Phay côn là một kỹ thuật gia công cơ khí phức tạp, đòi hỏi sự chính xác cao và hiểu biết sâu về nguyên lý cắt gọt. Trong ngành chế tạo máy, việc tạo ra các bề mặt côn trên chi tiết như trục chính, bạc lót, hoặc các mối ghép côn là vô cùng phổ biến. Bài viết này sẽ cung cấp cho bạn toàn bộ thông tin về cách phay côn một cách chuyên nghiệp, từ khái niệm cốt lõi, các phương pháp thực hiện, cho đến những sai lầm cần tránh. Dù bạn là thợ vận hành máy phay lâu năm hay kỹ sư mới vào nghề, những kiến thức dưới đây sẽ giúp bạn tối ưu hóa quy trình và đạt độ chính xác mong muốn.
Phay Côn Là Gì? Bản Chất Và Các Yếu Tố Hình Học Cơ Bản
Phay côn là quá trình gia công bề mặt hình côn trên phôi bằng cách sử dụng dao phay và chuyển động tương đối giữa dao và phôi theo một góc nghiêng nhất định. Khác với phay mặt phẳng hoặc phay rãnh, phay côn tạo ra đường sinh của mặt côn, thường gặp ở dạng côn ngoài (côn trên trục) hoặc côn trong (lỗ côn).
Bản chất của phay côn là kiểm soát chính xác góc nghiêng (góc côn) thông qua điều chỉnh máy hoặc lựa chọn dao cụ. Các yếu tố hình học quan trọng bao gồm:
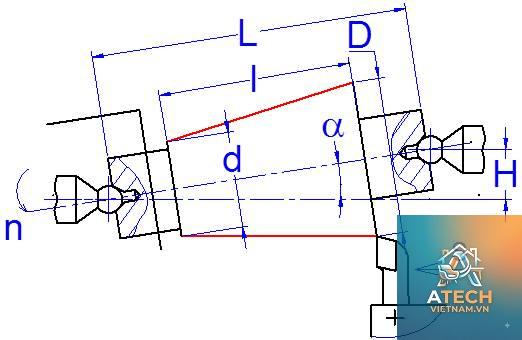
Góc côn (α): Góc giữa hai đường sinh đối diện của mặt côn. Thường được tính bằng độ hoặc phút.
Độ côn (C): Tỷ lệ chênh lệch đường kính trên chiều dài theo công thức C = (D-d)/L, trong đó D là đường kính lớn, d là đường kính nhỏ, L là chiều dài đoạn côn.
Đường kính lớn và đường kính nhỏ: Đây là thông số quan trọng xác định kích thước đầu vào và đầu ra của mặt côn.
Chiều dài đoạn côn (L): Khoảng cách giữa hai mặt cắt ngang xác định đường kính.
Phân Loại Các Phương Pháp Cách Phay Côn Phổ Biến
Có nhiều phương pháp để thực hiện cách phay côn, tùy thuộc vào trang thiết bị hiện có, độ chính xác yêu cầu và hình dạng chi tiết.
1. Phay Côn Bằng Cách Xoay Bàn Máy
Đây là phương pháp cổ điển và đơn giản nhất, thường áp dụng trên máy phay vạn năng hoặc máy phay đứng có bàn xoay. Nguyên lý là xoay bàn máy hoặc đầu dao (tùy loại máy) một góc bằng một nửa góc côn (góc nghiêng của đường sinh so với trục).
Quy Trình Thực Hiện:
Tính toán góc xoay: Xác định góc côn α, sau đó xoay bàn máy đi góc α/2 so với phương nằm ngang.
Gá phôi: Cố định phôi trên bàn máy sao cho đường tâm của phôi song song với hướng chạy dao dọc.
Chọn dao phay: Sử dụng dao phay ngón hoặc dao phay mặt đầu phù hợp. Với côn ngoài, dao phay ngón là tối ưu. Với côn trong (lỗ côn), dùng dao phay ngón hoặc dao doa.
Cắt thử và kiểm tra: Chạy dao thử và đo góc côn bằng thước đo góc hoặc đồng hồ so để hiệu chỉnh.
Hoàn thiện: Tiến hành cắt chính xác theo chiều sâu và chiều dài yêu cầu.
Ưu điểm: Không yêu cầu thiết bị chuyên dụng, chi phí thấp. Nhược điểm: Độ chính xác phụ thuộc vào tay nghề thợ đứng máy và khó gia công các chi tiết có góc côn lớn hơn 45 độ.
