Trong lĩnh vực gia công cơ khí, lực cắt trong gia công là một thông số kỹ thuật quan trọng ảnh hưởng trực tiếp đến chất lượng bề mặt, tuổi thọ dụng cụ và hiệu suất sản xuất. Hiểu rõ bản chất của lực cắt giúp kỹ sư và người vận hành máy CNC tối ưu hóa chế độ cắt, giảm thiểu rung động và nâng cao năng suất. Bài viết này sẽ cung cấp một cái nhìn toàn diện về lực cắt, từ khái niệm nền tảng, công thức tính toán, các yếu tố ảnh hưởng cho đến những sai lầm thường gặp trong thực tế.
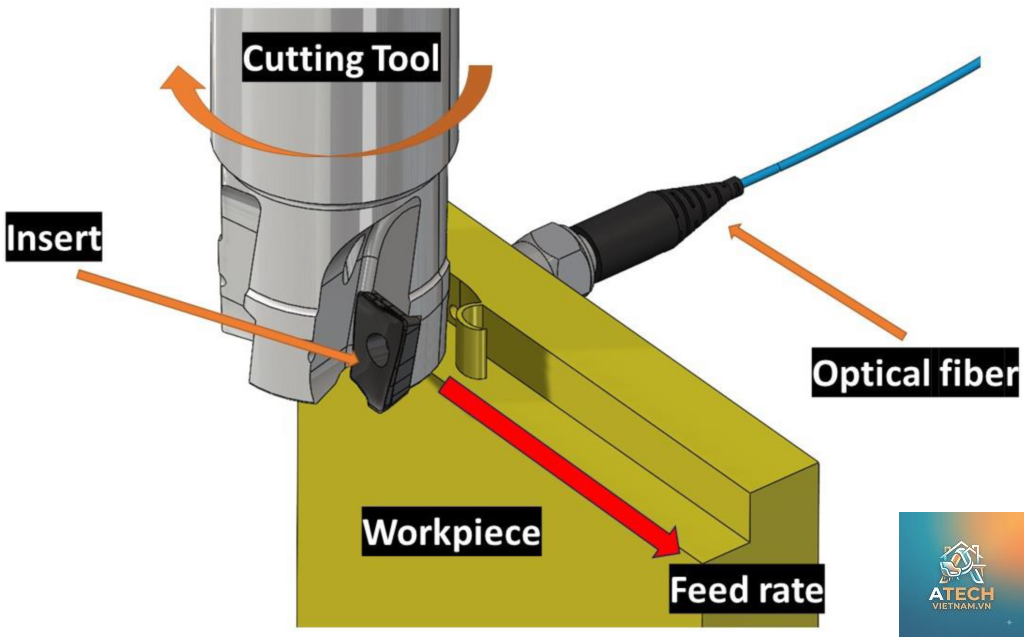
Lực cắt là tổng hợp các lực tác động từ dụng cụ cắt lên phôi liệu trong quá trình tách phoi. Lực này không chỉ đơn thuần là một đại lượng vectơ mà còn phản ánh toàn bộ động lực học của quá trình gia công. Khi dao cắt tiếp xúc với phôi, vật liệu bị biến dạng đàn hồi và dẻo trước khi phoi được hình thành và thoát ra. Trong giai đoạn này, lực cắt xuất hiện ở cả ba phương chuyển động: phương tiếp tuyến, phương hướng kính và phương dọc trục.
Trong thực tế sản xuất, giá trị lực cắt thường dao động từ vài chục Newton đối với gia công nhôm đến hàng nghìn Newton khi cắt thép hợp kim cứng. Việc đo lường và kiểm soát lực cắt là yếu tố then chốt để đảm bảo độ chính xác gia công, tránh gãy dao và hạn chế biến dạng nhiệt.
Phân loại và thành phần của lực cắt trong gia công
Lực cắt tổng hợp có thể được phân tích thành ba thành phần chính dựa trên hướng tác dụng tương ứng với chuyển động cắt:
1. Lực cắt tiếp tuyến (Fc)
Đây là thành phần lực lớn nhất, tác dụng dọc theo hướng chuyển động chính của dao. Lực cắt tiếp tuyến quyết định trực tiếp đến công suất cắt và mô men xoắn yêu cầu trên trục chính. Công suất cắt được tính bằng tích của lực cắt tiếp tuyến với vận tốc cắt. Trong thực tế, Fc chiếm khoảng 70-80% tổng lực cắt khi tiện thép carbon.
Lực này tác dụng theo phương vuông góc với bề mặt gia công, hướng từ dao vào phôi. Fp ảnh hưởng trực tiếp đến độ chính xác kích thước và độ nhám bề mặt. Khi lực hướng kính quá lớn, nó có thể gây ra hiện tượng rung động tự kích thích (chatter), làm giảm chất lượng bề mặt và tăng nguy cơ hỏng dao.
