Tiện côn là một trong những kỹ thuật gia công cơ khí phức tạp và đòi hỏi tay nghề cao. Việc nắm vững cách tiện côn trên máy tiện không chỉ giúp bạn tạo ra các chi tiết có độ dốc chính xác như trục chính, đầu nối, nắp van mà còn nâng cao chất lượng sản phẩm và giảm tỷ lệ phế phẩm. Trong bài viết này, chúng
Tiện côn là quá trình tạo ra bề mặt hình nón (côn) trên phôi bằng cách điều chỉnh góc nghiêng của dao so với trục quay của phôi. Góc côn thường được biểu diễn dưới dạng độ dốc trên một đơn vị chiều dài hoặc góc giữa hai đường sinh đối diện. Bản chất của kỹ thuật này là thay đổi đường kính phôi một cách liên tục dọc theo chiều trục, tạo ra bề mặt có độ côn nhất định.
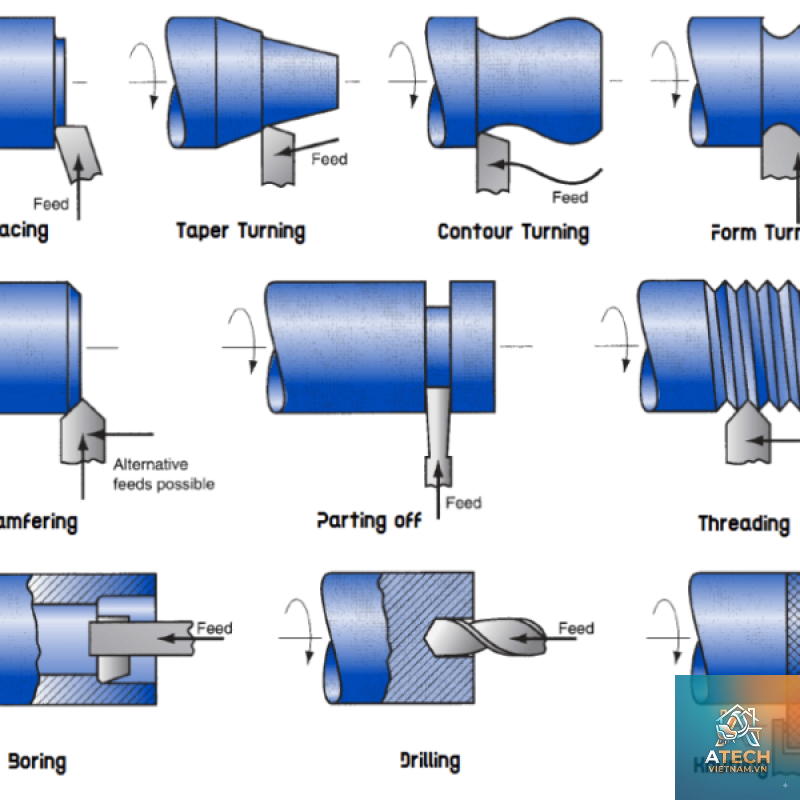
Nguyên lý hoạt động dựa trên chuyển động kết hợp: phôi quay tròn (chuyển động cắt chính) trong khi dao tiến dọc theo một đường thẳng nhưng không song song với trục phôi. Khi quỹ đạo dao hợp với trục phôi một góc α, bề mặt tạo thành sẽ có góc côn tương ứng. Chính sự tương quan giữa hướng tiến dao và trục quay quyết định độ chính xác của bề mặt côn.
Phân Loại Các Phương Pháp Tiện Côn Trên Máy Tiện
Tùy vào thiết bị và yêu cầu kỹ thuật, người thợ có thể lựa chọn một trong bốn phương pháp chính dưới đây. Mỗi phương pháp đều có ưu nhược điểm riêng và phù hợp với từng loại chi tiết cụ thể.
