Trong giới thợ hàn, hàn gió đá là tên gọi dân gian dành cho phương pháp hàn TIG (Tungsten Inert Gas) sử dụng khí bảo vệ Argon và hệ thống làm mát bằng nước. “Gió” ám chỉ khí trơ phun ra từ mỏ hàn, “đá” chỉ nước làm mát giúp đầu hàn không bị quá nhiệt. Hiểu được cách hàn gió đá đúng cách không chỉ giúp mối hàn chắc đẹp mà còn kéo dài tuổi thọ thiết bị, đảm bảo an toàn lao động. Bài viết này sẽ phân tích chi tiết từ nguyên lý, thiết bị, quy trình cho đến những sai lầm cần tránh.
Nguyên lý hoạt động của hàn gió đá
Hàn gió đá thuộc nhóm hàn nóng chảy, sử dụng điện cực vonfram không nóng chảy làm điện cực. Hồ quang điện xuất hiện giữa điện cực và kim loại nền, làm nóng chảy vật liệu tại vị trí hàn. Khí Argon được phun ra từ mỏ hàn bảo vệ vũng hàn khỏi oxy và nitơ trong không khí. Nước làm mát lưu thông trong mỏ hàn giúp giải nhiệt cho điện cực và đầu kẹp, tránh hiện tượng quá nhiệt gây biến dạng. Nhờ hệ thống gió đá này, thợ hàn có thể kiểm soát đường hàn tinh tế, đặc biệt khi làm việc với thép không gỉ, nhôm, đồng hay titan.
Thiết bị cần chuẩn bị khi thực hiện hàn gió đá
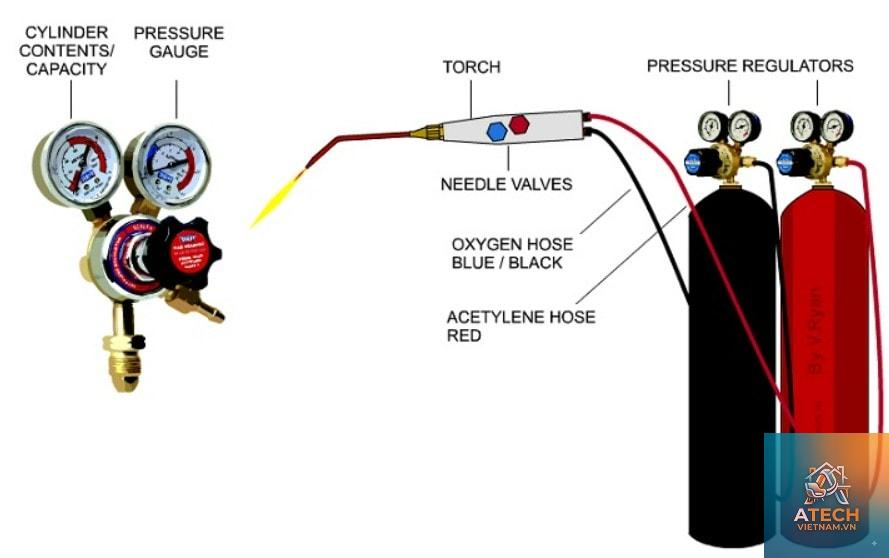
Để thực hiện cách hàn gió đá đúng cách, bạn bắt buộc phải có đầy đủ các thành phần dưới đây:
Máy hàn TIG hai chức năng (AC/DC) hoặc chỉ DC nếu hàn thép thường.
Mỏ hàn TIG có đầu làm mát bằng nước (loại dùng gió đá thực thụ).
