Tiện côn ngoài là gì? Bản chất của phương pháp gia công mặt côn
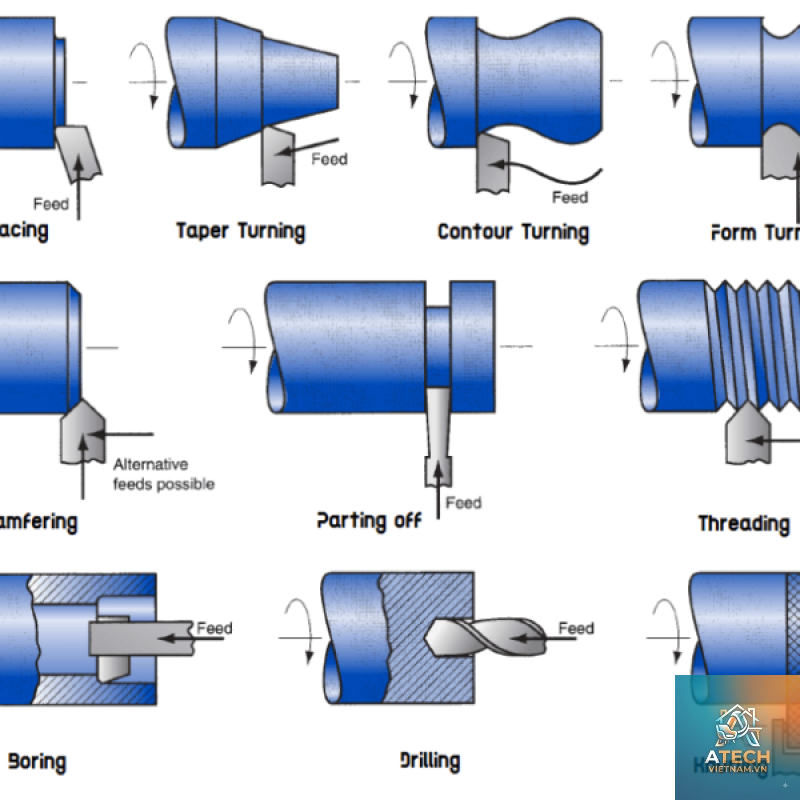
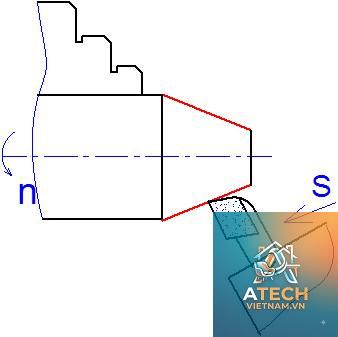
Tiện côn ngoài là một phương pháp gia công cơ khí trên máy tiện nhằm tạo ra bề mặt có dạng hình nón cụt trên phôi. Khác với tiện trụ thông thường, đường kính của chi tiết thay đổi tuyến tính dọc theo chiều dài phôi. Kỹ thuật này đòi hỏi sự chính xác cao về góc côn, độ nhám bề mặt và dung sai kích thước. Các chi tiết dạng côn xuất hiện phổ biến trong trục chính máy công cụ, đầu cặp mũi khoan, ổ côn và nhiều bộ phận truyền động.
Bản chất của cách tiện côn ngoài nằm ở việc tạo ra chuyển động tịnh tiến của dao cắt theo một góc nhất định so với trục chính. Góc này quyết định độ côn của sản phẩm. Khi bàn dao di chuyển, lưỡi cắt sẽ loại bỏ dần vật liệu và để lại bề mặt có độ dốc đều đặn. Phương pháp này yêu cầu người thợ phải hiểu rõ nguyên lý hình học và động học của máy tiện.
Phân loại các phương pháp tiện côn ngoài
Tiện côn bằng xoay bàn dao trên (Compound rest)
Đây là phương pháp phổ biến nhất trong cách tiện côn ngoài khi gia công các chi tiết ngắn. Bàn dao trên được xoay một góc bằng một nửa góc côn yêu cầu. Tay quay bàn dao trên sẽ điều khiển dao tiến theo đường chéo, tạo ra bề mặt côn mong muốn. Góc xoay được đo bằng thang chia độ trên bàn dao, có độ chính xác đến 0,5 độ. Phương pháp này phù hợp với chiều dài côn tối đa khoảng 150–200mm, tùy vào thiết kế máy.
