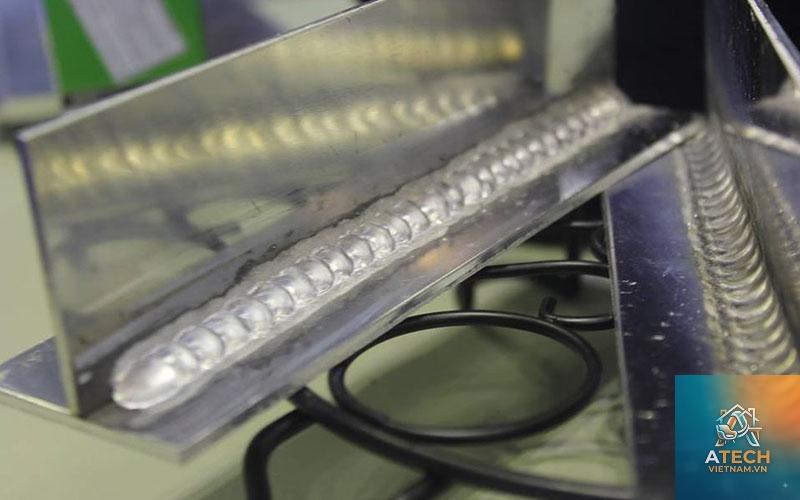
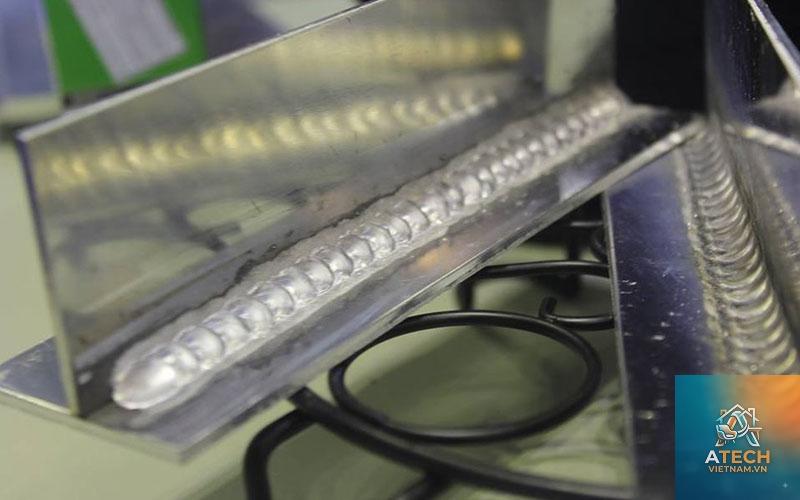
Hàn nhôm bằng gió đá (hàn TIG – Tungsten Inert Gas) là kỹ thuật kết nối kim loại nhôm và hợp kim nhôm phổ biến nhất hiện nay nhờ vào mối hàn có độ thẩm mỹ cao, chắc chắn và ít bị oxy hóa. Phương pháp này sử dụng điện cực vonfram không nóng chảy, khí bảo vệ argon hoặc heli và que hàn phụ để tạo ra mối hàn chất lượng. Nếu bạn đang tìm hiểu cách hàn nhôm bằng gió đá, bài viết này sẽ cung cấp mọi thông tin từ thiết bị, quy trình, thông số kỹ thuật đến những mẹo thực tế giúp bạn tự tin thực hiện.
Hàn nhôm bằng gió đá thực chất là phương pháp hàn TIG (Gas Tungsten Arc Welding) với dòng điện xoay chiều AC, sử dụng khí trơ argon làm môi trường bảo vệ vùng hàn. Ngọn lửa hồ quang được tạo ra giữa điện cực vonfram và chi tiết nhôm, làm nóng chảy kim loại cơ bản. Que hàn phụ được đưa vào vũng hàn để bổ sung vật liệu, tạo thành mối nối liên hoàn.
Khác với hàn que hoặc hàn MIG, hàn nhôm bằng gió đá cho phép kiểm soát nhiệt độ và lượng vật liệu phụ một cách chính xác, phù hợp với các chi tiết mỏng hoặc yêu cầu thẩm mỹ cao. Phương pháp này được ứng dụng rộng rãi trong ngành chế tạo khung nhôm, sửa chữa ô tô, sản xuất thiết bị hàng không và gia công mỹ nghệ.
Để thực hiện cách hàn nhôm bằng gió đá đúng kỹ thuật, bạn cần chuẩn bị bộ thiết bị chuyên dụng. Hãng thông dụng như Lincoln, Miller, ESAB, hoặc các dòng máy Trung Quốc chất lượng cao.
Mỏ hàn TIG: Gồm đầu kẹp vonfram, vòi phun khí, nút bấm điều khiển dòng.
