Lò nung kim loại là thiết bị không thể thiếu trong các nhà máy luyện kim, cơ khí chế tạo và đúc. Hiểu rõ cấu tạo lò nung kim loại giúp kỹ sư vận hành hiệu quả, tối ưu năng lượng và kéo dài tuổi thọ thiết bị. Bài viết này đi sâu vào từng bộ phận, nguyên lý hoạt động và các yếu tố ảnh hưởng đến hiệu suất của lò nung kim loại công nghiệp.
Khái Niệm Và Bản Chất Của Lò Nung Kim Loại

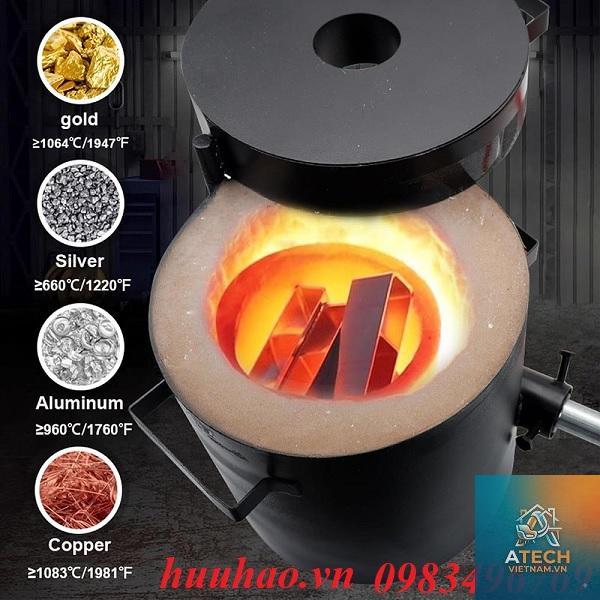
Lò nung kim loại là hệ thống gia nhiệt được thiết kế để nâng nhiệt độ của phôi kim loại lên đến nhiệt độ biến dạng dẻo hoặc nóng chảy. Bản chất cốt lõi của lò là tạo ra môi trường nhiệt ổn định, kiểm soát được, đáp ứng yêu cầu công nghệ của từng loại kim loại như thép, nhôm, đồng hay hợp kim đặc biệt.
Cấu tạo lò nung kim loại thường bao gồm ba hệ thống chính: hệ thống sinh nhiệt (đốt nhiên liệu hoặc điện trở), hệ thống cách nhiệt (lớp lót chịu lửa) và hệ thống điều khiển (cảm biến, bộ điều chỉnh, van). Sự phối hợp nhịp nhàng giữa các bộ phận quyết định chất lượng nung và tiêu hao năng lượng.
Phân Loại Lò Nung Kim Loại Theo Nguyên Lý Hoạt Động
Lò nung kim loại dùng nhiên liệu hóa thạch
Loại lò này sử dụng khí đốt (gas), dầu FO hoặc than đá để tạo ngọn lửa trực tiếp hoặc gián tiếp. Cấu tạo lò nung kim loại dùng nhiên liệu bao gồm buồng đốt, vòi đốt, bộ trao đổi nhiệt và hệ thống thoát khói. Nhiệt từ quá trình cháy được truyền sang phôi qua bức xạ và đối lưu.
Lò nung kim loại dùng điện trở
Đây là dòng lò phổ biến trong các xưởng cơ khí nhỏ và vừa. Cấu tạo lò nung kim loại kiểu điện trở gồm các thanh heating element (như Kanthal, Nicrom) đặt trong buồng kín, bao quanh bởi lớp cách nhiệt gốm sứ hoặc gạch chịu lửa. Nhiệt độ có thể đạt đến 1200°C và được kiểm soát chính xác đến ±5°C.
