Kiểm tra dung sai sản phẩm là một trong những bước quan trọng nhất trong quy trình kiểm soát chất lượng, đặc biệt trong các ngành cơ khí chính xác, sản xuất linh kiện điện tử, nhựa công nghiệp và may mặc. Việc kiểm tra dung sai không chỉ giúp đảm bảo sản phẩm đáp ứng đúng yêu cầu kỹ thuật mà còn giảm thiểu lỗi lắp ráp, tăng tuổi thọ cho thiết bị. Dù bạn là kỹ sư thiết kế, nhân viên QC hay chủ doanh nghiệp sản xuất, nắm vững cách kiểm tra dung sai sản phẩm sẽ giúp bạn kiểm soát chất lượng đầu ra một cách chính xác và tiết kiệm chi phí.
Dung sai (tolerance) là phạm vi sai lệch cho phép của một kích thước, hình dạng hoặc vị trí so với giá trị danh nghĩa được thiết kế. Trong thực tế sản xuất, không thể chế tạo hai chi tiết hoàn toàn giống nhau đến từng micromet. Dung sai là “khoảng không” cho phép giữa kích thước thực tế và kích thước lý thuyết, giúp sản phẩm vẫn hoạt động tốt dù có sai lệch nhỏ.
Kiểm tra dung sai sản phẩm là quá trình đo đạc và so sánh các kích thước thực tế với dung sai được quy định trên bản vẽ kỹ thuật. Mục tiêu là xác định sản phẩm có nằm trong giới hạn cho phép hay không. Nếu không kiểm tra dung sai, nguy cơ sản phẩm bị loại bỏ hàng loạt hoặc gây ra hỏng hóc khi lắp ráp là rất cao.
Trước khi đi vào cách kiểm tra dung sai sản phẩm, cần hiểu rõ các loại dung sai thường gặp:
Dung sai kích thước: Sai lệch về chiều dài, đường kính, độ dày, chiều rộng… Ví dụ: trục có đường kính danh nghĩa 50mm với dung sai ±0,1mm.
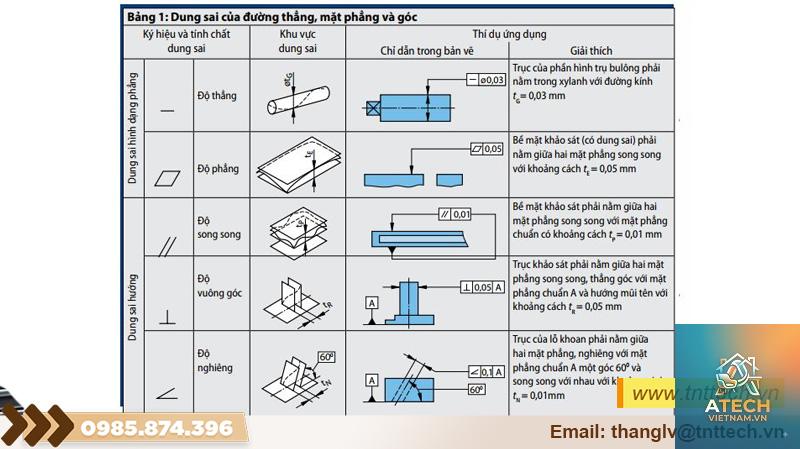
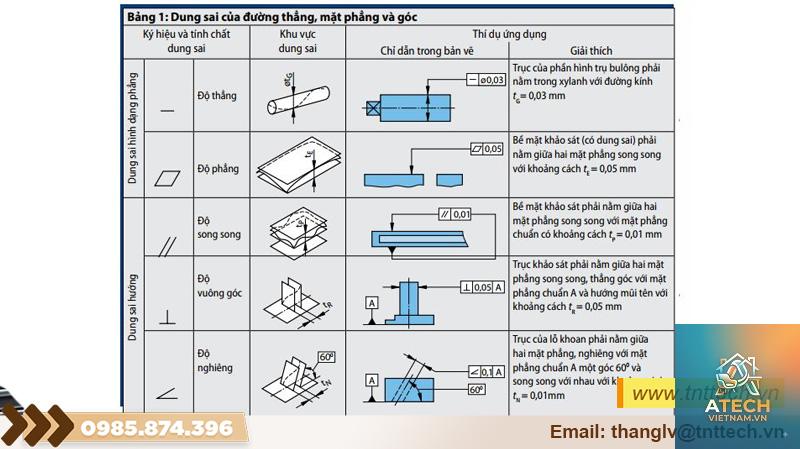
Dung sai hình học: Sai lệch về độ thẳng, độ phẳng, độ tròn, độ trụ… Ví dụ: mặt phẳng phải có độ phẳng trong 0,02mm.