3. Lực cắt dọc trục (Ff)
Thành phần này tác dụng dọc theo trục của dụng cụ cắt, tương ứng với hướng chạy dao. Trong quá trình khoan, Ff yêu cầu lực dọc trục lớn để đẩy mũi khoan vào phôi. Lực dọc trục ảnh hưởng đến độ ổn định của dao và khả năng thoát phoi.
Thành phần lực cắt
Hướng tác dụng
Ảnh hưởng chính
Tỷ lệ điển hình (tiện thép)
Lực tiếp tuyến (Fc)
Phương chuyển động chính
Công suất cắt, mô men xoắn
70-80%
Lực hướng kính (Fp)
Vuông góc bề mặt gia công
Độ chính xác, rung động
10-20%
Lực dọc trục (Ff)
Phương chạy dao
Độ ổn định dao, thoát phoi
5-15%
Công thức tính lực cắt trong gia công cơ bản
Việc tính toán lực cắt dựa trên các mô hình lý thuyết và thực nghiệm. Công thức tổng quát thường được sử dụng trong gia công tiện và phay có dạng:
Fc = kc × h × b
Trong đó:
kc: lực cắt riêng (N/mm²), phụ thuộc vào vật liệu phôi và điều kiện cắt
h: chiều dày phoi chưa biến dạng (mm)
b: chiều rộng cắt (mm)
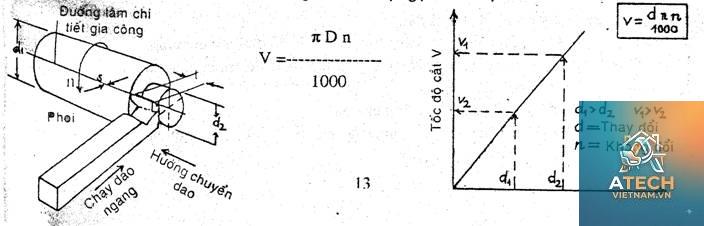
Đối với gia công tiện, chiều dày phoi h được tính bằng công thức: h = f × sin(κr), với f là lượng chạy dao và κr là góc nghiêng chính của dao. Lực cắt riêng kc có thể được tra cứu từ các bảng tiêu chuẩn hoặc phần mềm chuyên dụng như Sandvik Coromant hay Walter.
Ví dụ thực tế: Khi tiện thép C45 với vận tốc cắt 200 m/phút, lượng chạy dao 0.3 mm/vòng và chiều sâu cắt 2 mm, lực cắt tiếp tuyến Fc có thể đạt khoảng 1200-1500 N tùy vào hình học dao và điều kiện làm mát.
Các yếu tố ảnh hưởng đến lực cắt trong gia công
Lực cắt không phải là hằng số mà thay đổi dưới tác động của nhiều yếu tố trong quá trình gia công. Thép không gỉ austenit có lực cắt riêng cao hơn 30-50% so với thép carbon thông thường do hiện tượng biến cứng bề mặt. Nhôm và hợp kim nhôm có lực cắt nhỏ hơn đáng kể, giúp giảm tải cho máy và tăng tốc độ cắt.
Thông số cắt
Tốc độ cắt: Khi tốc độ cắt tăng, lực cắt thường giảm nhẹ do nhiệt độ vùng cắt tăng làm mềm vật liệu. Tuy nhiên, nếu tốc độ quá cao, lực cắt có thể tăng trở lại do hiện tượng đông cứng biến dạng.
Lượng chạy dao: Lực cắt tỷ lệ thuận với lượng chạy dao theo hàm số mũ. Tăng lượng chạy dao làm tăng diện tích cắt và do đó tăng lực.
Chiều sâu cắt: Chiều sâu cắt càng lớn, lực cắt càng tăng tuyến tính. Ví dụ, khi tiện với chiều sâu 4 mm, lực cắt gần như gấp đôi so với chiều sâu 2 mm với cùng điều kiện khác.
Hình học dụng cụ cắt
Góc trước (rake angle) và góc sau (clearance angle) của dao có ảnh hưởng lớn. Góc trước dương giúp phoi thoát dễ dàng, giảm lực cắt đến 20-30%. Góc sau lớn làm giảm ma sát giữa mặt sau dao và bề mặt gia công, qua đó giảm lực cắt hướng kính. Bán kính mũi dao cũng đóng vai trò quan trọng: bán kính lớn hơn giúp phân bố lực đều nhưng làm tăng lực cắt hướng kính.