2. Phay Côn Bằng Đầu Phay Chuyên Dụng
Đầu phay côn (spiral bevel head hoặc universal milling head) cho phép xoay dao phay ở bất kỳ góc nào. Phương pháp này linh hoạt hơn và phù hợp cho cả gia công côn ngoài lẫn côn trong trên các máy phay ngang hoặc đứng.
Đặc Điểm Kỹ Thuật:
Đầu dao có thể xoay theo hai trục (thường là trục X và Y) để tạo góc nghiêng chính xác.
Thích hợp cho sản xuất hàng loạt nhỏ và các chi tiết đơn chiếc có độ phức tạp hình học cao.
Khả năng gia công các mặt côn kết hợp với mặt phẳng hoặc rãnh.
Cần lưu ý rằng khi sử dụng đầu phay chuyên dụng, lực cắt và độ rung có thể tăng lên do chiều dài đầu dao lớn. Các thông số cắt như tốc độ trục chính (vòng/phút) và lượng tiến dao (mm/phút) cần được điều chỉnh giảm từ 10% đến 20% so với phay thẳng.
3. Phay Côn Trên Máy CNC (Phay Nội Suy)
Trên máy phay CNC 3 trục hoặc 5 trục, cách phay côn trở nên tinh vi hơn nhờ khả năng nội suy chuyển động giữa các trục. Phương pháp này cho phép gia công các bề mặt côn phức tạp, kể cả côn xoắn hay côn không đối xứng.
Nguyên Lý Lập Trình:
Trong lập trình G-code, góc côn được tạo ra bằng cách kết hợp chuyển động đồng thời của các trục. Ví dụ, để phay côn ngoài trên máy CNC 3 trục, bạn sử dụng lệnh G01 hoặc G02/G03 với sự kết hợp giữa trục X và trục Z (hoặc Y và Z tùy hướng gá).
Côn tuyến tính: Sử dụng lệnh G01 X… Z… A… (nếu có trục quay) hoặc nội suy tuyến tính giữa hai điểm có tọa độ X và Z thay đổi đồng thời.
Côn tròn xoay: Có thể dùng nội suy cung tròn hoặc lập trình bằng các phần mềm CAM chuyên nghiệp như Mastercam, SolidCAM.
Lợi thế của CNC: Độ chính xác lặp lại cao, năng suất vượt trội, khả năng gia công các góc côn nhỏ đến 0.01 độ. Tuy nhiên, đòi hỏi đầu tư máy móc và trình độ lập trình viên.
Bảng So Sánh Chi Tiết Các Phương Pháp Phay Côn
Tiêu chí
Xoay bàn máy
Đầu phay chuyên dụng
Phay CNC nội suy
Độ chính xác (góc côn)
± 0.1° đến ± 0.3°
± 0.05° đến ± 0.1°
± 0.01° đến ± 0.05°
Tốc độ gia công
Chậm (thủ công)
Trung bình
Nhanh (tự động)
Chi phí thiết bị
Rẻ (tận dụng máy có sẵn)
Trung bình (cần đầu chuyên dụng)
Cao (máy CNC, phần mềm)
Phù hợp sản lượng
Đơn chiếc, thử nghiệm
Loạt nhỏ, sửa chữa
Loạt lớn, yêu cầu khắt khe
Tay nghề thợ yêu cầu
Cao (phải tự tính toán)
Trung bình
Cao (lập trình)
Khả năng gia công côn trong
Khó (hạn chế kích thước)
Khả thi
Rất tốt
Dụng Cụ Và Thiết Bị Cần Chuẩn Bị Khi Thực Hiện Phay Côn
Để đảm bảo quá trình phay côn diễn ra suôn sẻ và đạt chất lượng, bạn cần chuẩn bị đầy đủ các dụng cụ sau:
Máy phay: Máy phay vạn năng, máy phay đứng, hoặc máy phay CNC tùy theo phương pháp đã chọn.
