Sơn tĩnh điện là công nghệ phủ bề mặt tiên tiến được áp dụng rộng rãi trong ngành cơ khí, sản xuất đồ nội thất và linh kiện điện tử. Cách sơn tĩnh điện tại xưởng đúng quy trình quyết định trực tiếp đến độ bám dính, tính thẩm mỹ và tuổi thọ của lớp sơn. Một quy trình chuyên nghiệp không chỉ giúp tiết kiệm chi phí mà còn đảm bảo an toàn lao động và bảo vệ môi trường. Bài viết này sẽ đi sâu vào từng bước từ khâu chuẩn bị bề mặt, thiết lập thiết bị, phun sơn cho đến kiểm tra chất lượng thành phẩm.
Khái Niệm Và Nguyên Lý Hoạt Động Của Sơn Tĩnh Điện Tại Xưởng
Sơn tĩnh điện, hay còn gọi là sơn bột, sử dụng nguyên lý tích điện trái dấu giữa hạt sơn và bề mặt vật liệu. Bột sơn được phun qua súng tĩnh điện, tích điện dương, sau đó bám vào phôi kim loại đã được nối đất. Quá trình này xảy ra trong môi trường kiểm soát tại xưởng sản xuất, giúp tạo ra lớp phủ đồng đều, không chảy nhỏ giọt như sơn nước. Sau đó, phôi được đưa vào lò sấy ở nhiệt độ 180–200°C, làm nóng chảy và đông rắn bột sơn thành màng bảo vệ cứng chắc.
Cách sơn tĩnh điện tại xưởng khác biệt hoàn toàn so với sơn phun truyền thống ở điểm không sử dụng dung môi, giảm tối đa khí thải VOC – tác nhân gây ô nhiễm và ảnh hưởng sức khỏe. Lớp sơn đạt độ dày từ 60–120 micron, có khả năng chống ăn mòn vượt trội. Nguyên lý tĩnh điện yêu cầu dây chuyền đồng bộ gồm buồng phun, hệ thống thu hồi bột và lò sấy, tất cả vận hành trong điều kiện xưởng đạt tiêu chuẩn.
Các Thành Phần Chính Trong Quy Trình Sơn Tĩnh Điện Tại Xưởng
Để thực hiện cách sơn tĩnh điện tại xưởng chính xác, cần hiểu rõ ba thành phần cốt lõi: hệ thống phun bột, buồng phun và lò sấy. Mỗi bộ phận đóng vai trò riêng, ảnh hưởng trực tiếp đến chất lượng sản phẩm.
Súng phun sơn tĩnh điện là thiết bị tạo điện tích cho hạt bột. Có hai loại chính: súng corona và súng ma sát (tribo). Súng corona sử dụng điện cực cao áp, tạo trường điện mạnh, thích hợp cho vật liệu có hình dạng phức tạp. Súng ma sát dùng lực cọ xát trong nòng súng để tích điện, phù hợp với sơn bột có kích thước hạt nhỏ. Bột sơn được làm từ nhựa nhiệt rắn như polyester, epoxy hoặc polyurethane, pha màu sắc
Buồng Phun Và Hệ Thống Thu Hồi Bột
Buồng phun là không gian kín, thường được làm bằng thép sơn tĩnh điện hoặc polypropylene chống bám dính. Tại đây, công nhân phun sơn cho phôi treo trên ray chuyển. Hệ thống thu hồi bột gồm cyclon và filter cartridge, giúp thu hồi bột thừa tới 95%, tái sử dụng, qua đó giảm chi phí nguyên liệu. Yêu cầu buồng phun phải có đèn chiếu sáng đủ độ rọi và hệ thống thông gió đảm bảo an toàn.
Lò Sấy Và Dây Chuyền Treo Phôi
Lò sấy có thể là lò gas, lò điện hoặc lò dầu, với nhiệt độ dao động 150–220°C tùy loại bột. Thời gian sấy từ 10–30 phút, tùy độ dày lớp sơn và hình dạng phôi. Dây chuyền treo phôi là hệ thống băng tải hoặc monorail, di chuyển phôi qua các trạm xử lý. Tốc độ băng tải thường được điều chỉnh từ 1–5 m/phút để đảm bảo đủ thời gian phun và sấy.
