Trong gia công cơ khí, dao tiện là công cụ không thể thiếu để tạo ra các chi tiết máy có độ chính xác cao. Hiểu rõ cấu tạo dao tiện không chỉ giúp người thợ lựa chọn đúng dụng cụ mà còn tối ưu hóa quá trình cắt gọt, kéo dài tuổi thọ dao và nâng cao chất lượng bề mặt sản phẩm. Bài viết này sẽ đưa bạn vào một hành trình khám phá toàn diện từ các bộ phận cơ bản nhất cho đến những yếu tố kỹ thuật chuyên sâu như góc cắt, chất liệu chế tạo và cách phân loại phổ biến. Mỗi thành phần trong cấu trúc của dao tiện đều đóng một vai trò cụ thể và ảnh hưởng trực tiếp đến hiệu quả gia công. Bất kỳ ai đang làm việc trong lĩnh vực cơ khí chế tạo hoặc mới bắt đầu tìm hiểu về tiện đều cần nắm vững những kiến thức cốt lõi này.
Dao tiện là dụng cụ cắt có lưỡi đơn được sử dụng trên máy tiện để loại bỏ vật liệu khỏi phôi đang quay. Mỗi dao tiện có một hình dạng và kích thước nhất định, được thiết kế để thực hiện các nguyên công khác nhau như tiện trụ ngoài, tiện lỗ, tiện ren, cắt đứt, hay tiện định hình. Về bản chất, cấu tạo dao tiện là sự kết hợp hài hòa giữa phần thân dao (giữ và truyền lực) và phần đầu dao (thực hiện cắt gọt). Sự phân bố hợp lý các mặt, lưỡi cắt và góc độ trên đầu dao quyết định khả năng phá vỡ phoi, thoát nhiệt và chất lượng bề mặt gia công.
Các Bộ Phận Chính Trong Cấu Tạo Dao Tiện
Một dao tiện hoàn chỉnh bao gồm hai phần chính: phần thân dao và phần đầu dao. Mỗi phần lại có nhiều chi tiết nhỏ với chức năng riêng biệt. Việc hiểu rõ từng bộ phận giúp người dùng dễ dàng đọc hiểu thông số trên dao, cũng như điều chỉnh khi mài sửa hoặc lắp đặt trên máy.
Phần Thân Dao (Shank)
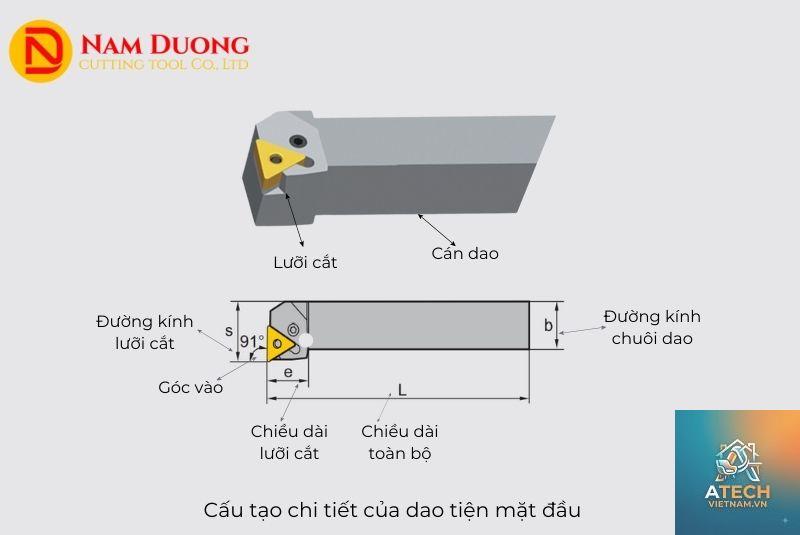
Phần thân là bộ phận nằm giữa đầu dao và đuôi dao, có nhiệm vụ chính là kẹp chặt dao trên ổ dao của máy tiện và truyền lực cắt từ máy đến đầu dao. Kích thước thân dao thường được xác định bằng tiết diện hình chữ nhật hoặc vuông, ví dụ phổ biến là 20×20 mm, 25×25 mm hoặc 32×32 mm. Thân dao phải đủ cứng vững để chống lại lực uốn và rung động trong quá trình cắt. Nếu thân dao quá yếu, nó sẽ bị võng hoặc gây rung, dẫn đến độ chính xác giảm và bề mặt xấu.
