Trong lĩnh vực cơ khí và khoa học vật liệu, việc xác định độ cứng của kim loại là yếu tố sống còn. Một trong những phương pháp phổ biến và chuẩn xác nhất chính là thử nghiệm độ cứng Rockwell. Vậy độ cứng Rockwell là gì, nguyên lý hoạt động ra sao và ứng dụng thực tế như thế nào? Bài viết này sẽ cung cấp một cái nhìn toàn diện, từ cơ bản đến chuyên sâu, giúp bạn hiểu rõ và áp dụng phương pháp này một cách hiệu quả.
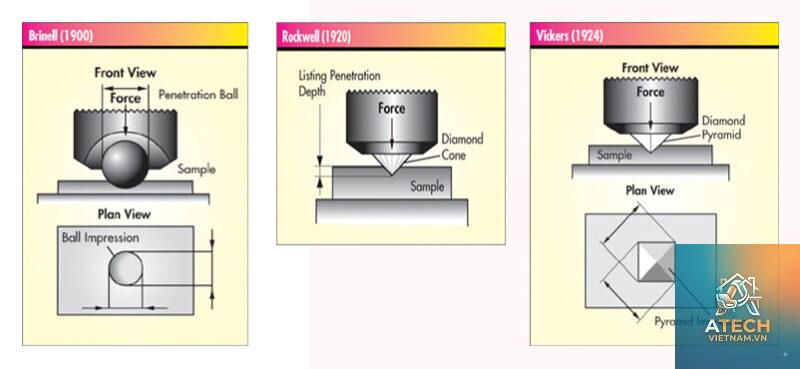
Độ cứng Rockwell là một phương pháp đo độ cứng của vật liệu dựa trên độ sâu vết lún do một mũi đâm thử (indenter) tạo ra dưới tác dụng của tải trọng. Phương pháp này được phát minh bởi Hugh M. Rockwell và Stanley P. Rockwell vào đầu thế kỷ 20. Khác với các phương pháp đo độ cứng khác như Brinell hay Vickers (đo diện tích vết lún), Rockwell đo độ sâu vết lún, giúp cho quá trình thực hiện nhanh chóng và trực tiếp cho kết quả số trên thang đo.
Độ cứng Rockwell được ký hiệu bằng chữ cái chỉ thang đo (A, B, C, D, E, F, G, H, K, N, T) kèm theo giá trị số. Ví dụ: HRC 60 có nghĩa là độ cứng Rockwell thang C đạt 60. Mỗi thang đo sử dụng một loại mũi đâm và tải trọng khác nhau, phù hợp với từng loại vật liệu.
Nguyên lý hoạt động của phương pháp đo độ cứng Rockwell
Quy trình đo cơ bản
Phương pháp Rockwell sử dụng nguyên lý đo độ sâu vết lún dư sau khi tác dụng tải trọng chính. Quy trình gồm ba bước chính:
Đặt tải trọng sơ bộ: Một tải trọng nhỏ (thường là 10 kgf) được tác dụng lên mũi đâm để ổn định tiếp xúc và tạo điểm tham chiếu ban đầu.
Tác dụng tải trọng chính: Sau khi đạt vị trí tham chiếu, tải trọng chính được thêm vào, đẩy mũi đâm lún sâu hơn vào vật liệu. Tải trọng chính thường là 60, 100 hoặc 150 kgf tùy theo thang đo.
Loại bỏ tải trọng chính: Sau khi giữ tải trong thời gian quy định (thường 2-10 giây), tải trọng chính được loại bỏ, chỉ còn lại tải trọng sơ bộ. Độ sâu vết lún dư so với điểm tham chiếu được đo lường và chuyển đổi thành giá trị độ cứng.
Giá trị độ cứng được tính bằng công thức: HR = h / 0,002 mm, trong đó h là độ sâu vết lún dư tính bằng mm. Thang đo Rockwell được thiết kế sao cho giá trị càng cao thì vật liệu càng cứng.