Quy Trình Cách Sơn Tĩnh Điện Tại Xưởng Chuẩn Kỹ Thuật
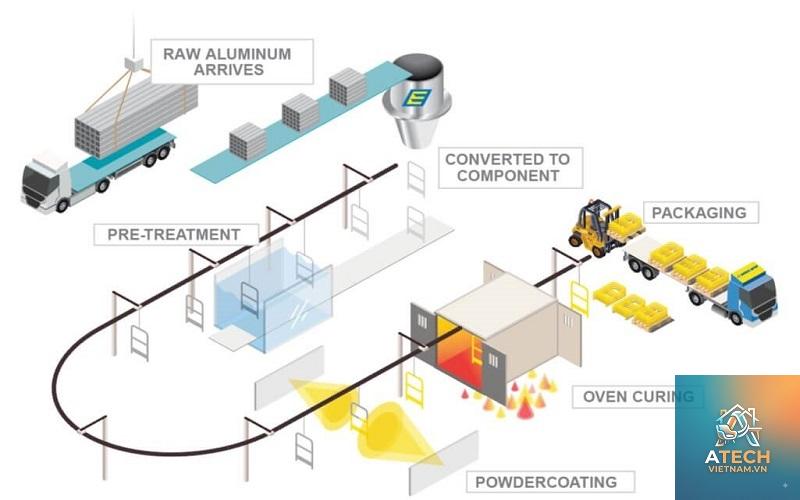
Một quy trình sơn tĩnh điện tại xưởng bài bản gồm bảy bước liên tục từ đầu đến cuối. Bỏ qua bất kỳ bước nào cũng dẫn đến lỗi sơn, bong tróc hoặc giảm tuổi thọ sản phẩm.
Bước 1: Xử Lý Bề Mặt Phôi – Yếu Tố Quyết Định Độ Bám Dính
Bề mặt phôi phải sạch dầu mỡ, bụi bẩn, gỉ sét và lớp oxit. Công nghệ phổ biến là phun cát, phun bi, hoặc ngâm hóa chất như dung dịch tẩy rửa kiềm. Đối với thép carbon, phun cát đạt độ nhám Ra 2–3 micron là tối ưu. Nếu phôi là nhôm, cần tẩy nhờn và tạo lớp chuyển hóa cromat hoặc zirconium. Một số xưởng áp dụng robot phun để kiểm soát đồng đều. Sau khi xử lý, phôi phải được sấy khô hoàn toàn trước khi vào buồng phun.
Bước 2: Che Chắn Vùng Không Cần Sơn
Dùng băng keo chịu nhiệt hoặc mặt nạ silicone để che chắn các ren, lỗ, bề mặt tiếp xúc điện. Đây là bước có tính thủ công cao, đòi hỏi thợ sơn có tay nghề để tránh sơn lem ra vùng cấm. Trong sơn tĩnh điện tại xưởng, việc che chắn kỹ càng giúp hạn chế khâu sửa chữa sau sấy.
Bước 3: Thiết Lập Thông Số Súng Phun Tĩnh Điện
Thiết lập điện áp súng corona ở mức 60–80 kV, áp suất khí nén 2–4 bar, lưu lượng bột 10–20 g/phút tùy kích thước phôi. Khoảng cách súng đến phôi duy trì 100–250 mm. Góc phun vuông góc với bề mặt để giảm hiệu ứng lồng Faraday. Với súng tribo, điện áp không yêu cầu, nhưng cần điều chỉnh lực cọ xát bằng tốc độ khí nén.
Bước 4: Tiến Hành Phun Sơn Tĩnh Điện
Đưa phôi vào buồng phun trên băng tải hoặc móc treo. Thợ sơn thực hiện đều tay từ dưới lên trên, phun nhiều lớp mỏng thay vì một lớp dày. Trong quá trình phun, hạt bột tích điện bám chặt vào phôi, lượng bột thừa rơi xuống sàn hoặc bị hút vào hệ thống thu hồi. Kiểm tra độ dày lớp sơn định kỳ bằng thước đo độ dày từ tính hoặc cảm biến quang. Độ dày lý tưởng từ 70–100 micron.
Bước 5: Sấy Khô Và Đông Rắn Trong Lò Sấy
Phôi sau khi phun được chuyển trực tiếp vào lò sấy ở nhiệt độ 200°C trong 15 phút (đối với bột polyester). Nhiệt độ cao làm tan chảy các hạt nhựa, tạo màng lỏng liên tục và sau đó đóng rắn thông qua phản ứng liên kết ngang. Thời gian sấy cần được giám sát bằng nhiệt kế ghi chép liên tục. Sấy quá thời gian gây vàng màu hoặc giòn lớp sơn, còn sấy thiếu thì sơn không đông cứng hoàn toàn.
Sau khi ra khỏi lò, phôi được làm nguội tự nhiên hoặc bằng quạt đối lưu đến nhiệt độ phòng. Kiểm tra chất lượng bao gồm: độ bám dính bằng test cắt ô (cross-cut), độ cứng bút chì, độ dày màng sơn và màu sắc đồng đều. Sản phẩm lỗi như sơn chảy, rỗ, bong tróc sẽ được đánh dấu và chuyển sang vị trí sửa chữa hoặc mài bỏ sơn.