Điện cực vonfram: Loại màu xanh (2% lanthan) hoặc màu xám (1.5% lanthan) hoặc màu cam (1% zirconium). Không dùng vonfram xanh (thori) trong hàn nhôm vì dễ nhiễm bẩn.
Que hàn nhôm: Thường là hợp kim ER4043 (nhôm-silic) hoặc ER5356 (nhôm-magie). Chọn que cùng loại với kim loại nền.
Bình khí argon: Áp suất 200 bar, lưu lượng kế điều chỉnh 10-20 CFH (cubic feet per hour).
Kính hàn tự động tối màu: Bảo vệ mắt khỏi tia lửa và bức xạ UV.
Bàn chải inox và dung môi tẩy dầu mỡ: Làm sạch bề mặt nhôm trước khi hàn.
Quy trình từng bước thực hiện cách hàn nhôm bằng gió đá
Bước 1: Chuẩn bị bề mặt nhôm
Nhôm có lớp oxit Al2O3 mỏng nhưng rất cứng, nhiệt độ nóng chảy lên đến 2072°C, cao hơn nhiều so với nhôm nguyên chất (660°C). Lớp oxit này ngăn cản sự kết dính và tạo ra khí gas gây rỗ mối hàn. Vì vậy, bạn phải làm sạch kỹ bằng bàn chải inox chuyên dụng (không dùng bàn chải thép vì có thể để lại mạt thép gỉ sét). Sau đó lau bằng acetone hoặc cồn isopropyl để loại bỏ dầu mỡ.
Bước 2: Chọn thông số hàn phù hợp
Thông số hàn nhôm bằng gió đá phụ thuộc vào độ dày vật liệu và kích thước que hàn. 6
60 – 100
1.6 – 2.4
8 – 12
3 – 4
2.4
100 – 180
2.4 – 3.2
10 – 15
5 – 6
3.2
180 – 250
3.2 – 4.0
12 – 18
Trên 6
4.0
250 – 350
4.0 – 5.0
15 – 20
Bước 3: Mài điện cực vonfram đúng cách
Mài vonfram với góc 20-30 độ, theo chiều dọc trục điện cực để tạo ra đầu nhọn và các vân mài dọc. Điều này giúp hồ quang ổn định, tập trung. Trong hàn nhôm AC, điện cực vonfram sẽ tạo thành đầu hình cầu nhỏ ở nhiệt độ cao – đó là hiện tượng bình thường. Nếu đầu bi quá lớn, giảm dòng hoặc tăng tốc độ hàn.
Bước 4: Thiết lập máy hàn
Chọn chế độ AC (dòng xoay chiều).
Cài đặt cân bằng AC Balance: thường để 65-75% EN (Electrode Negative) để làm sạch oxit hiệu quả.
Tần số dòng cao (high frequency) để kích hoạt hồ quang không tiếp xúc.
Chức năng post-flow (khí thổi sau) ít nhất 5-10 giây để bảo vệ vũng hàn nguội.
Đặt mỏ hàn nghiêng 70-80 độ so với bề mặt phôi. Giữ khoảng cách từ đầu vonfram đến chi tiết khoảng 2-3 mm. Nhấn nút để tạo hồ quang, đợi vũng hàn hình thành (thường mất 1-2 giây). Khi thấy bề mặt nhôm bắt đầu sáng và lỏng, đưa que hàn vào vũng hàn với góc 10-15 độ. Di chuyển mỏ đều tay, tốc độ khoảng 100-150 mm/phút tùy độ dày.
Lưu ý rằng nhôm dẫn nhiệt rất nhanh, nếu hàn chi tiết dày cần preheat (làm nóng trước) đến 150-200°C bằng đèn khò gaz để giảm sốc nhiệt.
So sánh hàn nhôm bằng gió đá và hàn MIG
Nhiều thợ hàn thắc mắc nên chọn hàn TIG hay MIG khi làm việc với nhôm. Bảng dưới đây sẽ giúp bạn quyết định:
Tiêu chí
Hàn nhôm bằng gió đá (TIG)
Hàn nhôm MIG
Độ thẩm mỹ
Rất cao, không có xỉ bắn
Trung bình, có thể có bắn tóe
Kiểm soát nhiệt
Chính xác, phù hợp chi tiết mỏng
Kém hơn, dễ cháy thủng
Tốc độ
Chậm (300-500 mm/phút)
Nhanh (1000-3000 mm/phút)
Chi phí thiết bị
Trung bình
Cao hơn (máy MIG pulse)
Kỹ năng yêu cầu
Cao, cần nhiều thực hành
Thấp hơn, dễ làm quen
Ứng dụng
Sửa chữa, mỹ thuật, chi tiết nhỏ
Sản xuất hàng loạt, kết cấu lớn
Những sai lầm thường gặp khi hàn nhôm bằng gió đá
Không làm sạch bề mặt kỹ lưỡng
Lớp oxit nhôm và dầu mỡ là nguyên nhân số một gây rỗ khí, mối hàn xỉn màu và thiếu ngấu. Dùng bàn chải inox mới, chỉ dùng một chiều, và lau dung môi trước khi hàn. Không chạm tay trần vào mép hàn sau khi làm sạch.