Các loại mũi đâm thử (Indenter)
Tùy thuộc vào thang đo, hai loại mũi đâm chính được sử dụng:
Mũi đâm hình nón kim cương (Brale): Góc đỉnh 120°, bán kính cong 0,2 mm. Dùng cho thang A, C, D, N.
Mũi đâm bi thép hoặc bi cacbua: Đường kính phổ biến 1/16 inch (1,5875 mm), 1/8 inch, 1/4 inch, 1/2 inch. Dùng cho thang B, F, G, H, K, T.
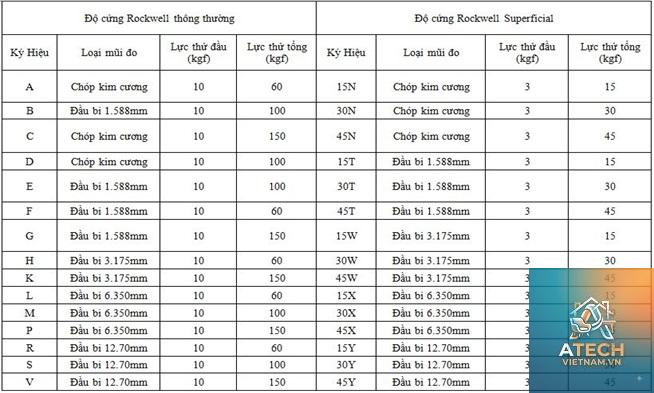
Bảng phân loại các thang đo độ cứng Rockwell phổ biến
Ký hiệu thang
Mũi đâm
Tải trọng chính (kgf)
Phạm vi áp dụng
HRA
Nón kim cương (120°)
60
Vật liệu rất cứng, mỏng (thép tôi, cacbua, lớp phủ)
HRB
Bi thép 1/16 inch
100
Hợp kim nhôm, đồng, thép mềm, gang dẻo
HRC
Nón kim cương (120°)
150
Thép tôi, thép hợp kim, vật liệu chịu lực
HRD
Nón kim cương (120°)
100
Thép tôi mỏng, vật liệu trung bình
HRE
Bi 1/8 inch
100
Hợp kim nhẹ, gang dẻo
HRF
Bi 1/16 inch
60
Đồng, nhôm mềm, vật liệu dẻo
HRG
Bi 1/16 inch
150
Hợp kim đồng berili, phosphor
HRK
Bi 1/8 inch
150
Vật liệu dạng ổ trục
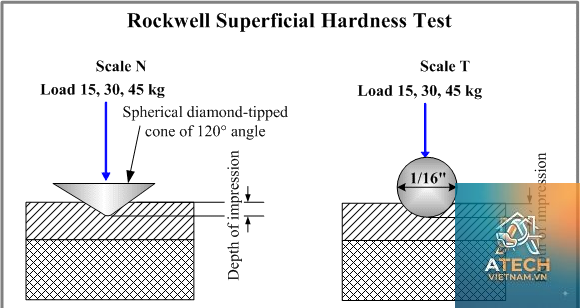
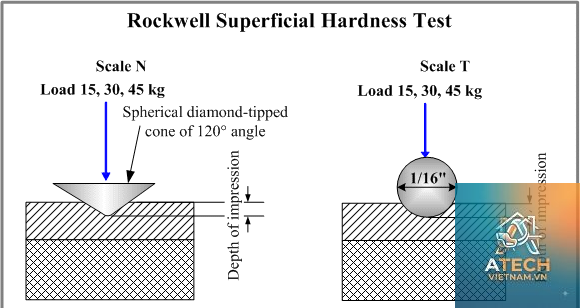
HR15N, HR30N, HR45N
Nón kim cương (120°)
15, 30, 45
Thang Rockwell bề mặt, đo lớp mỏng
HR15T, HR30T, HR45T
Bi 1/16 inch
15, 30, 45
Thang Rockwell bề mặt, vật liệu mềm mỏng
Thang đo được chọn dựa trên độ cứng dự kiến và độ dày của vật liệu. Quy tắc chung: nếu vật liệu quá cứng sẽ không dùng mũi bi (vì bi có thể biến dạng), nếu quá mềm sẽ không dùng mũi kim cương (vì vết lún quá sâu).