Dung dịch trơn nguội
Dung dịch làm mát giúp giảm nhiệt độ vùng cắt, giảm hệ số ma sát giữa dao và phoi, từ đó làm giảm lực cắt từ 10-15%. Các dung dịch chứa chất bôi trơn cực áp (EP additives) đặc biệt hiệu quả trong việc giảm lực cắt khi gia công thép không gỉ và hợp kim chịu nhiệt.
Ảnh hưởng của lực cắt đến quá trình gia công
Lực cắt tác động đến nhiều khía cạnh của quá trình sản xuất:
Độ chính xác kích thước
Lực cắt lớn gây biến dạng đàn hồi của hệ thống máy-dao-phôi. Trong gia công trục dài, lực hướng kính có thể làm phôi bị uốn cong dẫn đến sai lệch kích thước. Giải pháp thường dùng là giảm chiều sâu cắt hoặc sử dụng luynét để tăng độ cứng vững.
Rung động trong gia công
Khi lực cắt thay đổi theo chu kỳ, hiện tượng rung động xảy ra do sự tương tác giữa dao và phoi. Hiện tượng này được gọi là rung động tự kích thích (chatter) và là nguyên nhân hàng đầu gây ra bề mặt gia công dợn sóng, tiếng ồn và giảm tuổi thọ dao. Biên độ rung động có thể giảm bằng cách điều chỉnh tốc độ cắt, thay đổi hình học dao hoặc sử dụng bộ giảm chấn.
Tuổi thọ dụng cụ cắt
Lực cắt lớn làm tăng ứng suất tiếp xúc tại lưỡi cắt, đẩy nhanh quá trình mòn dao. Khi lực cắt vượt quá giới hạn bền của vật liệu dao, hiện tượng vỡ lưỡi cắt hoặc mẻ dao xảy ra. Số liệu thực tế cho thấy khi lực cắt tăng 20%, tuổi thọ dao giảm đến 50% theo quy tắc Taylor.
Sai lầm thường gặp khi xử lý lực cắt trong gia công
Nhiều kỹ sư và thợ vận hành mắc phải các sai lầm dưới đây khi làm việc với lực cắt:
Bỏ qua lực cắt hướng kính
Chỉ tập trung vào lực tiếp tuyến dẫn đến bỏ qua ảnh hưởng của lực hướng kính đến biến dạng phôi. Trong gia công các chi tiết mỏng manh, lực hướng kính có thể gây biến dạng vĩnh viễn nếu không được kiểm soát.
Tăng tốc độ cắt quá mức để giảm lực
Mặc dù tốc độ cắt cao giúp giảm lực cắt do nhiệt làm mềm vật liệu, nhưng nhiệt độ quá lớn làm giảm tuổi thọ dao nhanh chóng. Cần cân bằng giữa lực cắt và nhiệt độ vùng cắt.
Không hiệu chỉnh thông số khi thay đổi vật liệu
Chuyển từ gia công thép sang gia công nhôm mà không điều chỉnh thông số cắt dẫn đến lực cắt quá nhỏ gây rung động hoặc quá lớn gây nứt dao. Cần tham khảo bảng thông số cắt chuẩn cho từng nhóm vật liệu.
Chọn chiều sâu cắt không phù hợp với độ cứng vững của máy
Máy CNC cỡ nhỏ có độ cứng vững thấp không thể chịu được lực cắt lớn. Việc chọn chiều sâu cắt 5 mm trên máy phay mini thường gây rung động và sai số kích thước.
Ứng dụng thực tế và hướng dẫn tối ưu lực cắt
Để tối ưu hóa lực cắt trong sản xuất, cần thực hiện các bước sau:
Phân tích lực cắt dựa trên mô phỏng
Sử dụng phần mềm CAM như Mastercam, Siemens NX hoặc Fusion 360 để mô phỏng lực cắt trước khi gia công. Các phần mềm này tính toán lực cắt dựa trên thông số đầu vào và cho phép điều chỉnh để tránh quá tải.
Sử dụng dụng cụ cắt có lớp phủ
Dao phủ TiAlN hoặc TiSiN giúp giảm hệ số ma sát, chịu nhiệt tốt và duy trì lực cắt ổn định trong suốt quá trình gia công. Lực cắt giảm từ 10-15% so với dao không phủ trong cùng điều kiện.
Kiểm soát chiều dày phoi tối thiểu
Khi lượng chạy dao quá nhỏ, phoi không được hình thành liên tục dẫn đến lực cắt dao động mạnh. Cần duy trì lượng chạy dao tối thiểu đủ để tạo phoi ổn định, thường là trên 0.05 mm/răng đối với phay.