Lò nung kim loại cảm ứng
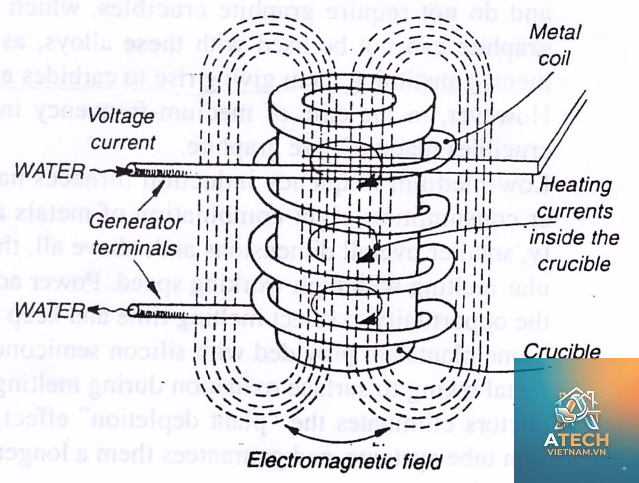
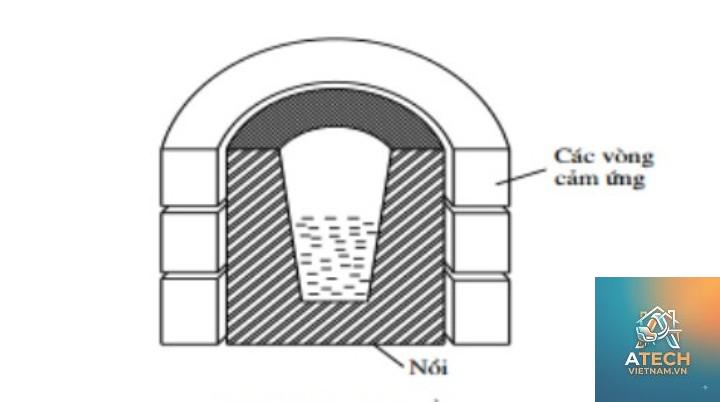
Lò cảm ứng hoạt động dựa trên hiện tượng cảm ứng điện từ. Cấu tạo lò nung kim loại cảm ứng có cuộn dây đồng bọc nước làm mát, nồi nung bằng gốm chịu nhiệt và bộ nguồn tần số trung bình hoặc cao. Dòng điện xoáy sinh ra bên trong kim loại làm nóng chảy nhanh với hiệu suất cao, ít oxy hóa.
Lò nung chân không
Dùng cho các hợp kim đặc biệt cần tránh oxy hóa. Cấu tạo lò nung kim loại chân không bao gồm vỏ thép kín, bơm chân không, điện trở graphite hoặc molypden và hệ thống làm mát. Quy trình nung diễn ra trong môi trường áp suất thấp giúp sản phẩm đạt độ tinh khiết cao.
Các Bộ Phận Chính Trong Cấu Tạo Lò Nung Kim Loại
Vỏ lò và khung đỡ
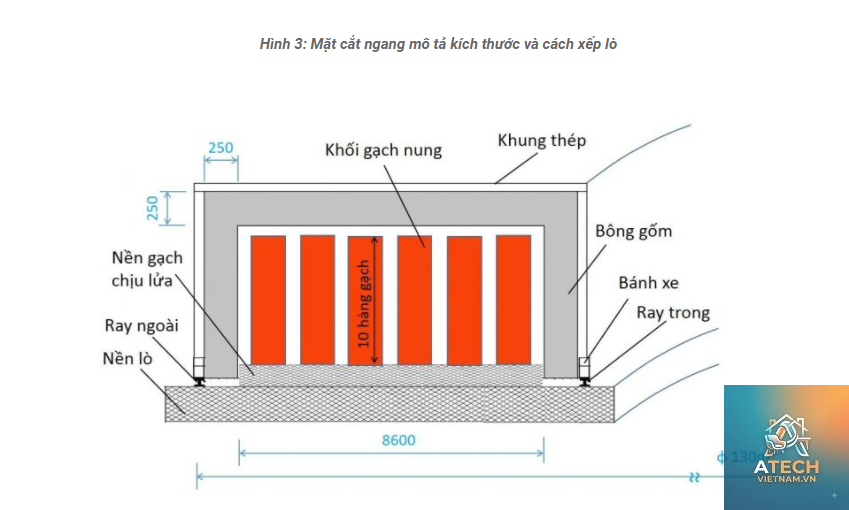
Vỏ lò thường làm bằng thép tấm dày 6–12 mm, chịu được ứng suất nhiệt và tải trọng cơ học. Phía ngoài được sơn chịu nhiệt hoặc bọc inox để chống ăn mòn. Khung đỡ bằng thép hình I hoặc H đảm bảo độ vững chắc khi lò hoạt động ở nhiệt độ cao.