Ưu điểm và hạn chế của phương pháp đo độ cứng Rockwell
Ưu điểm vượt trội
Nhanh chóng và trực tiếp: Chỉ mất vài giây để có kết quả số trên thang đo, không cần đo kích thước vết lún bằng kính hiển vi.
Không làm hỏng bề mặt nhiều: Vết lún rất nhỏ (thường dưới 0,5 mm), phù hợp với các sản phẩm hoàn thiện.
Dễ thực hiện: Máy đo Rockwell tự động hóa quy trình, ít phụ thuộc vào kỹ năng người vận hành.
Phù hợp với nhiều loại vật liệu: Từ kim loại mềm đến siêu cứng, nhờ hệ thống thang đo linh hoạt.
Chi phí thấp: Thiết bị đo Rockwell phổ biến, giá thành rẻ hơn so với máy đo vi cứng Vickers hay Knoop.
Hạn chế cần lưu ý
Độ chính xác phụ thuộc vào bề mặt: Bề mặt vật liệu phải phẳng, sạch, không có vết xước hay lớp phủ không đều.
Không phù hợp với vật quá mỏng hoặc quá dày: Chiều dày tối thiểu phải gấp 10 lần độ sâu vết lún, thường yêu cầu ≥ 1 mm.
Sai số do rung động hoặc nhiệt độ: Môi trường đo cần ổn định, nhiệt độ thường 23±5°C.
Không đo được vật liệu đàn hồi cao: Cao su, nhựa mềm có thể gây sai số do độ nhớt và phục hồi đàn hồi.
Ứng dụng thực tế của độ cứng Rockwell trong các ngành công nghiệp
Ngành cơ khí chế tạo
Kiểm tra chất lượng sản phẩm sau nhiệt luyện là ứng dụng chính. Các chi tiết như trục khuỷu, bánh răng, lò xo, dụng cụ cắt (dao, mũi khoan) đều được kiểm tra HRC. Ví dụ: Dao phay hợp kim cứng thường yêu cầu HRC 65-70, trong khi thép làm khuôn dập nóng đạt HRC 48-52.
Ngành hàng không và ô tô
Các linh kiện chịu lực như trục cam, piston, thanh truyền phải đạt độ cứng Rockwell nhất định. Thang HRA thường dùng cho thép tôi mỏng hoặc lớp phủ cứng. Các nhà sản xuất ô tô sử dụng tiêu chuẩn Rockwell để đảm bảo độ bền của hệ thống treo và động cơ.
Ngành luyện kim và vật liệu
Phòng thí nghiệm kiểm tra vật liệu đầu vào sử dụng Rockwell như một phương pháp nhanh để đánh giá chất lượng. Thang HRB phổ biến cho nhôm và đồng, HRC cho thép cacbon và thép hợp kim.
Ngành sản xuất dụng cụ đo lường
Các caliper, thước cặp, đồng hồ so cũng được kiểm tra độ cứng bề mặt để đảm bảo khả năng chống mài mòn. Thang HRC thường áp dụng cho các bộ phận di trượt.
So sánh độ cứng Rockwell với các phương pháp đo độ cứng khác
Tiêu chí
Rockwell
Brinell
Vickers
Knoop
Ký hiệu
HR (kèm thang)
HB, HBW
HV
HK
Nguyên lý
Đo độ sâu vết lún
Đo đường kính vết lún
Đo đường chéo vết lún
Đo đường chéo dài vết lún
Loại mũi đâm
Nón kim cương hoặc bi thép
Bi thép hoặc bi cacbua
Tháp kim cương hình vuông
Tháp kim cương hình thoi
Thời gian đo
Rất nhanh (vài giây)
Chậm (cần đo vết lún)
Chậm (cần đo bằng kính hiển vi)
Chậm
Kích thước vết lún
Rất nhỏ (dưới 0,5 mm)
Lớn (1-5 mm)
Nhỏ (0,1-0,5 mm)
Rất nhỏ (dưới 0,1 mm)
Phù hợp vật liệu
Kim loại, hợp kim, phi kim cứng
Kim loại đúc, hợp kim nhẹ
Mọi vật liệu, kể cả màng mỏng
Vật liệu giòn, lớp phủ mỏng
Thang đo liên tục
Không, cần nhiều thang
Tương đối liên tục
Liên tục (HV 1-9999)
Liên tục
Rockwell là lựa chọn lý tưởng khi cần kiểm tra nhanh số lượng lớn. Vickers và Knoop phù hợp hơn cho nghiên cứu hoặc lớp phủ mỏng. Brinell thích hợp cho vật liệu thô, không đồng nhất.