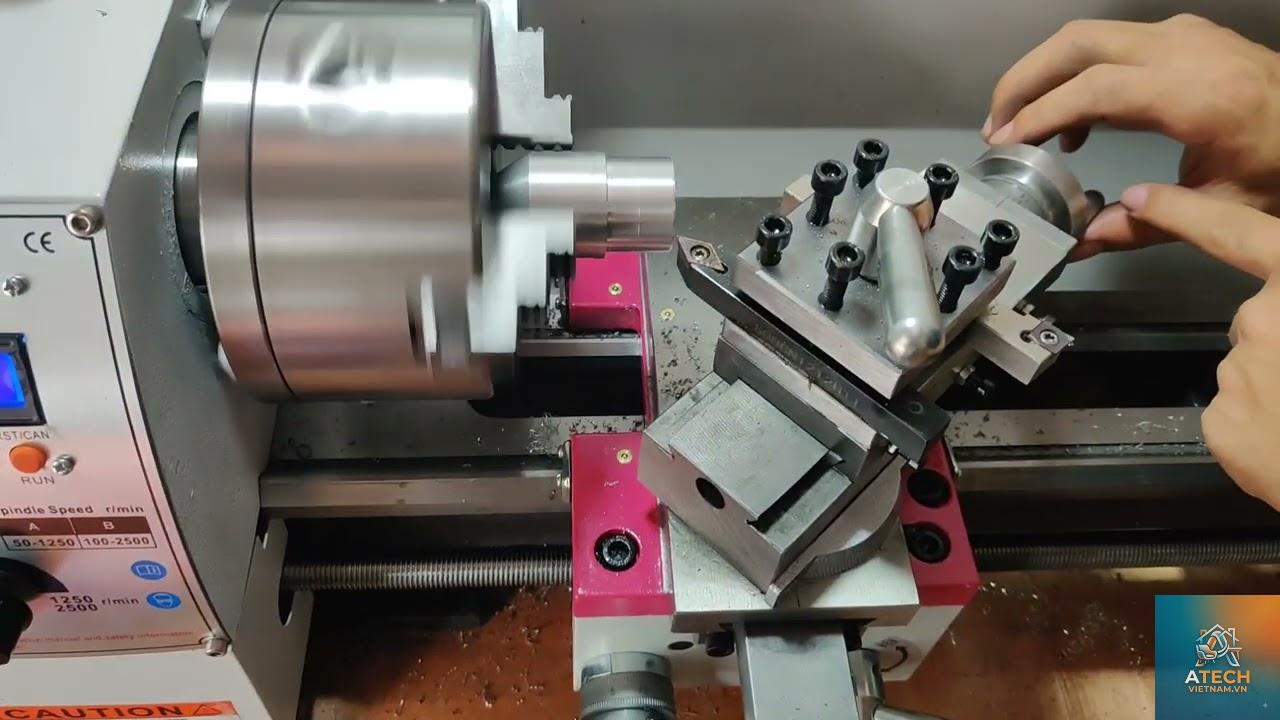
1. Tiện côn bằng cách xoay bàn dao trên bàn trượt
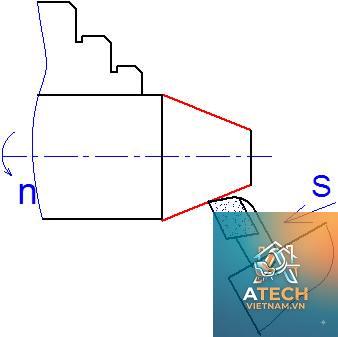
Đây là phương pháp phổ biến nhất, sử dụng bàn dao nhỏ (bàn trượt chéo) có thể xoay được. Người thợ xoay bàn dao đến góc đúng bằng nửa góc côn (α/2) so với trục chính. Khi cắt, dao sẽ di chuyển dọc theo đường sinh của côn, tạo ra bề mặt côn chính xác.
Phương pháp này cho phép tiện côn với góc từ 0 đến 90 độ, phù hợp cho các chi tiết ngắn có chiều dài nhỏ hơn hành trình của bàn dao. Tuy nhiên, hạn chế là chiều dài côn bị giới hạn bởi hành trình của bàn dao nhỏ (thường dưới 200mm).