Dung sai vị trí: Sai lệch về vị trí tương quan giữa các yếu tố, như độ đồng tâm, độ song song, độ vuông góc.
Dung sai bề mặt: Sai lệch độ nhám bề mặt, ảnh hưởng đến ma sát và khả năng chịu mòn.
Mỗi loại dung sai có phương pháp kiểm tra riêng, đòi hỏi thiết bị đo chuyên dụng.
Thiết bị và dụng cụ cần có để kiểm tra dung sai
Để thực hiện cách kiểm tra dung sai sản phẩm chính xác, người kiểm tra cần trang bị các dụng cụ đo lường phù hợp với cấp chính xác yêu cầu. Với sản xuất hàng loạt, dùng calibre Go/No-Go giúp tiết kiệm thời gian. Với chi tiết phức tạp, máy CMM hoặc kính hiển vi đo lường là lựa chọn hàng đầu.
Quy trình kiểm tra dung sai sản phẩm chuẩn ISO
Một quy trình kiểm tra dung sai sản phẩm bài bản thường bao gồm các bước sau:
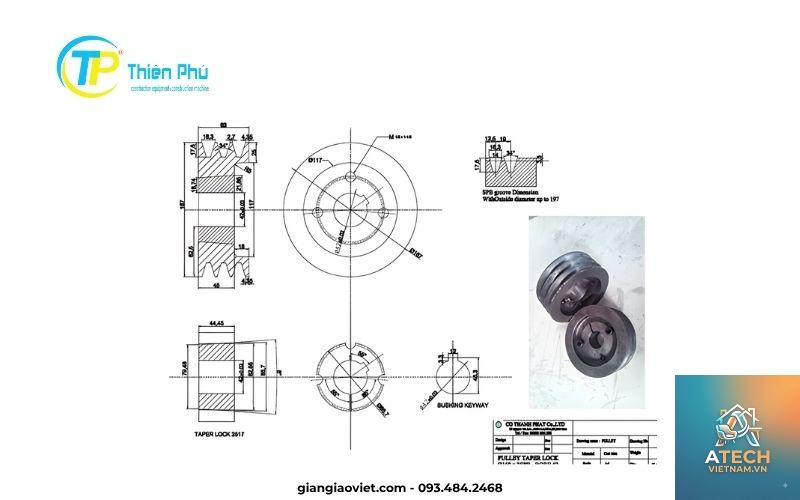
Xác định yêu cầu kỹ thuật: Đọc bản vẽ hoặc tiêu chuẩn, ghi nhận giá trị danh nghĩa và giới hạn dung sai.
Chọn phương pháp và thiết bị đo: Căn cứ vào loại dung sai, độ chính xác, môi trường đo.
Hiệu chuẩn thiết bị: Đảm bảo dụng cụ đo đã được hiệu chuẩn theo tiêu chuẩn (ví dụ ISO 17025).
Tiến hành đo: Thực hiện đo tại các vị trí quan trọng, lặp lại ít nhất 3 lần để lấy giá trị trung bình.
Ghi nhận và so sánh: Ghi kết quả đo, so sánh với dung sai cho phép.
Đánh giá và phân loại: Sản phẩm đạt (pass) nếu nằm trong dung sai, không đạt (fail) nếu ngoài phạm vi.
Lập biên bản: Ghi lại kết quả kiểm tra, ký xác nhận, lưu hồ sơ.