Sai lầm thường gặp khi đo độ cứng Rockwell và cách tránh
Sai lầm 1: Chọn sai thang đo
Nhiều người dùng thang HRC cho nhôm (quá mềm) dẫn đến kết quả ngoài thang đo hoặc mũi kim cương bị hư. Giải pháp: tham khảo bảng hướng dẫn chọn thang dựa trên độ cứng dự kiến và độ dày vật liệu. Nếu không chắc, bắt đầu bằng thang trung bình (HRB hoặc HRC) và kiểm tra vết lún.
Sai lầm 2: Bề mặt không đạt yêu cầu
Bề mặt có vết xước, chai cứng bề mặt do gia công, hoặc không phẳng sẽ cho giá trị sai lệch. Cách khắc phục: mài nhẵn bề mặt bằng giấy nhám (grit 400-600) trước khi đo, đảm bảo độ nhám Ra ≤ 0,8 μm. Với các chi tiết tròn, cần cố định trên êtô chữ V.
Sai lầm 3: Đo quá gần mép hoặc quá gần vết lún cũ
Tiêu chuẩn ASTM E18 yêu cầu khoảng cách từ tâm vết lún đến mép hoặc vết lún trước tối thiểu 2,5 lần đường kính vết lún (thường là 3-5 mm). Nếu đo quá gần, vật liệu bị biến dạng không đều, kết quả sẽ thấp hơn thực tế.
Sai lầm 4: Thời gian giữ tải không chuẩn
Thời gian giữ tải chính (dwell time) tiêu chuẩn là 10±2 giây cho thang thông thường và 2-5 giây cho thang bề mặt. Giữ quá lâu làm vết lún sâu thêm (do creep), giữ quá nhanh làm vật liệu chưa kịp biến dạng hoàn toàn. Cần tuân thủ đúng quy trình trên máy.
Sai lầm 5: Bỏ qua yếu tố chiều dày
Vật liệu quá mỏng sẽ gây hiệu ứng đe (anvil effect), làm kết quả cao giả. Chiều dày tối thiểu phải ≥ 10 lần độ sâu vết lún. Với thang HRC, độ sâu vết lún tối đa khoảng 0,2 mm, do đó chiều dày tối thiểu là 2 mm. Nếu không đảm bảo, chuyển sang thang bề mặt hoặc phương pháp khác.
Lưu ý quan trọng khi thực hiện đo độ cứng Rockwell
Luôn hiệu chuẩn máy đo theo tiêu chuẩn ASTM E18 hoặc ISO 6508 trước khi đo ca sản xuất. Sử dụng tấm chuẩn độ cứng (test block) được chứng nhận.
Đối với các vật liệu có xu hướng biến cứng khi gia công (strain hardening), cần chọn tải trọng nhỏ hơn để tránh sai số.
Ghi nhận điều kiện đo: nhiệt độ, độ ẩm, loại máy, tên người vận hành. Các yếu tố này ảnh hưởng đến độ lặp lại.
Khi kiểm tra chất lượng sản phẩm, nên thực hiện ít nhất 3 lần đo trên các vị trí khác nhau, lấy giá trị trung bình. Nếu có điểm bất thường (outlier), cần kiểm tra lại bề mặt.