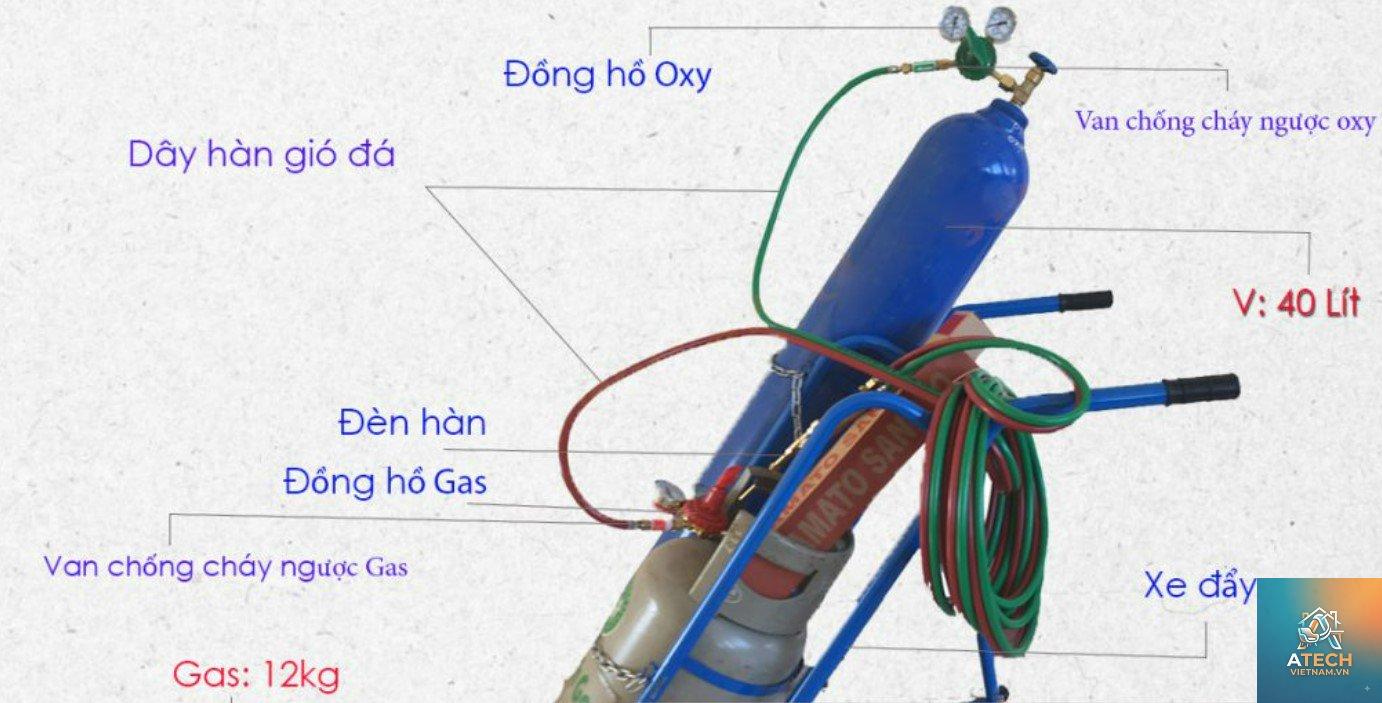
Bình khí Argon với đồng hồ điều chỉnh lưu lượng.
Điện cực vonfram (màu xanh, đỏ, xám tùy loại kim loại).
Que hàn phụ (thép, nhôm, đồng…) tương thích với vật liệu hàn.
Hệ thống làm mát bao gồm bình chứa nước, bơm, ống dẫn.
Dây cáp nguồn và dây cáp mát có kẹp mass.
Kính hàn tự động chống tia UV và hồ quang.
Găng tay da dày, tạp dề chống nhiệt và búa gõ xỉ.
Bảng dưới đây tóm tắt thông số kỹ thuật cơ bản cho thiết bị hàn gió đá thông dụng:
Thành phần
Thông số phổ biến
Ghi chú
Máy hàn TIG
200A – 300A, AC/DC
Phù hợp hàn thép, nhôm, inox
Bình Argon
40 lít, 150 bar
Đảm bảo khí tinh khiết 99,99%
Lưu lượng khí
8 – 15 lít/phút
Tùy độ dày và vị trí hàn
Điện cực vonfram
Đường kính 1,6 – 3,2 mm
Mài nhọn góc 30° – 45°
Dòng điện
40 – 200A
Điều chỉnh tương ứng chiều dày vật liệu
Quy trình chi tiết cách hàn gió đá đúng cách từng bước
Bước 1: Chuẩn bị phôi và vệ sinh bề mặt
Trước khi hàn, phải làm sạch kỹ bề mặt kim loại bằng bàn chải inox hoặc axit tẩy dầu mỡ. Lớp oxit, sơn, dầu mỡ sẽ gây lẫn tạp chất vào vũng hàn, làm yếu mối hàn và sinh khói độc. Đối với nhôm, cần chải cơ khí và chà nhám ngay trước khi hàn vì lớp oxit nhôm tái tạo rất nhanh.