2. Tiện côn bằng cách xê dịch ụ động (đuôi ụ)
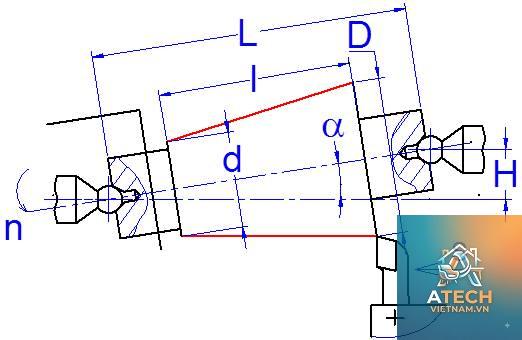
Khi cần tiện côn trên các chi tiết dài (trụ dài, trục giữa), người thợ sử dụng phương pháp xê dịch ụ động. Bằng cách điều chỉnh vít trên ụ động, ta dịch chuyển tâm ụ sau sang một bên một khoảng e. Khi đó, tâm quay của phôi không còn thẳng hàng với tâm trục chính, tạo ra đường tiện côn.
Công thức tính độ xê dịch e = (L x tgα)/2, trong đó L là chiều dài phôi, α là nửa góc côn. Phương pháp này thích hợp cho côn có góc nhỏ (dưới 8 độ) và chiều dài lớn. Nhược điểm là khó căn chỉnh chính xác và tâm phôi không đồng trục với ụ trước, có thể gây ra rung động.
3. Tiện côn bằng thước chép hình (càng côn)
Phương pháp sử dụng một thanh dẫn hướng (thước côn) gắn ở phía sau máy. Thước được điều chỉnh nghiêng theo góc côn mong muốn, và dao được kết nối với thước thông qua cơ cấu trượt. Khi bàn xe dọc di chuyển, dao sẽ tự động chạy theo đường chép hình của thước, tạo ra côn chính xác.
Đây là kỹ thuật cho độ chính xác cao nhất, đặc biệt khi sản xuất hàng loạt các chi tiết côn dài. Tuy nhiên, không phải máy tiện nào cũng được trang bị thước chép hình, và chi phí đầu tư thêm có thể khá cao.
4. Tiện côn bằng dao phối hợp (điều khiển số CNC)
Trên các máy tiện CNC hiện đại, việc tiện côn được thực hiện tự động thông qua lập trình G-code. Các trục X và Z phối hợp nhịp nhàng theo một đường thẳng nghiêng được xác định bởi điểm đầu, điểm cuối và góc côn. Phương pháp này cho độ chính xác rất cao, dễ dàng điều chỉnh và phù hợp với mọi loại côn từ đơn giản đến phức tạp.
Phương pháp
Độ chính xác
Chiều dài côn
Độ phức tạp thao tác
Chi phí
Xoay bàn dao
Trung bình – Cao
Ngắn (<200mm)
Thấp
Thấp
Xê dịch ụ động
Trung bình
Dài
Trung bình
Thấp
Thước chép hình
Cao
Dài
Cao
Cao
CNC
Rất cao
Không giới hạn
Thấp (lập trình)
Rất cao
Lợi Ích Và Hạn Chế Của Từng Phương Pháp
Lợi ích chung
Tạo ra các bề mặt lắp ghép tự khóa (côn Morse, côn 1:10, 1:20) được sử dụng rộng rãi trong các mối ghép trục, ổ trục, kẹp đồ gá.
Đảm bảo độ đồng tâm và phân bố lực đều nhờ bề mặt côn chính xác.
Tăng tính thẩm mỹ và giảm trọng lượng chi tiết máy.
Hạn chế cần lưu ý
Đòi hỏi kỹ năng tính toán và điều chỉnh máy cao, dễ xảy ra sai số nếu không cẩn thận.
Khó kiểm tra trong quá trình gia công vì côn thường được đo bằng dưỡng hoặc đồng hồ so.
Một số phương pháp (xê dịch ụ động) có thể gây rung động và ảnh hưởng đến độ nhám bề mặt.