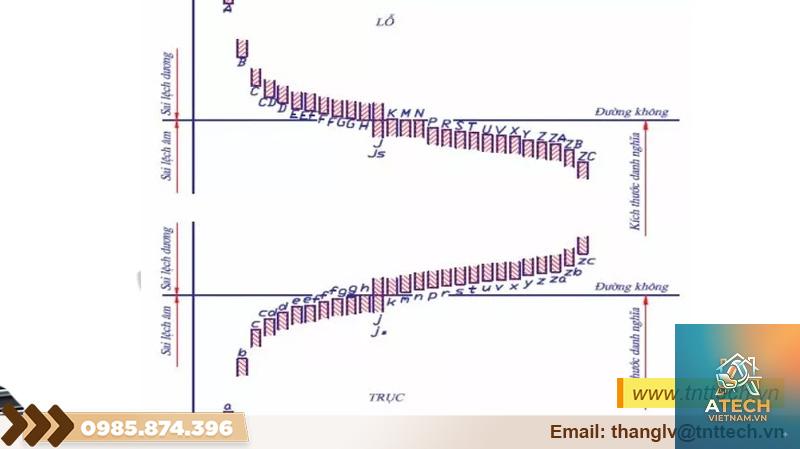
Ví dụ thực tế: kiểm tra dung sai đường kính trục theo tiêu chuẩn ISO 286. Trục có kích thước danh nghĩa 30mm, cấp chính xác IT7, sai lệch cơ bản h (h7). Tra bảng sẽ có dung sai ±0,010mm. Khi đo bằng panme, nếu kết quả 30,008mm là đạt, nếu 30,015mm là không đạt.
Các phương pháp kiểm tra dung sai sản phẩm phổ biến
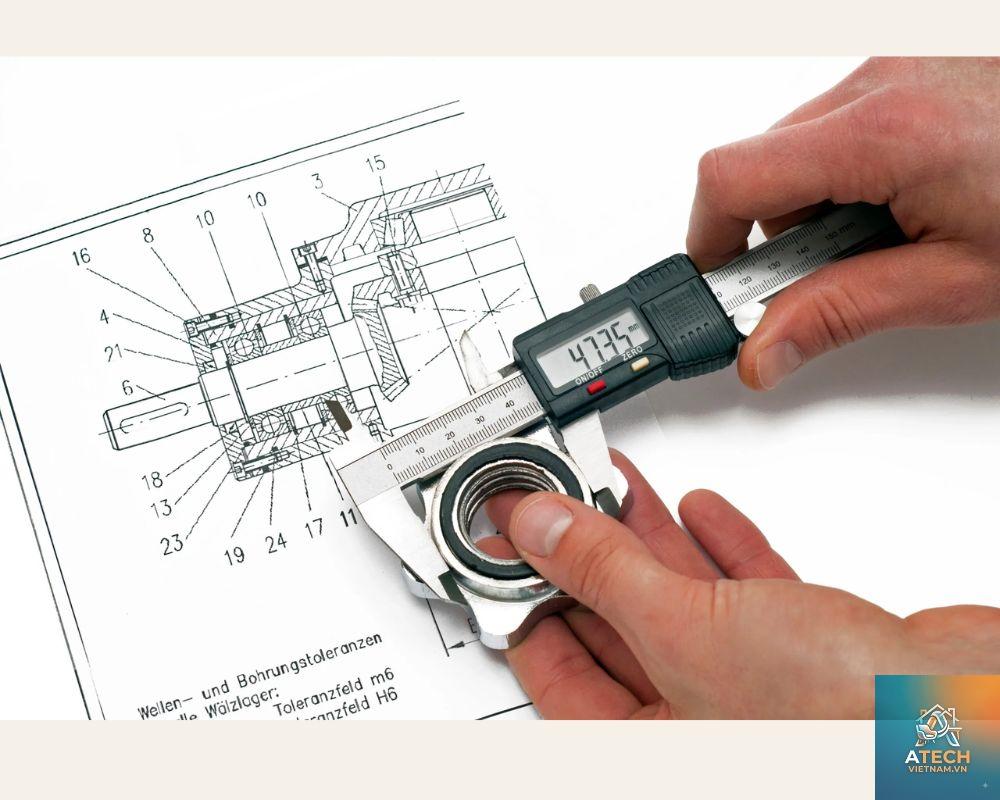
Kiểm tra dung sai kích thước bằng thước cặp và panme
Phương pháp thủ công này phù hợp với các chi tiết đơn giản, số lượng ít. Đối với thước cặp, người kiểm tra cần đặt chính xác hàm đo, đọc kết quả trên thang chia. Với panme, cần vặn núm cóc đều tay để tạo lực đo ổn định.