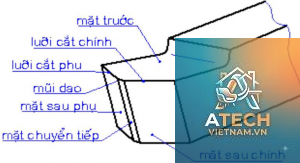
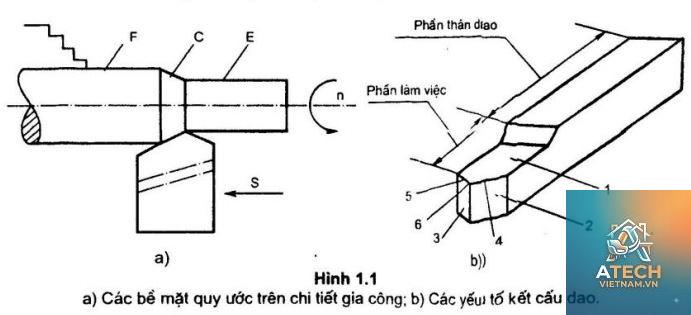
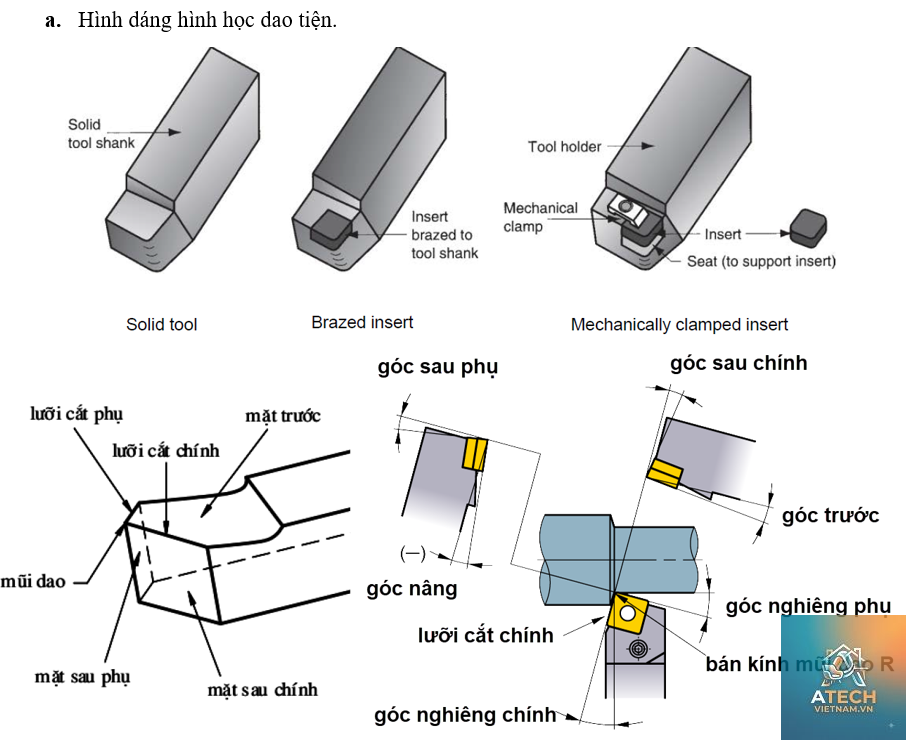
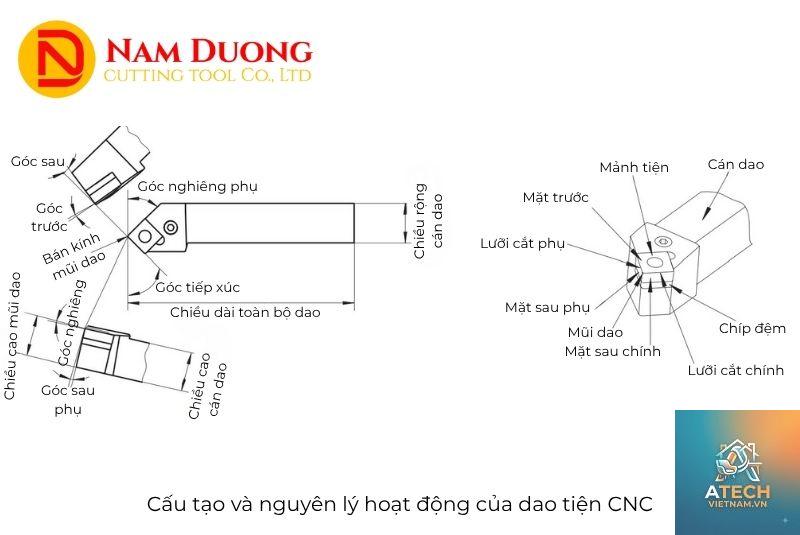
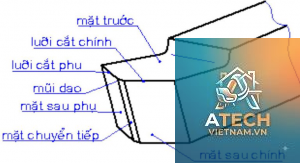
Đầu dao là bộ phận trực tiếp tham gia vào quá trình cắt. Nó bao gồm các mặt, lưỡi cắt và mũi dao. Đầu dao có thể là một khối liền với thân (đối với dao thép gió) hoặc có thể là một mảnh hợp kim được hàn hoặc bắt vít (đối với dao hợp kim cứng và dao tiện cơ khí). Các yếu tố quan trọng trên đầu dao bao gồm:
Mặt trước (Face): Là mặt mà phoi trượt lên trên đó trong quá trình cắt. Hình dạng và độ nhám của mặt trước ảnh hưởng đến sự hình thành và thoát phoi.
Mặt sau chính (Major Flank): Là mặt đối diện với bề mặt đang được gia công trên phôi. Nó tạo ra góc sau chính để giảm ma sát giữa dao và phôi.
Mặt sau phụ (Minor Flank): Là mặt đối diện với bề mặt đã gia công của phôi, đảm bảo không cọ xát vào bề mặt vừa tạo ra.
Lưỡi cắt chính (Major Cutting Edge): Là giao tuyến giữa mặt trước và mặt sau chính. Lưỡi cắt chính thực hiện công việc cắt chính, loại bỏ phần lớn vật liệu.