Lớp lót chịu lửa
Đây là bộ phận quyết định tuổi thọ và hiệu suất nhiệt của lò. Cấu tạo lò nung kim loại thường có ba lớp:
- Lớp chịu nhiệt trực tiếp: gạch cao nhôm (Al2O3 ≥ 70%), gạch cacbua silic hoặc đổ bê tông chịu lửa
- Lớp cách nhiệt: bông gốm sứ, gạch nhẹ diatomite hoặc tấm canxi silicat, độ dày 100–200 mm
- Lớp bảo ôn ngoài cùng: sợi thủy tinh hoặc bông khoáng, ngăn thất thoát nhiệt ra môi trường
- Lò gas: chi phí nhiên liệu rẻ, dễ nâng cấp công suất
- Lò điện trở: vận hành đơn giản, nhiệt độ ổn định, không tiếng ồn
- Lò cảm ứng: nung chảy nhanh, kiểm soát thành phần hợp kim chính xác
- Lò chân không: chất lượng bề mặt sản phẩm vượt trội
- Lò gas: thải khí CO2, cần hệ thống an toàn cháy nổ
- Lò điện trở: chi phí điện cao, tuổi thọ thanh điện trở ngắn
- Lò cảm ứng: vốn đầu tư lớn, yêu cầu kỹ thuật vận hành cao
- Lò chân không: bảo trì phức tạp, năng suất thấp
Hệ thống gia nhiệt
Tùy loại lò, hệ thống này có thể là vòi đốt (đối với lò đốt nhiên liệu) hoặc thanh điện trở (đối với lò điện). Vòi đốt thường đi kèm quạt cấp gió, bộ điều chỉnh tỷ lệ gas/không khí. Thanh điện trở được bố trí đều trên vòm lò hoặc thành bên để đảm bảo trường nhiệt đồng nhất.
Hệ thống điều khiển nhiệt độ
Bao gồm cặp nhiệt điện (thermocouple type K, S, R), bộ điều khiển PID (Proportional-Integral-Derivative) và thiết bị chấp hành (SCR, relay). Cấu tạo lò nung kim loại hiện đại còn tích hợp PLC và màn hình HMI để giám sát và ghi nhận dữ liệu nhiệt độ theo thời gian thực.
Cơ cấu đóng mở và nạp liệu
Cửa lò được thiết kế bản lề hoặc trượt, có cơ cấu cân bằng khí nén hoặc thủy lực. Hệ thống nạp liệu có thể dùng băng tải, pít-tông đẩy hoặc pallet nâng. Vòng đệm cửa làm bằng sợi gốm chịu nhiệt giúp kín khít, giảm thất thoát nhiệt.
Hệ thống thoát khí và xỉ
Ống khói có van điều tiết giúp kiểm soát áp suất buồng lò. Bộ thu hồi nhiệt thải (economizer) thường được lắp để tận dụng khí nóng làm nóng gió cấp hoặc nước. Đối với lò nấu chảy, có cửa tháo xỉ và máng rót riêng biệt.