Bước 7: Đóng Gói Và Xuất Xưởng
Phôi đạt chuẩn được làm sạch bụi, bọc màng PE hoặc đặt vào khay chống sốc. Một số nhà máy yêu cầu đóng gói trong môi trường ít ẩm để tránh hoen rỉ. Đính kèm phiếu kiểm tra chất lượng và tem nhãn sản xuất.
Bảng So Sánh Các Phương Pháp Sơn Tĩnh Điện Phổ Biến Tại Xưởng
Phương pháp
Ưu điểm
Hạn chế
Ứng dụng
Sơn corona (súng điện cực)
Phủ tốt hình dạng phức tạp, hiệu suất cao
Khó phủ góc cạnh sâu, dễ tạo hiệu ứng lồng Faraday
Lợi Ích Khi Áp Dụng Đúng Cách Sơn Tĩnh Điện Tại Xưởng
Chống ăn mòn vượt trội: Lớp sơn tĩnh điện có độ bền hóa học cao, chống gỉ sét trong môi trường ẩm ướt, hóa chất nhẹ. Tuổi thọ có thể đạt 10–15 năm nếu quy trình được thực hiện đúng.
Thân thiện môi trường: Không phát thải dung môi hữu cơ, giảm 95% lượng khí thải VOC so với sơn nước. Bột sơn thừa được thu hồi và tái sử dụng, giảm chất thải rắn.
Tiết kiệm chi phí dài hạn: Tỉ lệ bột sơn thừa có thể tái dùng lên đến 98% nếu hệ thống thu hồi tốt. Chi phí bảo trì thấp vì lớp sơn bền, ít phải sơn lại.
Tính thẩm mỹ cao: Màng sơn đồng nhất, không chảy nhỏ giọt, không bọt khí. Có thể tạo nhiều hiệu ứng bề mặt như mờ, bóng, nhám, vân hoa.
An toàn lao động: Thợ sơn không tiếp xúc với dung môi độc hại, giảm nguy cơ cháy nổ. Bột sơn không dễ cháy ở điều kiện thường.
Hạn Chế Của Quy Trình Sơn Tĩnh Điện Tại Xưởng Cần Biết
Bên cạnh lợi ích, cách sơn tĩnh điện tại xưởng cũng tồn tại một số hạn chế. Thứ nhất, khó phủ các bề mặt có khe, góc cạnh nhọn do hiệu ứng lồng Faraday khiến hạt bột không bám đều. Thứ hai, chi phí đầu tư ban đầu cho dây chuyền sơn tĩnh điện cao, từ vài trăm triệu đến vài tỷ đồng cho hệ thống chuyên nghiệp. Thứ ba, thời gian sấy lâu hơn sơn thường, có thể làm chậm tiến độ nếu không kiểm soát nhiệt và lưu lượng băng tải. Cuối cùng, sửa chữa lớp sơn lỗi khó khăn, thường phải mài bỏ và sơn lại toàn bộ, gây lãng phí.
Những Sai Lầm Thường Gặp Và Cách Khắc Phục Trong Sơn Tĩnh Điện Tại Xưởng
Bỏ Qua Bước Xử Lý Bề Mặt
Nhiều xưởng sản xuất do áp lực thời gian đã bỏ qua hoặc làm sơ sài công đoạn tẩy dầu mỡ, phun cát. Hậu quả là sơn bong tróc sau vài tháng. Cách khắc phục: đầu tư bể ngâm hóa chất hoặc máy phun cát đúng tiêu chuẩn, kiểm tra bằng test nước bề mặt.
Thiết Lập Điện Áp Và Khoảng Cách Súng Sai
Điện áp quá cao tạo tia lửa điện, gây nguy hiểm và tạo lỗ rỗ trên sơn. Điện áp quá thấp giảm hiệu suất bám dính. Khoảng cách súng xa làm hạt bột mất điện tích trước khi chạm phôi. Hãy sử dụng máy đo điện áp và duy trì khoảng cách 150–200 mm cho súng corona, 100–150 mm cho súng tribo.
Kiểm Soát Nhiệt Độ Lò Sấy Không Đồng Đều
Lò sấy có điểm nóng và điểm lạnh dẫn đến sơn không đông rắn đều. Cần lắp thêm quạt đối lưu và nhiệt kế giám sát ở nhiều vị trí. Định kỳ hiệu chuẩn lò 3–6 tháng một lần. Nếu phôi quá dày, cần tăng thời gian sấy hoặc giảm tốc độ băng tải.
Không Thu Hồi Bột Thừa Hiệu Quả
Khi cyclone hoặc filter bị tắc, bột thừa thất thoát, tăng chi phí. Bảo trì hệ thống hút bụi định kỳ, vệ sinh túi lọc và kiểm tra áp suất chênh. Sử dụng thêm thiết bị rây bột trước khi tái sử dụng để loại tạp chất.