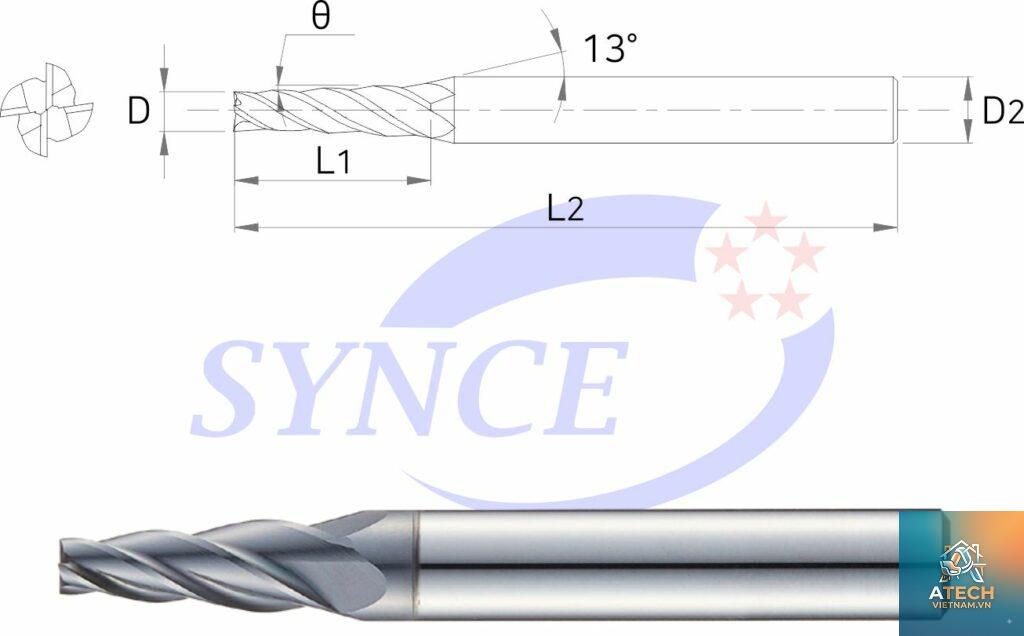
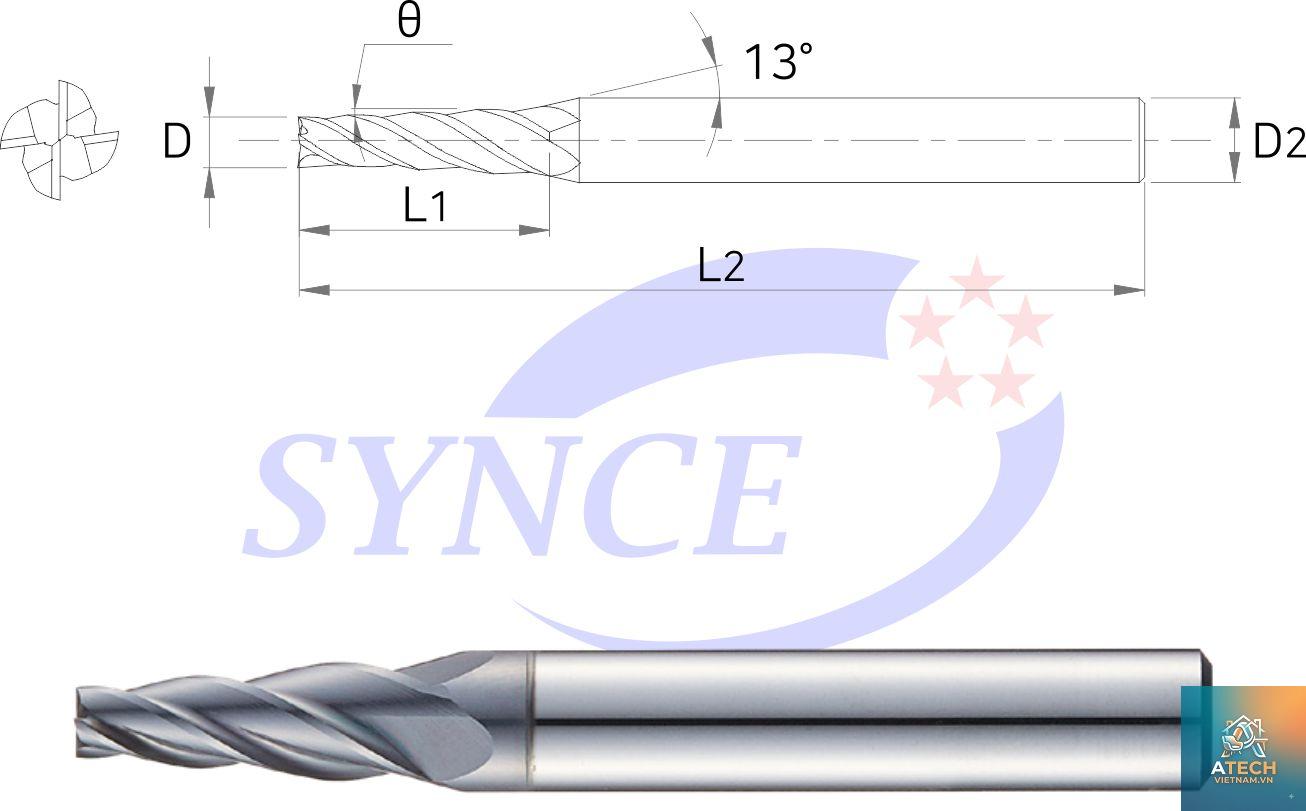
Dao phay: Dao phay ngón (thép gió HSS hoặc hợp kim), dao phay mặt đầu, dao doa côn (cho lỗ côn). Lựa chọn đường kính dao và số lưỡi cắt phù hợp với vật liệu phôi.