Không sử dụng mũi đâm bi thép cho vật liệu có độ cứng dự kiến trên HRC 30 hoặc vật liệu chịu mài mòn, vì bi có thể bẹt gây sai số. Thay vào đó dùng bi cacbua (C carbide ball) hoặc chuyển sang thang nón kim cương.
Các câu hỏi thường gặp về độ cứng Rockwell (FAQ)
Độ cứng Rockwell khác gì so với độ cứng Brinell?
Phương pháp Rockwell đo độ sâu vết lún và cho kết quả tức thời, trong khi Brinell đo đường kính vết lún bằng kính hiển vi. Rockwell nhanh hơn, ít phá hủy bề mặt hơn, nhưng Brinell phù hợp với vật liệu thô và có thang đo liên tục hơn. Giá trị Rockwell và Brinell có thể chuyển đổi qua bảng tiêu chuẩn nhưng không tuyến tính.
Ký hiệu HRC 60 có nghĩa là gì?
HRC 60 có nghĩa là độ cứng Rockwell thang C (mũi đâm nón kim cương, tải trọng chính 150 kgf) đạt giá trị 60. Đây là mức cứng điển hình của thép tôi sau nhiệt luyện. Giá trị càng cao càng cứng: thép chưa tôi thường HRC 20-30, thép tôi HRC 50-65, thép gió (HSS) HRC 64-68.
Làm thế nào để chuyển đổi giữa các thang Rockwell?
Không có công thức chuyển đổi chính xác tuyệt đối vì mỗi thang sử dụng mũi đâm và tải trọng khác nhau. Các tiêu chuẩn ASTM E140 và ISO 18265 cung cấp bảng chuyển đổi gần đúng cho từng nhóm vật liệu (thép, nhôm, đồng). Trong thực tế, nên đo trực tiếp trên thang phù hợp thay vì chuyển đổi.
Có thể đo độ cứng Rockwell cho nhựa không?
Phương pháp Rockwell tiêu chuẩn (theo ASTM E18) chủ yếu cho kim loại. Với nhựa, có thang Rockwell R, L, M, E, K (dùng bi lớn hơn và tải trọng khác) theo tiêu chuẩn ASTM D785. Tuy nhiên, kết quả không đồng nhất do tính đàn nhớt của nhựa, nên thường dùng Shore D hoặc A cho nhựa mềm.
Độ sâu vết lún khi đo Rockwell có lớn không?
Rất nhỏ. Với thang HRC, độ sâu vết lún dư tối đa khoảng 0,2 mm. Với thang HRB, độ sâu có thể lên đến 0,4 mm. Điều này đảm bảo phương pháp gần như không phá hủy, phù hợp với các sản phẩm hoàn thiện.
Tại sao cần tải trọng sơ bộ trước khi đo?
Tải trọng sơ bộ (preload) 10 kgf giúp ổn định vị trí tiếp xúc giữa mũi đâm và mẫu, loại bỏ ảnh hưởng của độ nhám bề mặt và tạo điểm tham chiếu chính xác. Nếu bỏ qua bước này, sai số do rung động và biến dạng đàn hồi sẽ rất lớn.
Kết luận
Độ cứng Rockwell là một công cụ không thể thiếu trong kiểm tra chất lượng và nghiên cứu vật liệu. Hiểu rõ độ cứng Rockwell là gì, nguyên lý hoạt động, thang đo phù hợp và các sai lầm thường gặp sẽ giúp bạn đưa ra kết quả chính xác, tiết kiệm thời gian và chi phí. Dù bị hạn chế bởi bề mặt và độ dày, nhưng với tính nhanh chóng và tin cậy, Rockwell vẫn là lựa chọn hàng đầu trong sản xuất công nghiệp. Hãy luôn tuân thủ các tiêu chuẩn ASTM E18 hoặc ISO 6508 để đảm bảo tính so sánh và lặp lại. Bằng cách áp dụng đúng phương pháp, bạn sẽ tối ưu hóa quy trình sản xuất và nâng cao chất lượng sản phẩm.





 an toàn và đúng kỹ thuật")