Thường xuyên kiểm tra độ mòn dao
Dao mòn làm tăng lực cắt do ma sát tăng. Thay dao kịp thời khi lực cắt vượt quá 120% giá trị ban đầu giúp duy trì chất lượng gia công và bảo vệ máy.
Lưu ý quan trọng khi làm việc với lực cắt
Một số điểm cần nhớ để đảm bảo an toàn và hiệu quả:
Luôn tham khảo bảng tra lực cắt riêng từ nhà sản xuất dao trước khi tính toán.
Đối với gia công thô, ưu tiên chiều sâu cắt lớn và lượng chạy dao vừa phải để giảm thời gian.
Trong gia công tinh, giảm chiều sâu cắt và tăng lượng chạy dao để duy trì độ chính xác kích thước.
Sử dụng đồng hồ đo lực hoặc cảm biến lực trong các quy trình yêu cầu độ chính xác cao như gia công khuôn mẫu.
Định kỳ hiệu chỉnh máy CNC để đảm bảo độ cứng vững và giảm thiểu ảnh hưởng của lực cắt đến độ chính xác.
Lực cắt trong gia công phụ thuộc vào yếu tố nào nhiều nhất?
Yếu tố quan trọng nhất là vật liệu phôi và hình học dụng cụ cắt. Vật liệu có độ bền cao đòi hỏi lực cắt lớn hơn, trong khi góc trước dương giúp giảm lực đáng kể. Thông số cắt như lượng chạy dao và chiều sâu cắt cũng ảnh hưởng tuyến tính đến lực.
Làm thế nào để đo lực cắt trong quá trình gia công?
Lực cắt thường được đo bằng cảm biến lực gắn trên bàn máy hoặc trục chính. Các hệ thống dynamometer chuyên dụng đo lực theo ba phương và ghi lại dữ liệu theo thời gian thực. Trong sản xuất nhỏ, có thể ước lượng lực cắt dựa vào công suất trục chính và tốc độ cắt.
Tại sao lực cắt lại giảm khi tốc độ cắt tăng?
Khi tốc độ cắt tăng, nhiệt độ vùng cắt tăng làm giảm độ cứng của vật liệu phôi, quá trình biến dạng dẻo diễn ra dễ dàng hơn. Đồng thời, thời gian tiếp xúc giữa dao và phoi giảm, hạn chế sự tăng nhiệt và ma sát.
Lực cắt có ảnh hưởng đến độ nhám bề mặt không?
Có. Lực cắt hướng kính lớn gây rung động và biến dạng đàn hồi, để lại vết dao trên bề mặt. Lực cắt ổn định ở mức vừa phải kết hợp với lượng chạy dao hợp lý sẽ tạo ra bề mặt có độ nhám thấp hơn.
Công thức tính lực cắt trong phay khác với tiện như thế nào?
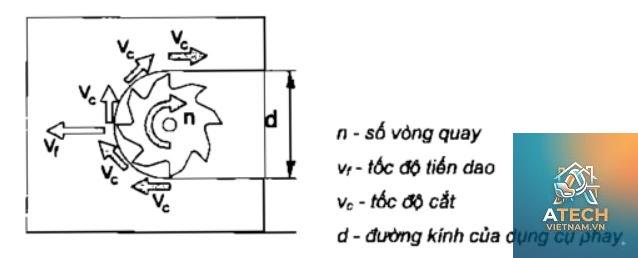
Trong phay, lực cắt dao động theo góc quay của dao do chiều dày phoi không đổi. Công thức tính lực cắt trung bình thường dùng: F_mean = kc × hm × ap × ae / số răng cắt, với hm là chiều dày phoi trung bình, ap là chiều sâu cắt hướng trục, ae là chiều rộng cắt hướng kính.
Kết luận
Lực cắt trong gia công là một tham số kỹ thuật phức tạp nhưng có thể kiểm soát được thông qua hiểu biết sâu sắc về các thành phần lực, yếu tố ảnh hưởng và phương pháp tối ưu. Việc nắm vững kiến thức về lực cắt giúp nâng cao chất lượng sản phẩm, kéo dài tuổi thọ dụng cụ và tối ưu hóa chi phí sản xuất. Các kỹ sư và thợ vận hành cần thường xuyên cập nhật số liệu thực nghiệm, sử dụng công cụ mô phỏng và áp dụng các phương pháp kiểm soát hiện đại để đạt được hiệu quả gia công cao nhất. Trong bối cảnh công nghiệp 4.0, việc tích hợp cảm biến lực và hệ thống giám sát thông minh sẽ mở ra hướng tiếp cận mới cho việc quản lý lực cắt theo thời gian thực, góp phần xây dựng quy trình sản xuất thông minh và bền vững.