Góc cắt dao tiện là yếu tố quyết định chất lượng bề mặt chi tiết gia công, tuổi thọ dao và hiệu suất máy tiện. Không chỉ đơn thuần là một thông số kỹ thuật, việc hiểu và áp dụng đúng các góc cắt giúp người thợ tối ưu quá trình cắt gọt, giảm lực cắt và kiểm soát phoi hiệu quả. Trong bài viết này, chúng
Góc Cắt Dao Tiện Là Gì? Vai Trò Của Chúng Trong Gia Công
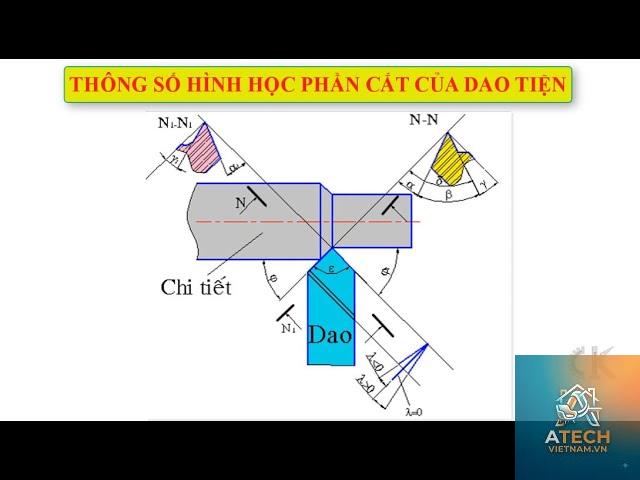
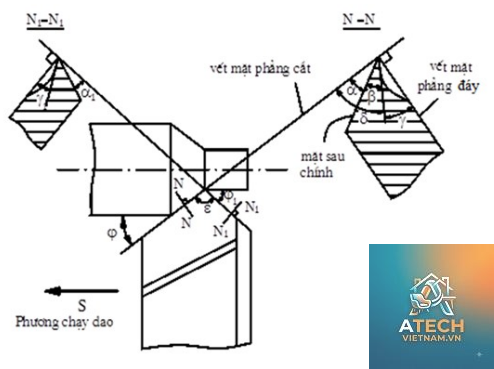
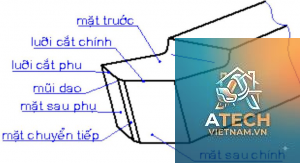
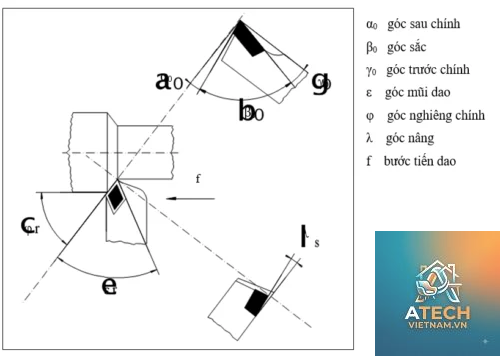
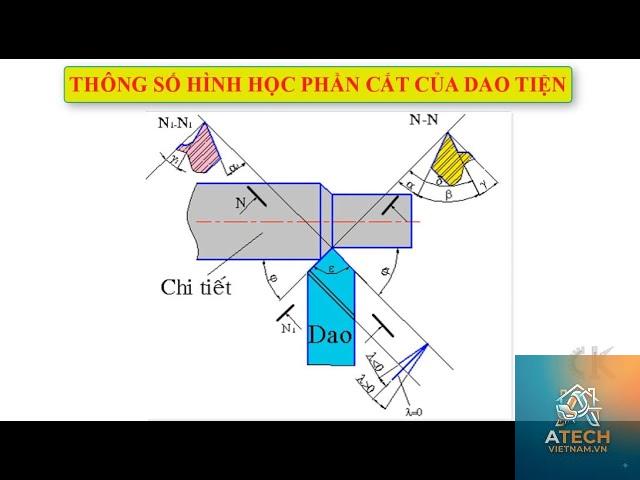
Góc cắt dao tiện là các góc được tạo thành từ các mặt chính và mặt phụ của lưỡi cắt, xác định vị trí tương đối giữa dao và phôi trong quá trình tiện. Mỗi góc đều có nhiệm vụ riêng: kiểm soát hướng phoi, giảm ma sát, phân tán nhiệt và bảo vệ lưỡi cắt. Nếu chọn sai góc, dao có thể bị mẻ nhanh, bề mặt gia công xấu hoặc rung động tăng cao.