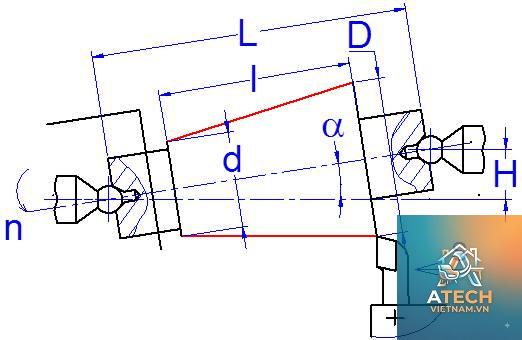
Tiện côn bằng đuôi máy (Tailstock offset)
Phương pháp này được áp dụng cho các chi tiết dài, có độ côn nhỏ. Nguyên lý là dịch chuyển tâm đuôi máy sang một bên so với đường tâm trục chính. Khi phôi quay, dao cắt di chuyển dọc trục sẽ tạo ra bề mặt côn. Lượng dịch chuyển tâm đuôi máy được tính toán dựa trên chiều dài phôi và độ côn yêu cầu. Công thức tính: S = (D × L) / (2 × l), trong đó S là khoảng dịch chuyển, D là đường kính lớn, L là chiều dài phôi, l là chiều dài đoạn côn.
Tiện côn bằng bàn dao kép (Taper turning attachment)
Đây là kỹ thuật tiên tiến cho phép gia công côn chính xác cao mà không cần điều chỉnh phức tạp. Máy tiện được trang bị thêm bộ phận dẫn hướng kiểu thanh trượt. Thanh dẫn hướng được đặt ở góc mong muốn, và bàn dao ngang sẽ di chuyển dọc theo thanh này. Phương pháp này có ưu điểm là gia công được côn dài với độ chính xác lặp lại cao. Nhiều máy tiện hiện đại tích hợp sẵn cơ cấu này ngay từ nhà máy.
Tiện côn bằng CNC
Trên máy tiện CNC, cách tiện côn ngoài trở nên đơn giản hơn nhiều. Lập trình nội suy tuyến tính G01 cho phép điều khiển đồng thời hai trục X và Z. Chỉ cần xác định tọa độ điểm đầu và điểm cuối của đường côn, máy sẽ tự động tính toán quỹ đạo dao. Độ chính xác đạt đến 0,01mm, và có thể gia công các côn phức tạp với nhiều đoạn khác nhau trên cùng một chi tiết.
Quy trình chi tiết cách tiện côn ngoài trên máy tiện vạn năng
Bước 1: Xác định thông số côn
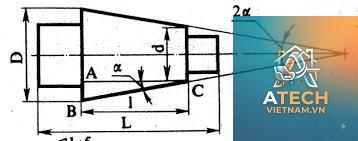
Trước khi bắt đầu, cần xác định chính xác đường kính lớn D, đường kính nhỏ d và chiều dài đoạn côn L. Góc côn α được tính bằng công thức: tan(α/2) = (D-d) / (2L). Nếu bản vẽ cho sẵn độ côn theo tỷ lệ 1:n thì n là chênh lệch đường kính trên 1mm chiều dài. Ví dụ, côn Morse số 3 có độ côn là 1:19,922, tương đương góc côn khoảng 2,875 độ.
Bước 2: Gá đặt phôi và dụng cụ cắt
Phôi được gá chặt trên mâm cặp hoặc giữa hai mũi tâm, đảm bảo độ đồng tâm. Dao tiện côn ngoài thường có mũi dao bo tròn bán kính 0,4–1,2mm để giảm vết dao và tăng độ bóng. Góc sau của dao nên từ 6–8 độ để tránh cọ xát vào bề mặt côn. Kiểm tra độ cao mũi dao đúng tâm máy bằng cách cho dao chạm nhẹ vào phôi quay, nếu không có vạch xước ở tâm là đạt.
Bước 3: Thiết lập góc côn
Nếu dùng phương pháp xoay bàn dao trên, nới lỏng các ốc hãm trên bàn dao xoay. Dùng thước đo góc hoặc căn mẫu để xoay bàn dao đúng góc α/2. Siết chặt ốc hãm và kiểm tra lại bằng đồng hồ so dọc theo hành trình bàn dao. Sai số góc không được vượt quá 0,1 độ đối với gia công chính xác. Đối với phương pháp đuôi máy, tính toán lượng dịch chuyển và điều chỉnh bằng vít me trên đế đuôi máy.
Bước 4: Cắt thử và hiệu chỉnh
Cho máy chạy ở tốc độ thấp và thực hiện đường cắt thử đầu tiên với chiều sâu 0,1–0,2mm. Dùng thước cặp hoặc panme đo đường kính ở hai đầu đoạn côn. Tính toán sai lệch và hiệu chỉnh góc côn nếu cần. Phương pháp kiểm tra nhanh là dùng căn mẫu côn hoặc dưỡng côn đặt lên bề mặt vừa tiện. Nếu có khe hở ở đầu lớn hoặc đầu nhỏ, cần điều chỉnh góc bàn dao tương ứng.