Đồ gá phôi: Ê tô, mâm cặp, hoặc đầu phân độ. Với các chi tiết dạng trục, nên dùng mũi chống tâm hoặc ụ động để tăng độ cứng vững.
Dụng cụ đo kiểm: Thước đo góc vạn năng, đồng hồ so, thước cặp hoặc panme đo ngoài. Đối với côn chính xác cao, cần có calibre côn hoặc máy đo tọa độ CMM.
Dung dịch trơn nguội: Dầu cắt gọt hoặc dung dịch làm mát để giảm nhiệt và kéo dài tuổi thọ dao.
Hướng Dẫn Chi Tiết Các Bước Cách Phay Côn Chuẩn Xác Nhất
Mỗi phương pháp đều có quy trình riêng, nhưng các bước cơ bản dưới đây áp dụng cho trường hợp phổ biến nhất: phay côn ngoài trên máy phay vạn năng bằng cách xoay bàn máy.
Bước 1: Xác Định Thông Số Kỹ Thuật Của Mặt Côn
Trước khi gia công, bạn cần có bản vẽ chi tiết với đầy đủ thông số: đường kính lớn (D), đường kính nhỏ (d), chiều dài côn (L), góc côn (α), độ nhám bề mặt (Ra). Từ đó tính độ côn và góc nghiêng.
Bước 2: Tính Toán Góc Xoay Và Lượng Dư
Góc xoay bàn máy = α/2. Ví dụ, bản vẽ yêu cầu góc côn 20° (α=20°), bạn xoay bàn máy 10° so với phương ngang. Tính lượng dư gia công dựa vào chiều sâu cắt mỗi lần (thường từ 0.5mm đến 3mm tùy độ cứng vật liệu). Công thức lượng dư đường kính: Lượng dư = (Dao chạy theo chiều dài côn) × tan(α/2).
Bước 3: Gá Phôi Và Căn Chỉnh
Gá phôi chắc chắn trên ê tô. Dùng đồng hồ so rà phẳng và rà song song với hướng chạy dao dọc. Sai lệch căn chỉnh nhỏ hơn 0.02mm là chấp nhận được.
Bước 4: Chọn Dao Và Thiết Lập Thông Số Cắt
Với phôi thép C45, dao phay ngón thép gió đường kính 12mm, tốc độ cắt khoảng 20-25 m/phút (tương đương 530-660 vòng/phút), tốc độ chạy dao 30-50 mm/phút. Với phôi nhôm, tốc độ cắt có thể tăng gấp đôi. Luôn tham khảo bảng tra thông số cắt từ nhà sản xuất dao.
Bước 5: Tiến Hành Phay Thô Và Thử Nghiệm
Chạy dao thô với chiều sâu cắt 1-2mm, chừa lại 0.3-0.5mm cho tinh. Kiểm tra góc côn sau lần cắt thô bằng thước đo góc. Nếu góc chưa đạt, hiệu chỉnh lại góc xoay bàn máy.
Bước 6: Phay Tinh Và Kiểm Tra Cuối
Chạy dao tinh với chiều sâu cắt nhỏ (0.1-0.2mm) để đạt độ bóng bề mặt. Đo kích thước đường kính ở hai đầu và chiều dài côn. So sánh với dung sai trên bản vẽ. Nếu đạt, kết thúc quá trình.
Lợi Ích Và Hạn Chế Của Các Phương Pháp Phay Côn
Việc hiểu rõ ưu nhược điểm giúp bạn chọn cách phay côn phù hợp nhất với điều kiện thực tế.