Tên góc
Ký hiệu
Chức năng chính
Góc trước (Rake angle)
γ (gamma)
Kiểm soát dòng phoi, giảm lực cắt
Góc sau (Relief angle)
α (alpha)
Giảm ma sát giữa dao và bề mặt gia công
Góc sắc (Wedge angle)
β (beta)
Độ bền của lưỡi cắt, ảnh hưởng đến độ sắc
Góc vào (Cutting edge angle)
κ (kappa)
Chiều dài lưỡi cắt tham gia cắt, phân bố lực
Góc nghiêng chính (Inclination angle)
λ (lambda)
Hướng thoát phoi, độ nhẵn bề mặt
Phân Loại Các Góc Cắt Dao Tiện Cơ Bản
Góc Trước (Rake Angle – γ)
Góc trước được hình thành giữa mặt trước của dao và mặt phẳng vuông góc với mặt phẳng cắt. Giá trị phổ biến từ -10° đến +30°, tùy vật liệu gia công. Góc trước dương giúp phoi thoát dễ, giảm lực cắt, thích hợp cho vật liệu mềm (nhôm, đồng). Góc trước âm tăng độ bền lưỡi cắt, thường dùng cho vật liệu cứng (thép tôi, inox) hoặc khi cắt gián đoạn.
Góc sau là góc giữa mặt sau dao và bề mặt gia công. Nhiệm vụ chính là tránh ma sát giữa dao và chi tiết. Thông thường từ 5° đến 15°. Góc sau nhỏ giúp tăng độ cứng vững của dao, nhưng dễ gây nóng do ma sát. Góc sau lớn giảm nhiệt hiệu quả, nhưng làm yếu lưỡi cắt. Với dao HSS, góc sau thường lớn hơn dao carbide.
Góc Sắc (Wedge Angle – β)
Góc sắc là góc giữa mặt trước và mặt sau dao, quyết định độ sắc bén và độ bền. Công thức: β = 90° – (γ + α). Dao có góc sắc nhỏ sẽ sắc hơn nhưng dễ mẻ. Trong tiện thô, góc sắc lớn (70°–80°) giúp dao chịu lực tốt. Trong tiện tinh, góc sắc nhỏ hơn (50°–60°) để đạt độ bóng cao.
Góc Vào (Cutting Edge Angle – κ)
Góc vào là góc giữa lưỡi cắt chính và hướng chạy dao tiến. Giá trị từ 30° đến 90°. Góc vào nhỏ (45°) giúp lực cắt phân tán dọc theo lưỡi cắt, giảm áp lực lên đầu dao. Góc vào lớn (90°) thường dùng để cắt vai, tạo bậc, nhưng dễ gây rung động.
Góc Nghiêng Chính (Inclination Angle – λ)
Góc nghiêng chính xác định hướng phoi thoát. Góc dương đẩy phoi hướng về phía đuôi máy, thích hợp cho cắt ngoài. Góc âm hướng phoi về mâm cặp, dùng trong tiện lỗ. Góc nghiêng chính ảnh hưởng đến độ nhẵn bề mặt, đặc biệt khi tiện tinh.
Ảnh Hưởng Của Góc Cắt Đến Lực Cắt, Nhiệt Và Chất Lượng Bề Mặt
Góc trước và lực cắt
Khi góc trước tăng, lực cắt giảm đáng kể do phoi dễ biến dạng. Tuy nhiên, góc trước quá lớn làm giảm khả năng tản nhiệt và dẫn đến dao bị mẻ nếu gặp tải trọng đột ngột. Ngược lại, góc trước âm làm tăng lực cắt nhưng bảo vệ lưỡi cắt khỏi va đập.
Góc sau và nhiệt độ
Ma sát giữa mặt sau dao và chi tiết là nguồn sinh nhiệt chính. Tăng góc sau giúp giảm tiếp xúc, giảm nhiệt độ cắt. Nhưng nếu góc sau quá lớn, lưỡi cắt yếu dẫn đến gãy vỡ. Với vật liệu dễ cháy (nhựa, titan), cần góc sau đủ lớn để tránh bám dính.
Góc vào (κ) ảnh hưởng trực tiếp đến chiều dài lưỡi cắt tiếp xúc. Khi κ nhỏ, lưỡi cắt dài hơn, phân bố lực đều, giảm độ nhám. Trong tiện tinh, góc vào 45°–60° cho bề mặt mịn hơn so với 90°. Tuy nhiên, góc vào nhỏ dễ gây rung động ở máy có độ cứng vững kém.