Bước 5: Gia công tinh
Sau khi xác định đúng góc, thực hiện cắt thô với chiều sâu 0,5–2,0mm tùy vào độ cứng vật liệu. Chừa lại 0,3–0,5mm cho bước cắt tinh. Tốc độ cắt tinh thường được giảm 20–30% so với cắt thô. Lượng chạy dao tinh từ 0,05–0,15mm/vòng. Sử dụng dung dịch trơn nguội đầy đủ để bề mặt đạt độ nhám Ra 1,6–3,2µm.
So sánh ưu nhược điểm các phương pháp tiện côn ngoài
| Phương pháp | Ưu điểm | Nhược điểm |
|---|---|---|
| Xoay bàn dao trên | Dễ thực hiện, chi phí thấp, không cần thiết bị phụ | Chỉ gia công côn ngắn, năng suất thấp |
| Đuôi máy lệch | Gia công côn dài, đơn giản trong chuẩn bị | Phôi bị lệch tâm, khó gia công ren và côn đồng thời |
| Bàn dao kép | Chính xác cao, côn dài, ít sai số | Đòi hỏi máy có trang bị đặc biệt, chi phí cao hơn |
| CNC | Độ chính xác tối đa, tự động hóa, linh hoạt | Đầu tư máy lớn, yêu cầu lập trình viên |
Ứng dụng thực tế của các chi tiết tiện côn ngoài
Trong ngành chế tạo máy công cụ
Côn Morse là chuẩn côn phổ biến nhất trên trục chính máy khoan, máy phay và máy tiện. Chuẩn côn này có 8 size từ số 0 đến số 7, với độ côn chuẩn xác đến từng micromet. Các trục chính máy tiện thường dùng côn 5 hoặc côn 6 để gá mâm cặp. Việc tiện côn ngoài chính xác trên các chi tiết này quyết định độ đồng tâm khi lắp ráp.
Trong hệ thống truyền động
Ổ côn trong hộp số ô tô, xe máy có các vòng trong và vòng ngoài được tiện côn. Góc côn thường từ 15–30 độ, tùy vào tải trọng và tốc độ quay. Bề mặt côn này tiếp xúc với các con lăn hình côn, phân phối lực đều trên toàn bộ diện tích. Độ chính xác của góc côn ảnh hưởng trực tiếp đến tuổi thọ và độ ồn của ổ.
Trong khuôn mẫu và đồ gá
Các chốt định vị, bạc dẫn hướng thường có đầu côn để dễ dàng lắp ráp và tháo rời. Tiện côn ngoài với độ côn 5–10 độ cho phép tự lựa tâm khi lắp ghép. Trong khuôn ép nhựa, các lõi khuôn có thể được thiết kế côn để tạo độ dốc thoát sản phẩm.
Những sai lầm thường gặp khi thực hiện cách tiện côn ngoài
Sai góc côn do tính toán hoặc điều chỉnh sai
Nguyên nhân thường gặp nhất là nhầm giữa góc côn toàn phần và góc bàn dao. Nếu bàn dao xoay bằng góc côn α thay vì α/2, sản phẩm sẽ có góc gấp đôi yêu cầu. Cách khắc phục là luôn kiểm tra lại bằng công thức hoặc căn mẫu trước khi gia công hàng loạt.
Độ nhám bề mặt không đạt yêu cầu
Do tốc độ cắt không phù hợp hoặc dao mòn. Khi tiện côn ngoài, vận tốc cắt thay đổi dọc theo chiều dài côn do đường kính thay đổi. Cần chọn tốc độ trục chính dựa trên đường kính trung bình của đoạn côn. Sử dụng dao có góc mài phù hợp với vật liệu gia công, thường là carbide cho thép cứng và HSS cho thép mềm và nhôm.
Rung động trong quá trình cắt
Xảy ra khi chiều dài phôi lớn hoặc độ cứng vững của hệ thống công nghệ kém. Giải pháp là sử dụng chống tâm hoặc luynet đỡ phôi. Giảm lượng chạy dao và tăng chiều sâu cắt thô để giảm rung. Kiểm tra độ cứng vững của bàn dao và siết chặt các ốc hãm.
Lưu ý quan trọng để đạt kết quả tốt nhất khi tiện côn ngoài
- Chọn phương pháp phù hợp: Dựa vào chiều dài côn, độ chính xác yêu cầu và thiết bị hiện có. Côn ngắn dưới 100mm dùng bàn dao trên, côn dài trên 200mm dùng bàn dao kép hoặc CNC.
- Sử dụng dung dịch trơn nguội đúng loại: Dầu cắt gọt cho thép không gỉ, nhũ tương cho thép cacbon, nước xà phòng cho nhôm. Dung dịch phải phun đều vào vùng cắt để giảm nhiệt và kéo dài tuổi thọ dao.