Bước 2: Lắp điện cực và mài nhọn đúng cách
Điện cực vonfram phải được mài dọc thân, không mài ngang để tránh nứt. Góc mài khoảng 30° – 45°, đầu nhọn rõ ràng. Đối với hàn xoay chiều (AC) dùng cho nhôm, có thể mài đầu hơi tù hơn để hồ quang ổn định. Luôn để phần điện cực nhô ra khỏi chụp khí từ 3 – 5 mm.
Bước 3: Cài đặt thông số máy hàn
Chọn chế độ DC (hàn thép, inox, đồng) hoặc AC (hàn nhôm, magie).
Cường độ dòng điện: tham khảo khoảng 1A cho mỗi 0,025 mm chiều dày vật liệu.
Cân bằng AC (nếu hàn nhôm): thường đặt 65% – 70% xoay chiều dương để làm sạch oxit.
Giữ mỏ hàn nghiêng 75° – 85° so với bề mặt phôi. Bóp cò để khí Argon chảy trước 1 giây, sau đó ấn nút hồ quang. Khi hồ quang xuất hiện, di chuyển mỏ hàn đều tay theo đường hàn mong muốn. Cách hàn gió đá đúng cách yêu cầu khoảng cách từ điện cực đến phôi luôn ổn định 1,5 – 2 mm. Nếu quá xa, hồ quang bị loe và nhiệt lượng giảm; nếu quá gần, điện cực dễ chạm phôi gây nhiễm bẩn.
Bước 5: Thêm que hàn phụ (chỉ khi cần)
Đối với mối hàn cần tăng chiều dày, dùng tay kia đưa que hàn phụ vào mép trước vũng hàn. Que nghiêng khoảng 10° – 20°, chạm nhẹ vào mép vũng hàn nóng chảy, rút ra rồi lại đưa vào nhịp nhàng. Thao tác này đòi hỏi phối hợp tay mắt tốt, nên tập với phôi thải trước. Một sai lầm phổ biến là nhúng que quá sâu làm mất ổn định hồ quang.
Bước 6: Kết thúc mối hàn – kỹ thuật giảm dòng
Khi về cuối đường hàn, hãy nhấn nút giảm dòng (nếu máy có chức năng) để hạn chế vảy hàn cuối. Thả cò trước, giữ mỏ hàn tại chỗ khoảng 2 – 3 giây để khí Argon tiếp tục bảo vệ vũng hàn nguội dần. Nếu rút mỏ hàn quá sớm, mối hàn sẽ bị oxy hóa, sinh rỗ và đen.
Sai lầm thường gặp và cách khắc phục khi hàn gió đá
Hồ quang bị dao động: Nguyên nhân do điện cực vonfram bị mòn mất nhọn hoặc nhiễm bẩn từ phôi. Cần mài lại điện cực và tăng lưu lượng khí Argon.
Mối hàn bị rỗ khí (porosity): Thường do khí bảo vệ không đủ hoặc có gió thổi ngang. Kiểm tra lưu lượng khí, dùng rào chắn gió, và đảm bảo phôi khô hoàn toàn.
Vũng hàn chảy không đều: Dòng điện quá cao hoặc tốc độ di chuyển quá chậm. Giảm dòng và tăng tốc độ tay.
Điện cực bị chảy hoặc biến dạng: Dòng hàn vượt quá khả năng chịu tải của điện cực. Chọn đường kính điện cực lớn hơn hoặc giảm dòng hàn.
Nước làm mát không lưu thông: Kiểm tra bơm nước và van xả, đảm bảo không có bọt khí trong ống dẫn. Dùng nước cất trộn thêm chất chống ăn mòn.