Phương pháp xoay bàn máy: Lợi thế là chi phí đầu tư thấp, tận dụng được máy phay thông dụng. Hạn chế là khó đạt độ chính xác cao khi góc côn nhỏ hơn 5° hoặc lớn hơn 45°, và cần nhiều kinh nghiệm để hiệu chỉnh.
Phương pháp đầu phay chuyên dụng: Linh hoạt và dễ dàng điều chỉnh góc mà không cần di chuyển phôi. Nhược điểm là độ cứng vững của hệ thống giảm do đầu dao nhô dài, có thể gây rung động ảnh hưởng đến độ nhám bề mặt.
Phương pháp CNC nội suy: Cho năng suất và độ chính xác vượt trội, phù hợp với sản xuất hàng loạt. Cản trở lớn nhất là chi phí máy móc và bản quyền phần mềm CAM. Ngoài ra, cần kỹ thuật viên có trình độ lập trình và hiệu chỉnh post-processor.
Ứng Dụng Thực Tế Của Mặt Côn Trong Cơ Khí Chế Tạo
Bề mặt côn xuất hiện ở rất nhiều chi tiết máy. Việc nắm vững cách phay côn mở ra khả năng gia công các bộ phận quan trọng như:
Trục chính động cơ: Nhiều trục chính sử dụng ngõng côn để lắp ổ bi đũa côn.
Chuôi dao cụ: Các loại dao phay, dao khoan, dao doa có chuôi côn (Morse, ISO) để lắp vào trục chính máy.
Van và nắp van: Bề mặt côn của thân van đảm bảo kín khít.
Bạc lót côn: Trong các bộ phận truyền động như trục khuỷu, bạc côn giúp điều chỉnh khe hở.
Khuôn mẫu: Lõi khuôn ép nhựa thường có mặt côn để tạo góc thoát.
Sai Lầm Thường Gặp Khi Phay Côn Và Cách Phòng Tránh
Ngay cả thợ có kinh nghiệm cũng có thể mắc phải một số lỗi phổ biến. Nhận biết và xử lý sớm giúp giảm phế phẩm và lãng phí thời gian.
Sai lệch góc côn do tính toán sai: Thường do nhầm lẫn giữa góc côn và góc đặt dao (một nửa góc côn). Khắc phục: Vẽ phác và kiểm tra lại công thức trước khi thực hiện.
Rung động và độ bóng bề mặt kém: Nguyên nhân do dao mòn, tốc độ cắt quá cao, hoặc hệ thống gá kém cứng vững. Khắc phục: Kiểm tra độ mòn dao, giảm tốc độ cắt 15-20%, tăng cường đồ gá bằng chống rung.
Hư hỏng mũi dao hoặc vỡ lưỡi cắt: Thường xảy ra khi lượng dư cắt quá lớn hoặc góc vào dao không đúng. Khắc phục: Chia nhiều lát cắt, đặc biệt ở vùng đường kính lớn. Với dao phay hợp kim, tránh ăn dao đột ngột.
Đường kính không đạt do bù dao sai: Trên máy CNC, lập trình bù dao không đúng dẫn đến sai kích thước. Khắc phục: Sử dụng chu trình đo dao tự động hoặc kiểm tra thủ công offset.
Lưu Ý Quan Trọng Để Đảm Bảo Thành Công Khi Phay Côn
Bên cạnh kỹ thuật, cần chú ý các yếu tố quản lý và vận hành sau:
Kiểm tra độ đồng tâm: Với chi tiết dạng trục côn, sử dụng mũi chống tâm hoặc đồng hồ so để rà độ đồng tâm giữa mặt côn và trục quay. Sai lệch cho phép không quá 0.02mm nếu yêu cầu độ ô van nhỏ hơn 0.01mm.
Bảo trì máy phay: Máy phay phải được kiểm tra độ chính xác của bàn xoay và trục chính định kỳ. Khe hở bàn xoay (backlash) nếu lớn hơn 0.05mm sẽ gây ra sai số góc đáng kể.
An toàn lao động: Luôn sử dụng kính bảo hộ, găng tay và quần áo bảo hộ. Khi vận hành máy CNC, đảm bảo cửa an toàn đóng kín. Phoi côn có thể văng xa và sắc nhọn.