So Sánh Chi Tiết Giữa Tiện Côn Và Tiện Trụ
Đặc điểm
Tiện côn
Tiện trụ
Đường kính
Thay đổi liên tục
Không đổi
Góc dao
Phải canh chỉnh theo góc côn
Không cần canh chỉnh
Hướng tiến dao
Không song song với trục chính
Song song
Độ phức tạp
Cao
Thấp
Dụng cụ đo
Dưỡng côn hoặc máy đo góc
Thông thường (thước kẹp, Panme)
Quy Trình Cách Tiện Côn Trên Máy Tiện Chi Tiết Từng Bước
Bước 1: Chuẩn bị phôi và dụng cụ
Chọn phôi có đường kính lớn hơn đường kính lớn nhất của côn khoảng 2-3mm dư lượng để tiện thô. Kiểm tra máy tiện, đảm bảo bàn trượt, ụ động và dao phù hợp với vật liệu gia công. Đối với thép hợp kim cứng, nên chọn dao carbide; với nhôm hoặc đồng, dao thép gió là đủ.
Bước 2: Tính toán góc côn và thông số cắt
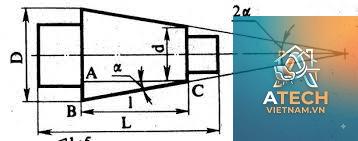
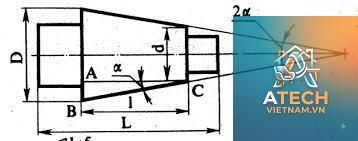
Xác định góc côn dựa trên bản vẽ. Công thức cơ bản: tg(α/2) = (D – d) / (2L), trong đó D là đường kính lớn, d là đường kính nhỏ, L là chiều dài côn. Từ đó suy ra góc xoay bàn dao hoặc độ xê dịch ụ động. Chọn tốc độ cắt v (m/ph) phù hợp với vật liệu, đường kính phôi và loại dao. Tốc độ thông thường cho thép là 80-150 m/ph, cho nhôm là 200-400 m/ph.
Bước 3: Gá phôi và căn chỉnh
Gá phôi lên mâm cặp, căn chỉnh đồng tâm. Nếu dùng phương pháp xê dịch ụ động, sau khi gá phôi xong, thực hiện xê dịch ụ sau một khoảng e đã tính. Dùng đồng hồ so kiểm tra độ đảo đầu phôi và hiệu chỉnh nếu cần.
Bước 4: Điều chỉnh dao và bàn dao
Gá dao lên bàn dao nhỏ, xoay bàn dao đúng góc α/2 so với trục chính. Nên dùng thước đo góc hoặc chia độ trên bàn dao để canh chỉnh. Siết chặt các vít hãm, đảm bảo không bị xê dịch trong quá trình cắt.
Bước 5: Tiến hành tiện thô
Bắt đầu với lượng tiến dao nhỏ (0,1-0,3 mm/vòng) và chiều sâu cắt không quá 1-2mm để tránh rung. Chạy dao dọc theo đường sinh côn, giữ tốc độ đều tay. Sau mỗi lát cắt, kiểm tra đường kính bằng dưỡng hoặc panme.
Bước 6: Tiện tinh
Khi còn khoảng 0,3-0,5mm dư lượng, chuyển sang tiện tinh với lượng tiến dao nhỏ (0,05-0,1 mm/vòng). Sử dụng dung dịch tưới nguội phù hợp để đạt độ nhám bề mặt Ra 1.6-3.2. Kiểm tra lại kích thước và góc côn, nếu cần thì điều chỉnh và cắt thêm một lần nữa.
Ứng Dụng Thực Tế Của Tiện Côn Trong Cơ Khí
Chi tiết côn xuất hiện ở hầu hết các lĩnh vực cơ khí:
Côn Morse (côn 1:10) trong các mũi khoan, ống kẹp, trục chính máy phay.
Côn 1:20 thường dùng cho các đầu nối ống, van thủy lực.
Côn 1:50 trong các trục chính máy tiện, ổ bi đũa côn ô tô.
Nêm côn sử dụng trong đồ gá kẹp, hệ thống truyền lực.
Trong thực tế, khi gia công trục côn cho máy CNC, độ chính xác yêu cầu lên đến ±0.01mm, đòi hỏi người thợ phải thành thạo kỹ thuật hiệu chỉnh và kiểm tra.