Nguyên Lý Hoạt Động Của Lò Nung Kim Loại
Nhiên liệu hoặc điện năng được chuyển hóa thành nhiệt năng, sau đó nhiệt truyền đến phôi kim loại qua ba phương thức: bức xạ (chủ yếu ở nhiệt độ cao), đối lưu (dòng khí nóng) và dẫn nhiệt (tiếp xúc trực tiếp). Cấu tạo lò nung kim loại ảnh hưởng đến tỷ lệ các phương thức này.
Quá trình nung gồm ba giai đoạn: gia nhiệt nhanh (đưa phôi từ nhiệt độ phòng lên nhiệt độ gần điểm biến dạng), giữ nhiệt (đồng đều hóa nhiệt độ trong toàn bộ tiết diện phôi) và giảm nhiệt (hạ xuống nhiệt độ gia công, nếu cần). Thời gian mỗi giai đoạn được tính toán dựa trên chiều dày phôi và độ dẫn nhiệt của kim loại.
So Sánh Các Loại Lò Nung Kim Loại Phổ Biến
| Loại lò | Nhiệt độ tối đa | Hiệu suất năng lượng | Chi phí đầu tư | Ứng dụng chính |
|---|---|---|---|---|
| Lò đốt gas | 850–1200°C | 55–70% | Trung bình | Nung thép, rèn dập |
| Lò điện trở | 900–1200°C | 70–85% | Thấp | Xưởng nhỏ, nhiệt luyện |
| Lò cảm ứng | 1600–2000°C | 75–90% | Cao | Nấu chảy thép, hợp kim |
| Lò chân không | 1200–2000°C | 60–80% | Rất cao | Hợp kim đặc biệt |
Lợi Ích Và Hạn Chế Của Mỗi Cấu Tạo Lò Nung Kim Loại
Ưu điểm nổi bật
Nhược điểm cần cân nhắc
Ứng Dụng Thực Tế Của Lò Nung Kim Loại Trong Sản Xuất
Trong ngành đúc, lò nung kim loại dùng để nấu chảy thép, gang, nhôm và hợp kim đồng. Cấu tạo lò nung kim loại cảm ứng trung tần là lựa chọn hàng đầu cho các xưởng đúc hiện đại vì tốc độ nấu nhanh và ít hao hụt kim loại.
Trong gia công cơ khí, lò nung dùng để nung phôi trước khi rèn hoặc cán. Lò gas dạng buồng hoặc lò điện trở kiểu hộp được bố trí ngay cạnh máy ép hoặc máy rèn để giảm thời gian chờ.
Trong nhiệt luyện, lò nung kim loại đóng vai trò then chốt trong các quy trình ủ, thường hóa, tôi và ram. Lò chân không và lò có môi trường khí bảo vệ (nitrogen, argon) giúp kiểm soát chính xác cấu trúc tế vi của thép.
Sai Lầm Thường Gặp Khi Thiết Kế Và Vận Hành Lò Nung Kim Loại
Chọn sai vật liệu chịu lửa
Nhiều cơ sở dùng gạch samot thông thường cho lò nung trên 1300°C, dẫn đến nứt vỡ sau vài tháng. Cấu tạo lò nung kim loại cần lựa chọn đúng cấp chịu lửa dựa trên nhiệt độ làm việc tối đa và thành phần hóa học của xỉ.
Bố trí thanh điện trở không đều
Nếu các thanh gia nhiệt đặt tập trung một phía, phôi sẽ bị nung lệch nhiệt độ, gây ứng suất nhiệt lớn và biến dạng. Cần tính toán mật độ công suất từng vùng và bố trí đối xứng.
Bỏ qua hệ thống thu hồi nhiệt
Không lắp bộ trao đổi nhiệt khí – khí hoặc khí – lỏng khiến thất thoát năng lượng lên đến 30–40%. Chi phí đầu tư bộ thu hồi hoàn vốn trong 1–2 năm nhờ tiết kiệm nhiên liệu.
Vận hành quá tải hoặc quá nhiệt
Nâng nhiệt độ lò vượt quá thiết kế sẽ làm giảm tuổi thọ lớp lót và thanh điện trở. Nên tuân thủ nghiêm ngặt biểu đồ nung theo tiêu chuẩn kỹ thuật của nhà sản xuất lò.