Lưỡi cắt phụ (Minor Cutting Edge): Là giao tuyến giữa mặt trước và mặt sau phụ. Nó có nhiệm vụ tạo ra bề mặt hoàn chỉnh của chi tiết và thường tham gia vào quá trình cắt một phần nhỏ.
Mũi dao (Tool Nose): Là điểm giao nhau giữa lưỡi cắt chính và lưỡi cắt phụ. Mũi dao thường có bán kính cong nhất định (ví dụ từ 0.2 mm đến 1.6 mm). Bán kính mũi dao ảnh hưởng trực tiếp đến độ nhám bề mặt và độ bền của dao.
Phân Loại Dao Tiện Dựa Trên Cấu Tạo và Vật Liệu
Có nhiều cách để phân loại dao tiện. Dựa trên cấu tạo dao tiện, chúng ta có thể chia thành các nhóm chính: dao liền khối, dao hàn và dao cơ khí (dao gắn mảnh). Mỗi loại có đặc điểm riêng phù hợp với từng điều kiện sản xuất.
Dao Tiện Liền Khối
Đây là loại dao được chế tạo từ một phôi duy nhất, thường là thép gió (HSS – High Speed Steel). Toàn bộ dao, từ thân đến đầu, đều là một khối đồng nhất. Dao thép gió có ưu điểm là giá thành thấp, dễ mài sửa và chịu va đập tốt. Tuy nhiên, tốc độ cắt cho phép thấp hơn so với dao hợp kim cứng. Loại dao này thường được sử dụng trong gia công đơn chiếc, sửa chữa hoặc sản xuất nhỏ lẻ.