Kiểm tra dung sai hình học bằng đồng hồ so và bàn kiểm
Để kiểm tra độ phẳng, chi tiết được đặt trên bàn kiểm phẳng. Đồng hồ so di chuyển trên bề mặt, độ lệch kim hiển thị sai lệch phẳng. Tương tự, độ tròn được kiểm tra bằng cách quay chi tiết trên khối V, đồng hồ so tiếp xúc với bề mặt tròn.
Kiểm tra dung sai vị trí bằng máy đo tọa độ (CMM)
CMM là thiết bị tối ưu cho các chi tiết phức tạp. Chi tiết được đặt trên bàn máy, đầu dò tự động chạm vào nhiều điểm, phần mềm tính toán sai lệch vị trí, độ song song, độ vuông góc. Kết quả được xuất dưới dạng báo cáo có biểu đồ.
Kiểm tra dung sai bề mặt bằng máy đo độ nhám
Máy đo độ nhám (roughness tester) di chuyển kim qua bề mặt, ghi lại biên độ nhấp nhô. Thông số Ra, Rz được so sánh với tiêu chuẩn (ví dụ DIN 4768).
Lợi ích và hạn chế của từng phương pháp
Phương pháp
Lợi ích
Hạn chế
Dụng cụ cầm tay (thước cặp, panme)
Chi phí thấp, dễ sử dụng, linh động
Phụ thuộc vào tay nghề, tốc độ chậm, khó đo hình dạng phức tạp
Đồng hồ so + bàn kiểm
Chính xác cao, giá tương đối rẻ
Cần bàn kiểm chuẩn, mất thời gian setup
Calibre Go/No-Go
Kiểm tra nhanh hàng loạt, không cần đọc số
Không biết giá trị sai lệch cụ thể, chỉ phân loại đạt/không đạt
Máy CMM
Đo chi tiết phức tạp, tự động hóa, báo cáo chi tiết
Chi phí cao, yêu cầu kỹ thuật viên có chuyên môn
Máy đo quang học (Vision system)
Đo không tiếp xúc, nhanh, phù hợp chi tiết nhỏ
Nhạy với ánh sáng, giới hạn độ chính xác khi độ sâu lớn
Ứng dụng thực tế của kiểm tra dung sai trong các ngành
Ngành cơ khí chính xác: Kiểm tra dung sai các trục, bánh răng, vòng bi. Sai số nhỏ hơn 0,01mm có thể gây kẹt hoặc mòn nhanh. Các nhà máy sử dụng panme điện tử và máy CMM để đảm bảo độ chính xác.
Ngành nhựa và khuôn mẫu: Dung sai kích thước lòng khuôn ảnh hưởng trực tiếp đến sản phẩm nhựa. Kiểm tra dung sai khuôn bằng máy đo 3D giúp phát hiện mòn khuôn sớm, giảm phế phẩm.
Ngành điện tử: Các linh kiện như chip, bo mạch có dung sai rất nhỏ (micron). Dùng kính hiển vi đo lường và máy đo bước quang học để kiểm tra.
Ngành may mặc: Dung sai kích thước quần áo (dài, rộng) thường từ 0,5cm – 1cm. Sử dụng thước dây và form chuẩn để kiểm tra.
Sai lầm thường gặp khi kiểm tra dung sai sản phẩm và cách tránh
Không hiệu chuẩn thiết bị: Dụng cụ đo sai số sẽ cho kết quả sai. Cần hiệu chuẩn định kỳ (6 tháng/1 năm) theo tiêu chuẩn.