Lưu Ý Quan Trọng Khi Thiết Kế Cấu Tạo Lò Nung Kim Loại
Yếu tố an toàn phải được đặt lên hàng đầu. Lò nung kim loại thường hoạt động ở nhiệt độ trên 800°C, dễ gây cháy nổ nếu rò rỉ gas hoặc ngắn mạch. Cần trang bị van an toàn, cảm biến áp suất và hệ thống báo cháy tự động.
Bảo trì định kỳ là chìa khóa kéo dài tuổi thọ thiết bị. Kiểm tra độ dày lớp lót chịu lửa 6 tháng một lần, thay thế thanh điện trở sau 2000–3000 giờ hoạt động. Vệ sinh buồng lò và hệ thống thoát khói hàng tuần để tránh tắc nghẽn.
Lựa chọn loại lò phù hợp với quy mô sản xuất. Xưởng nhỏ dưới 500 tấn/năm nên dùng lò điện trở hoặc lò gas nhỏ. Nhà máy lớn trên 5000 tấn/năm đầu tư lò cảm ứng và hệ thống tự động hóa toàn bộ.
Câu Hỏi Thường Gặp Về Cấu Tạo Lò Nung Kim Loại
Lò nung kim loại có cần bảo dưỡng lớp lót không?
Có. Lớp lót chịu lửa bị mài mòn theo thời gian do sốc nhiệt và ăn mòn hóa học. Cần kiểm tra và trám vá bằng bột chịu lửa chuyên dụng sau mỗi 3–6 tháng. Thay toàn bộ lớp lót khi bề mặt bị nứt sâu quá 1/3 độ dày ban đầu.
Sự khác biệt giữa lò nung điện trở và lò cảm ứng là gì?
Lò điện trở sinh nhiệt bằng dòng điện chạy qua thanh điện trở, nhiệt truyền vào phôi từ bên ngoài. Lò cảm ứng dùng từ trường biến thiên tạo dòng điện Foucault ngay trong lòng phôi, làm nóng chảy từ trong ra ngoài, nhanh hơn và ít oxy hóa hơn.
Làm thế nào để kiểm tra độ đồng đều nhiệt trong buồng lò?
Đặt ít nhất 5 cặp nhiệt điện ở các vị trí khác nhau: tâm, hai đầu và các góc buồng lò. Ghi nhiệt độ trong một chu kỳ nung và tính độ lệch chuẩn. Yêu cầu kỹ thuật thường là chênh lệch không quá ±10°C đối với lò nhiệt luyện.
Chi phí vận hành lò nung kim loại loại nào thấp nhất?
Lò gas có chi phí nhiên liệu thấp nhất tính trên đơn vị nhiệt lượng, nhưng hiệu suất thấp hơn lò điện. Lò cảm ứng tiêu tốn điện năng lớn nhưng tốc độ nấu cao, giảm thời gian và chi phí nhân công. Tổng chi phí nên tính trên từng mẻ nung cụ thể.
Kết Luận
Cấu tạo lò nung kim loại là một hệ thống phức tạp nhưng có logic rõ ràng, từ vỏ thép, lớp lót chịu lửa, hệ thống gia nhiệt đến điều khiển tự động. Nắm vững từng bộ phận và nguyên lý hoạt động giúp doanh nghiệp tối ưu hóa quy trình nung, giảm tiêu hao năng lượng và nâng cao chất lượng sản phẩm.
Đầu tư đúng loại lò với cấu tạo phù hợp yêu cầu công nghệ sẽ mang lại lợi thế cạnh tranh bền vững. Các kỹ sư và nhà quản lý sản xuất nên cập nhật thường xuyên các cải tiến về vật liệu chịu lửa và hệ thống điều khiển để duy trì hiệu suất lò nung kim loại ở mức cao nhất.


 an toàn và đúng kỹ thuật")