Bảng So Sánh Góc Cắt Dao Tiện Cho Một Số Vật Liệu Phổ Biến
Vật liệu
Góc trước γ (độ)
Góc sau α (độ)
Góc sắc β (độ)
Góc vào κ (độ)
Thép carbon thấp
12–18
8–12
60–70
45–75
Thép hợp kim (HRC 35–45)
5–10
6–10
70–80
45–60
Inox 304
8–12
10–15
60–70
45–60
Nhôm / hợp kim nhôm
20–30
10–15
45–55
60–90
Đồng thau
15–25
8–12
50–65
60–90
Gang xám
0–5
5–8
80–85
45–60
Titan TA6V
6–10
12–18
60–70
45–60
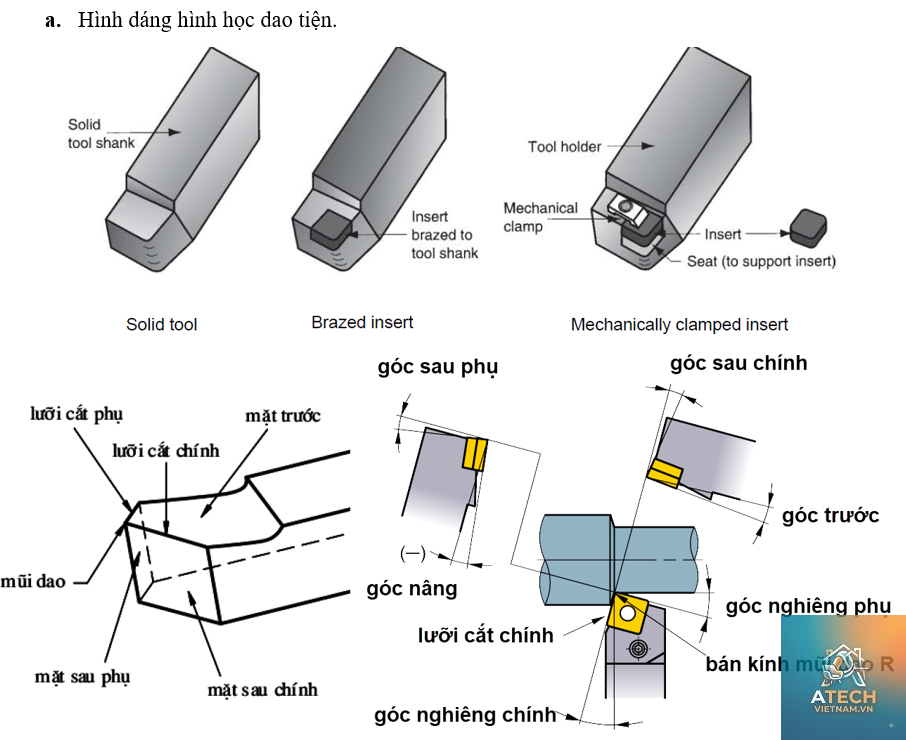
Ứng Dụng Thực Tế Của Các Góc Cắt Trong Các Dạng Gia Công Tiện
Tiện thô
Yêu cầu tốc độ bóc phôi cao, dao phải chịu lực lớn. Góc trước thường dương nhỏ (5°–10°) hoặc bằng 0 để tăng độ bền. Góc sau vừa phải (6°–8°) để giảm nhiệt nhưng không làm yếu lưỡi cắt. Góc vào từ 45°–60° giúp phân bố lực cắt dài, hạn chế rung động.
Tiện tinh
Độ nhẵn bề mặt là ưu tiên hàng đầu. Góc trước lớn (15°–20°) giúp cắt nhẹ, giảm lực. Góc sau tăng lên (10°–15°) để hạn chế ma sát, tạo bề mặt mịn. Góc vào 45°–60° kết hợp với bán kính mũi dao lớn cho độ nhám thấp.
Tiện lỗ
Không gian hạn chế, phoi khó thoát. Góc trước dương vừa phải (10°–15°) và góc nghiêng chính âm để đẩy phoi ra ngoài. Góc sau cần đủ lớn (12°–15°) tránh cọ xát vào thành lỗ.
Tiện ren
Ren yêu cầu độ chính xác về biên dạng. Góc trước thường bằng 0° hoặc dương nhỏ để duy trì hình dáng lưỡi cắt không đổi. Góc sau khoảng 8°–12°, góc vào phải trùng với góc profin ren.