Chọn sai điện cực vonfram
Vonfram thori (màu đỏ) không phù hợp cho hàn nhôm AC vì phát xạ phóng xạ và dễ bị nhiễm bẩn. Dùng vonfram lanthan (màu xanh) hoặc zirconium (màu cam) sẽ cho kết quả tốt hơn.
Điều chỉnh cân bằng AC không đúng
Nếu cân bằng EN quá thấp, vonfram quá nóng, mối hàn bị đen. Nếu EN quá cao, khả năng làm sạch oxit kém. Luôn bắt đầu với 70% EN và điều chỉnh theo vũng hàn thực tế.
Tốc độ hàn quá nhanh hoặc quá chậm
Hàn quá nhanh gây thiếu ngấu và rỗ khí. Hàn quá chậm làm mối hàn rộng, nhôm bị chảy xệ. Tốc độ lý tưởng là vũng hàn luôn ở phía trước mỏ hàn khoảng 2 mm.
Phương pháp này được ưa chuộng trong nhiều lĩnh vực nhờ tính linh hoạt và chất lượng vượt trội:
Chế tạo khung cửa nhôm, cửa sổ, vách kính.
Sửa chữa bộ tản nhiệt ô tô, két nước nhôm.
Sản xuất khung xe đạp, xe máy nhôm cao cấp.
Gia công đồ trang trí, tượng điêu khắc bằng nhôm.
Làm bể chứa hóa chất, đường ống dẫn thực phẩm.
Sửa chữa vỏ tàu thuyền, thang nhôm công nghiệp.
Lưu ý an toàn khi hàn nhôm bằng gió đá
Luôn đeo kính hàn tự động có độ tối phù hợp (shade 10-12).
Găng tay da dài tay, áo quần chống cháy, mũ hàn.
Thông gió tốt hoặc dùng mặt nạ lọc khí vì khói hàn nhôm có thể chứa ozone, oxit nhôm gây kích ứng phổi.
Tránh tiếp xúc với tia UV từ hồ quang – có thể gây bỏng da như cháy nắng.
Kiểm tra bình khí argon và ống dẫn kín trước khi vận hành.
Câu hỏi thường gặp về cách hàn nhôm bằng gió đá
Có thể dùng máy hàn que thông thường để hàn nhôm bằng gió đá được không?
Không. Máy hàn que chỉ có dòng DC, không tạo được dòng AC cần thiết để phá vỡ lớp oxit nhôm. Bạn cần máy hàn TIG có chức năng AC hoặc máy hàn TIG AC/DC chuyên dụng.
Tại sao mối hàn nhôm bị đen sau khi hàn gió đá?
Nguyên nhân chính do dòng điện quá cao, lượng khí bảo vệ thiếu, điện cực vonfram bị nhiễm bẩn, hoặc cân bằng AC không đúng. Thử giảm dòng 10-20%, tăng lưu lượng khí lên 15 L/phút, và mài lại vonfram sạch.
Cần tập luyện bao lâu để hàn nhôm bằng gió đá thành thạo?
Trung bình 50-100 giờ thực hành liên tục để làm quen với tay nghề, kiểm soát vũng hàn và nhịp độ đưa que. Những người đã biết hàn thép TIG sẽ nhanh hơn vì kỹ thuật tương tự, nhưng nhôm khó hơn do tính dẫn nhiệt cao.
Nên dùng khí argon hay heli khi hàn nhôm gió đá?
Argon là lựa chọn tiêu chuẩn cho mọi chiều dày. Heli có độ dẫn nhiệt cao hơn, giúp hàn nhanh hơn trên nhôm dày (>6mm), nhưng đắt hơn và cần dòng cao hơn. Hỗn hợp 75% Ar + 25% He thường được dùng trong công nghiệp.
Kết luận
Việc nắm vững cách hàn nhôm bằng gió đá đòi hỏi sự kiên nhẫn và thực hành có hệ thống. Từ khâu chuẩn bị bề mặt, chọn thiết bị, cài đặt thông số đến kỹ thuật hàn, mỗi yếu tố đều đóng vai trò quyết định chất lượng mối nối. Đừng ngại làm hỏng những tấm nhôm đầu tiên – đó là kinh nghiệm quý giá. Hãy bắt đầu với các bài tập đơn giản trên tấm nhôm dày 2-3 mm, kiểm soát tốc độ và nhiệt, dần dần bạn sẽ tạo ra những mối hàn đẹp như nhà nghề. Đầu tư vào máy hàn chất lượng, khí argon tinh khiết và que hàn phù hợp sẽ giúp con đường chinh phục kỹ thuật này rút ngắn hơn rất nhiều.