- Kiểm tra liên tục trong quá trình gia công: Sau mỗi 2-3 đường cắt, đo lại kích thước đường kính ở hai đầu. Dùng đồng hồ so dọc theo bề mặt côn để phát hiện sai lệch góc sớm.
- Đánh bóng bề mặt côn: Sau khi tiện tinh, có thể dùng đá mịn hoặc giấy nhám để cải thiện độ bóng. Thực hiện khi máy chạy ở tốc độ thấp, giữ dụng cụ ổn định để tránh làm hỏng góc côn.
- Bảo quản và hiệu chuẩn dụng cụ đo: Căn mẫu côn, panme và thước đo góc phải được kiểm định định kỳ. Sai số của dụng cụ đo sẽ dẫn đến sai số tích lũy trên sản phẩm.
Mẹo nâng cao tay nghề tiện côn ngoài
Đối với thợ tiện lâu năm, việc kết hợp nhiều phương pháp trong cùng một chi tiết là kỹ năng quan trọng. Chẳng hạn, tiện côn sơ bộ bằng phương pháp đuôi máy lệch, sau đó hoàn thiện bằng bàn dao xoay để có độ chính xác cao hơn. Sử dụng đồng hồ so từ tính gắn trên bàn dao để kiểm tra đường chạy dao theo góc đã thiết lập. Nếu có điều kiện, đầu tư bộ hiển thị số DRO cho bàn dao xoay để đọc góc chính xác đến 0,01 độ.
Câu hỏi thường gặp về cách tiện côn ngoài
Làm thế nào để tính góc côn khi chỉ biết đường kính và chiều dài?
Góc côn α được tính bằng công thức: tan(α/2) = (D-d)/(2L). Trong đó D là đường kính lớn, d là đường kính nhỏ, L là chiều dài đoạn côn. Ví dụ: D=50mm, d=40mm, L=100mm thì tan(α/2)= (10)/(200)=0,05, suy ra α/2=2,86 độ, góc côn toàn phần α=5,72 độ.
Có thể tiện côn ngoài trên máy tiện không có bàn dao xoay được không?
Được. Có thể dùng phương pháp đuôi máy lệch hoặc sử dụng đồ gá chuyên dùng. Đuôi máy lệch phù hợp cho côn dài và nhỏ. Nếu không có hai phương pháp trên, có thể dùng dao tiện định hình có biên dạng côn, nhưng chi phí cao và chỉ hiệu quả khi sản xuất hàng loạt.
Sự khác biệt giữa tiện côn ngoài và tiện côn trong là gì?
Tiện côn ngoài gia công bề mặt ngoài của phôi, trong khi tiện côn trong gia công lỗ côn bên trong. Nguyên lý cơ bản giống nhau nhưng tiện côn trong đòi hỏi dao tiện có kích thước nhỏ hơn, độ cứng vững thấp hơn và khó thoát phoi hơn. Góc thoát dao trong cũng cần được thiết kế cẩn thận để tránm chạm vào bề mặt gia công.
Làm sao để đạt độ chính xác côn 0,01mm?
Yêu cầu máy tiện có độ cứng vững cao, thường là máy tiện chính xác hoặc CNC. Sử dụng dao carbide với mũi dao R0.4mm. Thực hiện cắt thô, cắt tinh và cắt siêu tinh với chiều sâu cắt giảm dần. Kiểm tra bằng đồng hồ so dọc bề mặt và điều chỉnh vi phân. Kết hợp với hệ thống làm mát áp lực cao để ổn định nhiệt.
Côn Morse là gì và tại sao phải tiện chính xác?
Côn Morse là một hệ thống tiêu chuẩn côn dùng trong ngành cơ khí, có độ côn khoảng 1:19,002 đến 1:20,047 tùy size. Độ chính xác của côn Morse quyết định khả năng tự hãm và truyền mô-men xoắn giữa trục chính và phụ tùng. Nếu góc côn sai, phụ tùng sẽ bị lỏng hoặc kẹt cứng, gây mất an toàn khi vận hành.
Kết luận
Nắm vững cách tiện côn ngoài là kỹ năng cốt lõi của người thợ tiện chuyên nghiệp. Từ phương pháp thủ công trên máy vạn năng đến công nghệ CNC hiện đại, mỗi kỹ thuật đều có ứng dụng riêng trong thực tế sản xuất. Điều quan trọng là hiểu rõ nguyên lý hình học, lựa chọn phương pháp phù hợp với từng loại chi tiết và kiểm soát chặt chẽ các thông số gia công. Với sự tỉ mỉ và kinh nghiệm, bạn có thể tạo ra những bề mặt côn có độ chính xác cao, đáp ứng yêu cầu khắt khe của các ngành cơ khí chính xác.