Dao Tiện Hàn
Với loại dao này, thân dao được làm từ thép kết cấu (thép C45 chẳng hạn), còn phần đầu cắt là một mảnh hợp kim cứng (thường là cacbua vonfram) được hàn gắn vào thân. Dao hàn kết hợp được độ cứng vững của thân thép với khả năng chịu mài mòn và tốc độ cắt cao của hợp kim cứng. Giá thành thấp hơn dao cơ khí, nhưng khi mảnh hợp kim bị mòn thì việc thay thế khó khăn hơn, phải hàn mới. Loại này vẫn còn được sử dụng nhiều trong các xưởng cơ khí vừa và nhỏ.
Dao Tiện Cơ Khí (Dao Gắn Mảnh)
Đây là loại dao tiên tiến và phổ biến nhất hiện nay. Cấu tạo dao tiện cơ khí bao gồm thân dao (tool holder) và các mảnh cắt (insert) được kẹp chặt bằng cơ cấu vít, kẹp đòn bẩy hoặc kẹp lò xo. Mảnh cắt thường có hình dạng tiêu chuẩn như hình chữ V, hình vuông, hình tròn, hình thoi, mỗi loại có nhiều góc vào khác nhau. Ưu điểm nổi bật là khi mảnh cắt mòn, người dùng chỉ cần thay mảnh mới mà không cần thay toàn bộ dao, giúp tiết kiệm thời gian và chi phí. Thân dao có thể được sử dụng lâu dài. Dao cơ khí cũng đảm bảo độ chính xác lặp lại cao và kiểm soát phoi tốt hơn.
Góc Cắt Cơ Bản Trong Cấu Tạo Dao Tiện
Các góc trên dao tiện là yếu tố then chốt quyết định lực cắt, nhiệt cắt, độ nhám bề mặt và tuổi thọ của dao. Hiểu và lựa chọn đúng góc là kỹ năng quan trọng của người thợ tiện. Có ba góc chính bạn cần nắm rõ:
Góc cắt
Chức năng chính
Giá trị điển hình
Ảnh hưởng
Góc trước (Rake Angle)
Giảm lực cắt, hỗ trợ thoát phoi
0° đến 20° (tùy vật liệu)
Góc trước càng lớn, lực cắt càng giảm nhưng lưỡi cắt yếu hơn
Góc sau chính (Relief Angle)
Giảm ma sát giữa mặt sau dao và phôi
5° đến 15°
Góc sau quá nhỏ gây ma sát lớn, quá lớn làm yếu mũi dao
Góc sắc (Wedge Angle)
Quyết định độ bền của lưỡi cắt
Phụ thuộc vào góc trước và góc sau
Góc sắc càng nhỏ dao càng sắc nhưng dễ mẻ
Bên cạnh ba góc trên, còn có góc nghiêng chính (cutting edge angle) và góc nghiêng phụ. Góc nghiêng chính ảnh hưởng đến chiều dày cắt và hướng lực cắt, thường được chọn từ 45° đến 90°. Góc nghiêng phụ quyết định chất lượng bề mặt hoàn thiện.
Vật Liệu Chế Tạo Dao Tiện
Chất liệu làm dao quyết định khả năng chịu nhiệt, chịu mài mòn và tốc độ cắt tối đa. Mỗi loại vật liệu phù hợp với một dải ứng dụng nhất định. Dễ mài, giá rẻ.
Hợp kim cứng (Cemented Carbide): Chịu nhiệt lên đến 900-1000°C, độ cứng cao, cho phép tốc độ cắt lớn gấp 3-5 lần thép gió. Chiếm phần lớn dao tiện hiện đại.
Gốm sứ (Ceramics): Chịu nhiệt cực tốt (trên 1200°C), độ cứng rất cao, dùng cho gia công tốc độ cao vật liệu cứng như gang, thép tôi. Tuy nhiên, dễ bị mẻ do va đập.
Kim cương nhân tạo (PCD – Polycrystalline Diamond): Là vật liệu cứng nhất, dùng để gia công hợp kim nhôm, hợp kim đồng, composite, gỗ. Tuổi thọ rất cao.
CBN (Cubic Boron Nitride): Độ cứng chỉ sau kim cương, chịu nhiệt cực tốt, chuyên dùng để gia công thép tôi, gang cứng.