So sánh hàn gió đá với các phương pháp hàn khác
Phương pháp
Ưu điểm chính
Nhược điểm
Phù hợp
Hàn gió đá (TIG làm mát nước)
Chất lượng mối hàn cao, kiểm soát tinh tế, hàn được nhiều kim loại
Chi phí thiết bị cao, đòi hỏi tay nghề và thao tác hai tay
Chi tiết thẩm mỹ, inox, nhôm mỏng
Hàn que MMA
Thiết bị rẻ, dễ tìm que hàn, hàn ngoài trời tốt
Đường hàn thô, xỉ hàn cần làm sạch, khó hàn vật mỏng
Kết cấu thép dày, công trường
Hàn MIG/MAG
Tốc độ cao, dễ tự động hóa, phù hợp sản xuất hàng loạt
Phương pháp hàn này được ứng dụng rộng rãi trong chế tạo khung xe đạp, tay vịn cầu thang inox, thiết bị chế biến thực phẩm, hệ thống ống dẫn nhiên liệu và các chi tiết máy bay cần độ chính xác cao. Trong ngành công nghiệp ô tô, hàn gió đá là lựa chọn tối ưu khi hàn ống xả, bình xăng hoặc các chi tiết nhôm. Nhờ kiểm soát nhiệt tốt, thợ hàn có thể hàn các tấm mỏng từ 0,5 mm đến 10 mm mà không bị biến dạng nhiều.
Lưu ý an toàn và bảo dưỡng thiết bị hàn gió đá
Luôn đeo kính hàn đúng chuẩn, không nhìn trực tiếp vào hồ quang vì tia UV rất mạnh.
Mang găng tay da chịu nhiệt, quần áo bảo hộ khó cháy và giày cách điện.
Đảm bảo phòng hàn thông thoáng, có hệ thống hút khói hoặc đeo mặt nạ lọc khói.
Kiểm tra rò rỉ khí Argon bằng dung dịch xà phòng trước mỗi ca làm việc.
Sau khi hàn, xả nước làm mát và vệ sinh mỏ hàn bằng khí nén để loại bỏ bụi bẩn.
Định kỳ thay nước làm mát 3 tháng một lần, tránh đóng cặn gây tắc ống.
Với dòng hàn dưới 150A và thời gian ngắn, có thể dùng mỏ hàn làm mát bằng khí (không cần nước). Tuy nhiên khi hàn liên tục ở cường độ cao, hệ thống nước (gió đá) là bắt buộc để bảo vệ mỏ hàn khỏi quá nhiệt và duy trì hồ quang ổn định.
Hàn gió đá có hàn được nhôm dày 1 mm không?
Được, nhưng yêu cầu máy có chế độ AC (xoay chiều) và điều chỉnh dòng thấp (40 – 60A). Nên dùng que hàn nhôm phù hợp và giữ tốc độ nhanh để tránh cháy thủng.
Làm sao để nhận biết mối hàn gió đá đạt chuẩn?
Mối hàn tiêu chuẩn có bề mặt bóng mịn, màu sắc đồng đều (ánh bạc hoặc vàng nhẹ), không xuất hiện rỗ khí, vảy hàn đều và không bị cháy cạnh. Kiểm tra bằng mắt sau đó có thể thử siêu âm hoặc uốn nếu yêu cầu kỹ thuật cao.
Giá thành hệ thống hàn gió đá hiện nay là bao nhiêu?
Một bộ máy hàn TIG công suất 200A kèm mỏ hàn làm mát nước, bình khí Argon và phụ kiện cơ bản dao động từ 15 – 40 triệu đồng. Dòng máy nhập khẩu từ Nhật hoặc Đức có thể lên tới 100 triệu đồng.
Kết luận
Nắm vững cách hàn gió đá đúng cách là chìa khóa để tạo ra những mối hàn chất lượng cao, bền đẹp và an toàn. Bắt đầu bằng việc trang bị đúng thiết bị, thực hành từng bước bài bản và rút kinh nghiệm từ các sai lầm. Với sự kiên trì, bạn sẽ nhanh chóng thành thạo kỹ thuật hàn TIG nước làm mát, mở ra nhiều cơ hội trong công việc gia công cơ khí chính xác. Nếu còn bất kỳ thắc mắc nào về quy trình hàn, đừng ngần ngại tìm hiểu thêm từ các tài liệu kỹ thuật hoặc hỏi ý kiến thợ bậc cao.