kết quả vẫn cần kiểm tra bằng thực nghiệm.
Tại sao cùng một vật liệu nhưng nhà sản xuất dao đưa ra dải tốc độ rộng?
Nhà sản xuất cung cấp dải tốc độ dựa trên nhiều điều kiện khác nhau (cắt thô/tinh, có làm mát/không làm mát, độ sâu cắt khác nhau). Dải rộng giúp người dùng linh hoạt lựa chọn và tối ưu hóa cho điều kiện thực tế của họ.
Tốc độ cắt tối ưu có thay đổi khi dùng dao đã qua mài lại không?
Có. Dao mài lại thường có góc cắt thay đổi, độ sắc giảm so với dao mới. Nên giảm tốc độ cắt từ 10–20% so với giá trị của dao mới. Kiểm tra bằng mắt thường độ bóng lưỡi cắt trước khi gia công.
Kết Luận
Tốc độ cắt tối ưu là thông số then chốt trong gia công cơ khí, ảnh hưởng trực tiếp đến năng suất, chi phí và chất lượng sản phẩm. Việc xác định nó đòi hỏi sự kết hợp giữa kiến thức lý thuyết, kinh nghiệm thực tế và quá trình thử nghiệm có hệ thống. Không có một con số vạn năng nào cho tất cả các trường hợp. Người vận hành cần nắm vững các yếu tố ảnh hưởng, sử dụng bảng tham khảo làm điểm khởi đầu, liên tục theo dõi các tín hiệu từ máy và phoi để tinh chỉnh. Áp dụng đúng tốc độ cắt tối ưu sẽ mang lại lợi ích kinh tế rõ rệt, kéo dài tuổi thọ thiết bị và đảm bảo an toàn lao động.