Những Sai Lầm Thường Gặp Khi Chọn Góc Cắt Dao Tiện
Dùng góc trước âm trên vật liệu mềm: Gây lực cắt lớn, bề mặt xấu, dao dễ mòn nhanh.
Góc sau quá nhỏ khi tiện nhôm: Nhôm dễ bám dính vào mặt sau dao, làm hỏng bề mặt gia công.
Góc vào 90° cho tiện tinh: Lực tập trung tại đầu dao tạo vết xước, rung động mạnh nếu máy không cứng vững.
Bỏ qua góc nghiêng chính: Phoi mắc kẹt trong rãnh thoát phoi, làm giảm tuổi thọ dao.
Sao chép góc cắt từ vật liệu khác: Ví dụ, dùng góc cắt cho thép để tiện gang sẽ gây mẻ dao do gang giòn.
Không có bộ góc cắt vạn năng cho mọi trường hợp. Yếu tố quyết định bao gồm: loại vật liệu phôi, độ cứng của máy, công suất động cơ, phương pháp kẹp dao và dung sai yêu cầu. Khi nghi ngờ, hãy bắt đầu với các giá trị trung bình trong bảng, sau đó chỉnh sửa dần dựa trên quan sát phoi và độ nhám bề mặt. Sử dụng dao có cơ cấu thay đổi góc cắt (ví dụ dao gắn mảnh carbide) giúp điều chỉnh linh hoạt mà không cần thay toàn bộ dao.
Ngoài ra, hệ thống làm mát cũng ảnh hưởng đến hiệu quả của góc cắt. Với dung dịch trơn nguội áp suất cao, có thể tăng góc trước để giảm lực, đồng thời kiểm soát phoi tốt hơn. Trong tiện khô, góc trước âm hoặc bằng 0 thường được ưu tiên để tránh nhiệt độ quá cao.
Câu Hỏi Thường Gặp Về Góc Cắt Dao Tiện
Góc cắt dao tiện nào quan trọng nhất?
Không có góc nào quan trọng tuyệt đối, nhưng góc trước (γ) thường được coi là then chốt nhất vì nó ảnh hưởng trực tiếp đến lực cắt, sự hình thành phoi và nhiệt độ. Tuy nhiên, sự kết hợp hài hòa giữa tất cả các góc mới mang lại hiệu quả tối ưu.
Làm thế nào để biết mình đã chọn đúng góc cắt?
Dấu hiệu nhận biết: phoi ra đều đặn, không bị đứt đoạn hoặc bó cục; bề mặt gia công có độ nhám đáp ứng yêu cầu; dao không phát ra tiếng kêu rít; nhiệt độ dao và chi tiết ở mức vừa phải (có thể chạm tay gần vùng cắt).
Có thể thay đổi góc cắt trên dao tiện HSS không?
Có thể mài lại dao HSS để thay đổi các góc. Tuy nhiên cần dụng cụ mài chính xác và kiểm tra bằng thước đo góc. Sai số 1°–2° đã ảnh hưởng đáng kể đến kết quả gia công.
Góc cắt dao tiện có giống nhau cho tiện ngoài và tiện trong không?
Không hoàn toàn. Tiện trong thường yêu cầu góc sau lớn hơn (để tránh cào vào thành lỗ) và góc nghiêng chính âm để đẩy phoi ra ngoài. Góc trước có thể giảm hơn so với tiện ngoài do độ cứng vững của dao tiện trong thấp hơn.
Tại sao cùng một vật liệu nhưng nhà sản xuất dao lại khuyến nghị góc cắt khác nhau?
Do sự khác biệt về lớp phủ (TiN, TiAlN, CVD), cấu trúc hạt carbide, hình dạng mảnh cắt và lĩnh vực ứng dụng (tiện liên tục hay gián đoạn). Luôn ưu tiên khuyến nghị từ hãng sản xuất dao kết hợp với kinh nghiệm thực tế của người vận hành.
Kết Luận
Góc cắt dao tiện không chỉ là những con số khô khan – chúng là công cụ để người thợ làm chủ quá trình cắt gọt. Việc nắm vững vai trò của từng góc, biết cách điều chỉnh linh hoạt theo từng loại vật liệu và điều kiện gia công sẽ giúp bạn tăng tuổi thọ dao, nâng cao năng suất và đạt chất lượng bề mặt vượt trội. Đừng ngại dành thời gian thử nghiệm các góc cắt khác nhau trên các mẫu thử, vì kinh nghiệm thực tế là yếu tố không thể thay thế trong lĩnh vực cơ khí chính xác.



")