Đo sai vị trí: Đo ở điểm không quy định dẫn đến đánh giá sai. Luôn xác định đúng vị trí theo bản vẽ.
Bỏ qua nhiệt độ môi trường: Nhiệt độ cao làm giãn nở vật liệu. Cần đo trong phòng điều hòa nhiệt độ (thường 20°C ±1°C) hoặc hiệu chỉnh theo hệ số giãn nở.
Lực đo không chuẩn: Dùng lực quá mạnh khiến panme hoặc thước cặp biến dạng. Sử dụng núm cóc hoặc lực kế.
Không lặp lại phép đo: Một phép đo đơn lẻ dễ bị sai số ngẫu nhiên. Thực hiện tối thiểu 3 lần và lấy trung bình.
Trước khi thực hiện cách kiểm tra dung sai sản phẩm, cần đọc kỹ bản vẽ hoặc tiêu chuẩn kỹ thuật. Nếu dung sai quá chặt, cần cân nhắc công nghệ gia công có khả năng đáp ứng. Nếu dung sai quá rộng, sản phẩm có thể không đạt yêu cầu chức năng.
Ghi chép kết quả kiểm tra đầy đủ để phục vụ truy xuất nguồn gốc. Sử dụng phần mềm quản lý chất lượng (QMS) để lưu trữ và phân tích xu hướng sai lỗi.
Đào tạo nhân viên QC về kỹ năng sử dụng thiết bị và hiểu biết về dung sai. Sai lầm do con người là nguyên nhân hàng đầu gây ra kết quả kiểm tra không chính xác.
Câu hỏi thường gặp về cách kiểm tra dung sai sản phẩm
Dung sai và sai lệch khác nhau như thế nào?
Dung sai là khoảng cho phép giữa sai lệch lớn nhất và nhỏ nhất. Sai lệch là chênh lệch giữa kích thước thực tế và kích thước danh nghĩa. Ví dụ: dung sai ±0,05mm, sai lệch đo được là +0,03mm.
Làm sao để chọn cấp dung sai phù hợp?
Dựa vào chức năng chi tiết, điều kiện lắp ghép và khả năng gia công. Cấp IT5-IT6 dùng cho chi tiết chính xác cao, IT7-IT8 cho cơ khí thông thường, IT9-IT11 cho chi tiết thô.
Có thể kiểm tra dung sai mà không cần thiết bị đắt tiền không?
Có thể dùng calibre tự chế hoặc thước cặp cho kiểm tra thô. Tuy nhiên, để đảm bảo độ tin cậy, vẫn nên đầu tư thiết bị phù hợp với độ chính xác yêu cầu.
Có. Dung sai kích thước thường đi kèm yêu cầu độ nhám. Bề mặt nhám có thể làm sai lệch kết quả đo kích thước khi dùng thiết bị tiếp xúc. Cần đo độ nhám trước khi đo kích thước chính xác.
Kết quả kiểm tra dung sai có giá trị pháp lý không?
Nếu kiểm tra bởi phòng thí nghiệm được công nhận ISO/IEC 17025, kết quả có giá trị chứng nhận hợp chuẩn, hợp quy, được dùng trong tranh chấp chất lượng.
Kết luận
Kiểm tra dung sai sản phẩm là một kỹ năng thiết yếu trong kiểm soát chất lượng sản xuất. Từ việc chọn thiết bị đo phù hợp, thực hiện quy trình chuẩn đến phân tích kết quả, mỗi bước đều đòi hỏi sự chính xác và am hiểu kỹ thuật. Áp dụng đúng cách kiểm tra dung sai sản phẩm không chỉ giúp giảm tỷ lệ phế phẩm, tiết kiệm chi phí mà còn nâng cao uy tín thương hiệu trên thị trường. Để đạt hiệu quả tối ưu, hãy đầu tư vào đào tạo nhân lực, thiết bị đo lường đạt chuẩn và quy trình kiểm định nghiêm ngặt.



 an toàn và đúng kỹ thuật")