Lựa chọn thông số cắt tối ưu:
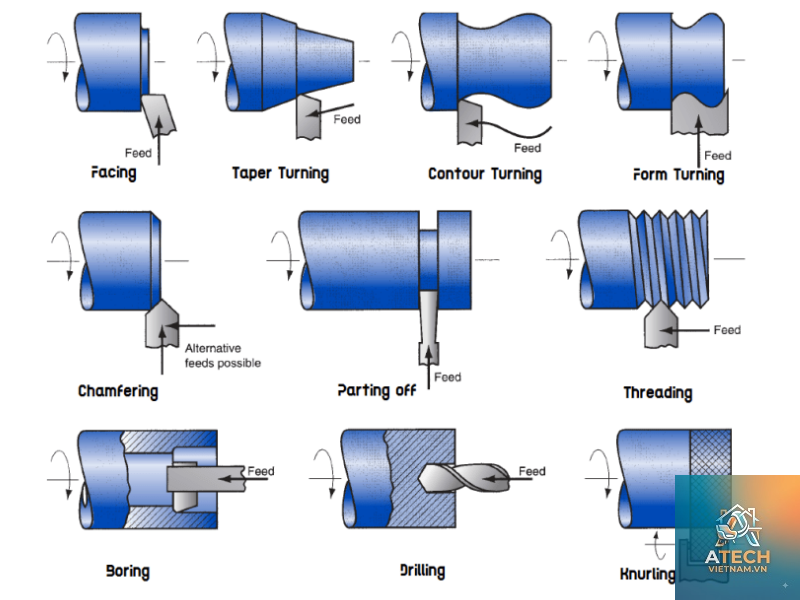
Tiện côn được thực hiện trên máy tiện, phôi quay tròn và dao tĩnh di chuyển dọc trục. Phay côn được thực hiện trên máy phay, dao quay tròn và phôi tĩnh (hoặc di chuyển với tốc độ chậm). Tiện côn nhanh hơn cho chi tiết tròn xoay đơn giản, nhưng phay côn cho phép gia công các bề mặt côn không đối xứng, côn kết hợp rãnh hoặc mặt bậc.
Làm thế nào để tính toán góc côn chính xác?
Góc côn α (góc giữa hai đường sinh) được tính từ đường kính lớn (D), đường kính nhỏ (d) và chiều dài côn (L): tan(α/2) = (D-d)/(2L). Ví dụ, D=40mm, d=30mm, L=50mm, ta có (40-30)/(2*50) = 10/100 = 0.1, suy ra α/2 = arctan(0.1) ≈ 5.71°, vậy α ≈ 11.42°.
Nên chọn dao phay nào để phay côn trên thép cứng?
Đối với thép cứng (độ cứng trên 50 HRC), nên sử dụng dao phay ngón hợp kim (carbide) có phủ lớp TiAlN hoặc AlTiN. Đường kính dao nên chọn nhỏ hơn đường kính nhỏ của côn để đảm bảo không va chạm. Tốc độ cắt nên hạ thấp xuống còn 12-18 m/phút để giảm nhiệt luyện.
Có thể phay côn trên máy phay đứng thông thường không?
Có thể, nhưng cần thêm thiết bị phụ trợ. Trên máy phay đứng, bàn xoay ngang không có sẵn.
Sử dụng thước đo góc vạn năng: đặt thước kẹp chặt vào mặt côn và mặt chuẩn. Nếu có khe hở ánh sáng, góc chưa chính xác. Với các côn chính xác (như côn Morse), dùng calibre côn (gauge) để thử lắp ghép. Đo đường kính tại hai vị trí đầu và cuối bằng panme, kết hợp với đo chiều dài để tính lại độ côn bằng công thức.
Kết Luận
Nắm vững cách phay côn là kỹ năng quan trọng đối với bất kỳ thợ cơ khí hay kỹ sư chế tạo nào. Bài viết đã trình bày ba phương pháp chính: xoay bàn máy, đầu phay chuyên dụng và phay CNC, kèm theo hướng dẫn từng bước chi tiết và so sánh ưu nhược điểm. Từ việc tính toán góc côn, chọn dao, thiết lập máy, đến kiểm tra và khắc phục sai lầm, tất cả đều nhằm mục tiêu giúp bạn đạt được độ chính xác và năng suất tối đa trong gia công.
Dù bạn sử dụng phương pháp nào, hãy luôn tuân thủ nguyên tắc an toàn và kiểm tra kỹ thông số kỹ thuật trước khi cắt. Với kiến thức nền tảng này, bạn hoàn toàn có thể tự tin thực hiện các chi tiết côn phức tạp, nâng cao tay nghề và mở rộng khả năng ứng dụng trong các dự án cơ khí thực tế.