Ứng Dụng Thực Tế Của Cấu Tạo Dao Tiện Trong Sản Xuất
Hiểu rõ cấu tạo dao tiện giúp người vận hành máy lựa chọn chính xác loại dao cho từng nguyên công cụ thể. Ví dụ, khi tiện thô một phôi thép cacbon lớn, cần một dao có thân cứng vững (tiết diện 32×32 mm), mảnh hợp kim cứng dạng hình chữ V với góc trước dương (<10°) và bán kính mũi dao lớn (1.6 mm) để chịu tải và thoát phoi tốt. Ngược lại, khi tiện tinh một chi tiết nhỏ bằng nhôm, dao có góc trước dương cao (15-20°) và bán kính mũi dao nhỏ (0.2-0.4 mm) sẽ cho bề mặt bóng mịn.
Trong dây chuyền sản xuất tự động CNC, dao tiện cơ khí gắn mảnh là lựa chọn số một. Nhờ tiêu chuẩn hóa của ISO (ví dụ hệ thống mã hóa mảnh cắt theo tiêu chuẩn ISO 1832),
Kích thước thân dao được chọn dựa trên chiều sâu cắt, bước tiến và độ cứng vững của máy. Nguyên tắc chung là thân dao càng lớn càng tốt miễn là không gây vướng. Thông thường, chọn thân dao có chiều rộng bằng khoảng 1/4 đến 1/3 chiều cao kẹp của ổ dao và chiều cao gấp 1.5 lần chiều rộng.
Tại sao một số dao tiện lại có rãnh trên mặt trước?
Rãnh trên mặt trước (chip breaker) có tác dụng bẻ gãy phoi thành những đoạn ngắn, giúp thoát phoi dễ dàng, tránh phoi dài quấn vào phôi hoặc dao. Thiết kế rãnh này là một phần quan trọng trong cấu tạo dao tiện hiện đại.
Sự khác nhau giữa dao tiện trái và dao tiện phải là gì?
Dao tiện phải có lưỡi cắt chính nằm về phía bên trái khi nhìn từ trên xuống (theo hướng tiến của bàn máy), và nó cắt từ phải sang trái. Dao tiện trái thì ngược lại. Cách phân biệt đơn giản: đặt dao nằm ngang, nếu lưỡi cắt chính ở phía ngón tay cái của bàn tay phải thì đó là dao phải.
Có thể mài lại dao tiện hợp kim cứng được không?
Có thể, nhưng rất khó và đòi hỏi dụng cụ mài kim cương vì vật liệu rất cứng. Với dao hàn hợp kim cứng, mài lại phổ biến. Với dao cơ khí, thông thường người ta không mài lại mảnh cắt mà thay mảnh mới vì chi phí mảnh thấp và đảm bảo chất lượng góc cắt chính xác.
Bán kính mũi dao ảnh hưởng đến độ nhám bề mặt thế nào?
Theo lý thuyết, độ nhám bề mặt lý thuyết tỉ lệ nghịch với bán kính mũi dao và tỉ lệ thuận với bình phương bước tiến. Nghĩa là bán kính càng lớn và bước tiến càng nhỏ thì bề mặt càng nhẵn. Tuy nhiên, bán kính lớn dễ gây rung nếu hệ thống không cứng vững.
Kết Luận
Cấu tạo dao tiện là một chủ đề rộng và có tính ứng dụng cao, ảnh hưởng trực tiếp đến chất lượng và năng suất gia công. Từ việc phân biệt các bộ phận như thân dao, đầu dao, các loại lưỡi cắt và mặt cắt, cho đến hiểu biết về góc độ hình học và vật liệu chế tạo, tất cả đều góp phần giúp người dùng đưa ra lựa chọn chính xác. Dù bạn đang sử dụng dao thép gió truyền thống hay dao cơ khí hiện đại, việc nắm vững kiến thức về cấu tạo là nền tảng để tối ưu từng bước tiện. Hãy luôn kiểm tra kỹ thông số kỹ thuật, lắp đặt đúng cách và bảo quản cẩn thận để dao tiện phát huy tối đa hiệu năng, giúp công việc của bạn đạt được độ chính xác và hiệu quả mong muốn.




")