Sai Lầm Thường Gặp Khi Tiện Côn Và Cách Khắc Phục
Sai lầm
Nguyên nhân
Giải pháp
Côn không đều (phồng hoặc lõm)
Dao bị mòn, tốc độ cắt không ổn định, dơ bàn xe
Mài lại dao, giảm tốc độ cắt, kiểm tra khe hở bàn dao
Kích thước sai so với bản vẽ
Tính toán góc sai, xê dịch ụ động không chính xác
Kiểm tra lại công thức và căn chỉnh lại góc
Bề mặt xước hoặc rung
Dao ăn quá sâu, dung dịch tưới nguội không đủ
Giảm chiều sâu cắt, tăng lưu lượng tưới nguội
Độ côn toàn phần không đúng
Xoay bàn dao sai góc hoặc không kiểm tra giữa chừng
Đo lại góc bằng dưỡng sau mỗi lát cắt thô
Lưu Ý Quan Trọng Khi Thực Hiện Cách Tiện Côn Trên Máy Tiện
Để đạt bề mặt côn chất lượng cao, cần tuân thủ các nguyên tắc sau:
Luôn cắt thử trên phôi mẫu trước khi gia công sản phẩm thật để kiểm tra góc và độ chính xác.
Bôi trơn và làm nguội đầy đủ, đặc biệt khi gia công inox hoặc thép cứng, tránh cháy dao.
Kiểm tra độ đảo của phôi và bàn dao trước khi bắt đầu. Độ rung quá lớn sẽ làm hỏng bề mặt côn.
Sử dụng dưỡng côn tiêu chuẩn (côn Morse, côn 1:10) để kiểm tra nhanh tại chỗ.
Đối với côn có góc lớn (>20 độ), nên tiện thành nhiều lát cắt thô, mỗi lát không quá 1mm để tránh quá tải cho dao và máy.
Dựa vào công thức tg(α/2) = (D – d) / (2L), trong đó D là đường kính lớn, d là đường kính nhỏ, L là chiều dài côn. Sau đó dùng bảng tra hoặc máy tính để ra giá trị góc.
Khi tiện côn bằng xoay bàn dao, cần lưu ý gì về hành trình dao?
Phải đảm bảo chiều dài côn nhỏ hơn hành trình của bàn dao nhỏ, thường dưới 200mm. Nếu cần côn dài hơn, nên chọn phương pháp xê dịch ụ động hoặc thước chép hình.
Tại sao bề mặt côn bị xước dù đã dùng dao mới?
Có thể do tốc độ cắt quá cao hoặc dung dịch tưới nguội không đủ. Hãy giảm tốc độ và kiểm tra lại hướng tưới nguội tập trung vào vùng cắt.
Côn trên máy tiện CNC có khác gì so với máy tiện vạn năng?
Trên CNC, việc canh chỉnh và lập trình tự động hóa hoàn toàn, cho độ chính xác cao hơn và dễ dàng tạo các côn phức tạp. Tuy nhiên, nguyên lý cơ bản vẫn giống nhau, chỉ khác ở công cụ thực hiện.
Độ nhám bề mặt côn đạt tiêu chuẩn nào?
Tiện tinh thông thường đạt Ra 1.6-3.2 µm, tiện siêu tinh có thể đạt Ra 0.8-1.6 µm nếu điều chỉnh đúng thông số cắt và dung dịch làm mát.
Kết Luận
Nắm vững cách tiện côn trên máy tiện là kỹ năng thiết yếu đối với bất kỳ thợ đứng máy nào. Từ việc xác định góc côn, chọn phương pháp phù hợp đến căn chỉnh dao và kiểm tra kích thước, mỗi bước đều đóng vai trò quyết định đến chất lượng sản phẩm. Dù bạn làm trên máy vạn năng hay CNC, việc hiểu sâu nguyên lý và thực hành thường xuyên sẽ giúp bạn giảm thiểu sai sót, tăng năng suất và mở rộng khả năng gia công các chi tiết phức tạp. Hy vọng bài viết đã cung cấp đủ kiến thức nền tảng và kinh nghiệm thực tế để bạn tự tin thực hiện các chi tiết côn chính xác trên máy tiện của mình.