Ứng Dụng Thực Tế Của Cách Sơn Tĩnh Điện Tại Xưởng
Sơn tĩnh điện được ứng dụng rộng rãi trong sản xuất vỏ tủ điện, thùng xe tải, khung sắt tiền chế, biển báo giao thông và đồ gia dụng như lò vi sóng, máy giặt. Trong ngành ô tô, các chi tiết khung gầm và linh kiện nắp capo thường được sơn tĩnh điện để chống rỉ. Ngành nội thất ngoài trời sử dụng sơn tĩnh điện cho bànghế nhôm, ghế sắt sân vườn vì khả năng chống tia UV và mưa axit. Thậm chí, nhiều bệnh viện ứng dụng sơn tĩnh điện cho khung giường bệnh để đảm bảo vệ sinh và kháng khuẩn.
Lưu Ý Quan Trọng Để Đạt Hiệu Quả Cao Khi Sơn Tĩnh Điện Tại Xưởng
Độ ẩm không khí: Duy trì độ ẩm dưới 70% trong buồng phun. Độ ẩm cao làm giảm điện tích của hạt bột, gây chảy sơn hoặc rỗ bề mặt. Sử dụng máy hút ẩm nếu cần.
Chọn bột sơn đúng loại: Mỗi loại nhựa nhiệt rắn có khoảng nhiệt độ sấy khác nhau. Polyester sấy 180–200°C, epoxy sấy 150–180°C. Không nên trộn lẫn các loại bột có gốc khác nhau.
Đào tạo thợ sơn: Kỹ thuật phun đều tay, tốc độ di chuyển súng 0.5–1 m/s là yếu tố then chốt. Xưởng nên có tài liệu hướng dẫn trực quan và kiểm tra tay nghề định kỳ.
Bảo trì thiết bị: Vệ sinh súng phun, bộ phận tiếp đất và lò sấy hàng ngày. Kiểm tra điện trở nối đất của phôi đảm bảo dưới 1 MΩ để dẫn điện tốt.
Câu Hỏi Thường Gặp Về Cách Sơn Tĩnh Điện Tại Xưởng
Sơn tĩnh điện có thể áp dụng cho vật liệu không phải kim loại không?
Về bản chất, sơn tĩnh điện yêu cầu bề mặt dẫn điện để hút hạt bột. Tuy nhiên, nếu xử lý sơn lót dẫn điện hoặc dùng màng phủ dẫn điện, có thể sơn trên nhựa, gỗ, kính. Các xưởng chuyên nghiệp thường sơn lót loại acrylic dẫn điện trước khi phun bột.
Thời gian khô hoàn toàn của sơn tĩnh điện là bao lâu?
Sau khi ra khỏi lò sấy, sơn đã đông rắn hoàn toàn và đạt độ cứng cuối cùng sau 24 giờ ở nhiệt độ phòng. Tuy nhiên, sản phẩm có thể được xử lý ngay sau khi nguội mà không ảnh hưởng đến chất lượng.
Làm sao để sửa lỗi sơn tĩnh điện bị rỗ hoặc chảy?
Nếu lỗi nhỏ, có thể mài nhẹ bề mặt và phun lại lớp mỏng. Nếu lỗi nghiêm trọng, phải dùng dung môi tách sơn hoặc máy mài để loại bỏ hoàn toàn lớp sơn cũ, sau đó xử lý bề mặt và thực hiện lại từ đầu.
Chi phí cho một hệ thống sơn tĩnh điện tại xưởng dao động thế nào?
Hệ thống quy mô nhỏ gồm buồng phun, súng và lò sấy tĩnh có giá từ 120–300 triệu đồng. Dây chuyền tự động cho sản xuất lớn có thể từ 1–5 tỷ đồng, chưa kể chi phí thiết bị xử lý bề mặt và hệ thống thu hồi bột.
Kết Luận
Cách sơn tĩnh điện tại xưởng là một quy trình kỹ thuật đòi hỏi sự chuẩn xác từ khâu chuẩn bị bề mặt, thiết lập thông số phun, đến kiểm soát nhiệt độ lò sấy. Áp dụng đúng quy trình không chỉ mang lại sản phẩm có độ bền cơ học và hóa học vượt trội, mà còn tối ưu chi phí sản xuất và giảm tác động môi trường. Các xưởng sản xuất nên đầu tư đào tạo nhân lực, bảo trì thiết bị định kỳ và tuân thủ nghiêm ngặt từng bước để đạt hiệu quả cao nhất. Nếu còn bất kỳ thắc mắc nào về kỹ thuật sơn tĩnh điện, hãy tham khảo thêm tài liệu chuyên ngành hoặc liên hệ các đơn vị cung cấp thiết bị uy tín.