Việc xác định chính xác độ dày của vật liệu là yêu cầu cốt lõi trong kiểm soát chất lượng sản xuất, từ cơ khí chế tạo, xây dựng cầu đường, ngành in ấn bao bì cho đến sản xuất linh kiện điện tử. Một sai số nhỏ trong cách đo độ dày vật liệu có thể dẫn đến lỗi lắp ráp, lãng phí nguyên liệu hoặc thậm chí gây mất an toàn kết cấu. Bài viết này sẽ trình bày toàn bộ các phương pháp đo, nguyên lý hoạt động, ưu nhược điểm của từng loại thiết bị cũng như hướng dẫn chi tiết để
Độ dày ảnh hưởng trực tiếp đến khả năng chịu lực, độ bền, tính dẫn nhiệt, dẫn điện và thẩm mỹ của sản phẩm. Trong ngành công nghiệp ô tô, độ dày thép khung xe phải đảm bảo dung sai ±0,1mm để đạt tiêu chuẩn an toàn va chạm. Trong sản xuất màng nhựa, độ dày quyết định khả năng chống thấm và độ trong suốt. Các tiêu chuẩn quốc tế như ISO, ASTM đều yêu cầu quy trình đo độ dày chuẩn hóa để đảm bảo sản phẩm đáp ứng thông số kỹ thuật.
Các phương pháp đo độ dày vật liệu phổ biến hiện nay
Tùy vào tính chất vật liệu (kim loại, phi kim, màng mỏng, lớp phủ), điều kiện làm việc và yêu cầu độ chính xác, người ta chia thành hai nhóm chính: đo tiếp xúc trực tiếp và đo không tiếp xúc.
Đo độ dày bằng phương pháp tiếp xúc cơ học
Phương pháp này sử dụng các dụng cụ đo cơ bản như thước cặp, panme đo ngoài, đồng hồ so. Đây là cách đo đơn giản, chi phí thấp và phù hợp với vật liệu cứng, phẳng. Tuy nhiên, nhược điểm là dễ gây biến dạng bề mặt nếu vật liệu mềm (cao su, xốp) và phụ thuộc nhiều vào tay nghề người đo.
Thước cặp (Caliper)
Thước cặp điện tử hoặc cơ khí có thể đo độ dày với độ chính xác ±0,02mm đến ±0,05mm. Nguyên lý kẹp trực tiếp vật liệu giữa hai hàm đo. Thích hợp cho các chi tiết nhỏ, độ dày từ 0,1mm đến 200mm. Cần lau sạch bề mặt trước khi đo để tránh sai số do bẩn hoặc ba via.
Panme cho độ chính xác cao hơn, thường đạt ±0,001mm đến ±0,005mm. Có loại panme cơ, panme điện tử và panme số. Khi đo cần vặn nút cóc (ratchet stop) để tạo lực kẹp chuẩn, tránh siết quá tay làm biến dạng vật liệu mềm. Ứng dụng nhiều trong đo dây cáp, tấm kim loại mỏng, linh kiện chính xác.
Đồng hồ so (Dial gauge / Digital indicator)
Được gắn trên giá đỡ (stand) hoặc dùng tay. Đồng hồ so có độ phân giải 0,01mm hoặc 0,001mm, thường đi kèm đầu đo bi sứ hoặc đầu phẳng. Phương pháp này đo chênh lệch giữa bề mặt vật liệu và mặt chuẩn, rất hữu ích khi đo độ dày lớp phủ hoặc kiểm tra độ phẳng.
Đo độ dày không tiếp xúc
Dành cho vật liệu mềm, nóng, chuyển động nhanh trên dây chuyền hoặc có bề mặt dễ trầy xước. Các phương pháp phổ biến bao gồm siêu âm, laser, cảm biến điện dung và cảm biến từ trường.
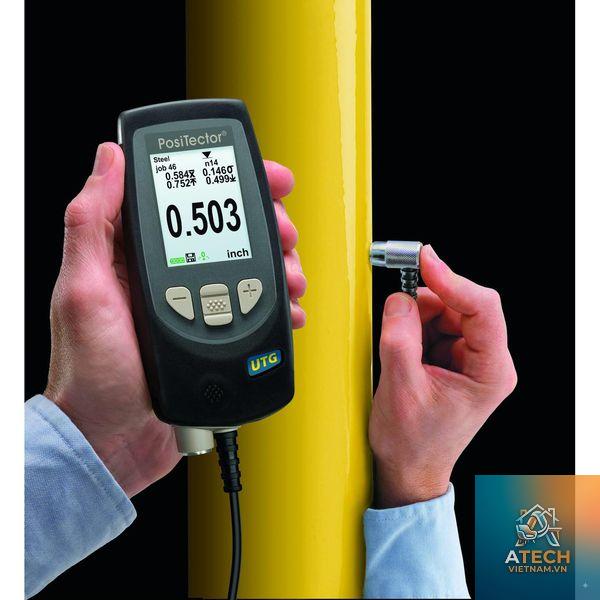
Máy đo độ dày siêu âm (Ultrasonic Thickness Gauge)
Nguyên lý dùng sóng siêu âm phản xạ từ mặt sau của vật liệu. Đầu dò phát xung siêu âm, sóng truyền qua vật liệu, phản xạ lại và thiết bị tính thời gian để suy ra độ dày. Phương pháp này đo được một mặt, không cần tiếp xúc hai phía, thích hợp cho ống dẫn, bồn chứa, tàu thủy, thân máy bay. Độ chính xác thường ±0,1mm, có thể đạt ±0,01mm với thiết bị cao cấp. Tuy nhiên, yêu cầu bề mặt phải nhẵn và có chất ghép âm (gel) để truyền sóng tốt.
Máy đo độ dày laser (Laser triangulation)
Dùng tia laser chiếu lên bề mặt, camera thu nhận điểm laser, từ góc chiếu và khoảng cách tính ra chiều cao. Để đo độ dày cần hai đầu laser ở hai phía hoặc kết hợp với một mặt phẳng tham chiếu. Phương pháp này có tốc độ cao, độ chính xác đến ±0,001mm, phù hợp cho vật liệu mỏng, bề mặt phản chiếu, nhưng giá thành cao và bị ảnh hưởng bởi độ nhám bề mặt.
Đo độ dày bằng cảm biến điện dung (Capacitive sensor)
Hoạt động dựa trên sự thay đổi điện dung giữa đầu đo và bề mặt vật liệu. Dùng cho vật liệu không dẫn điện như giấy, nhựa, gốm, thủy tinh. Cảm biến điện dung có độ phân giải tới 0,001mm, không tiếp xúc, nhưng khoảng cách đo ngắn (0,1–10mm) và nhạy với môi trường ẩm, bụi.
Đo độ dày lớp phủ bằng từ trường và dòng điện xoáy (Eddy current) và từ trường (Magnetic induction)
Chuyên dụng để đo độ dày sơn, mạ kẽm, phủ nhựa trên nền kim loại. Máy đo dùng nguyên lý cảm ứng từ (Ferrous) cho nền thép hoặc dòng điện xoáy (Non-Ferrous) cho nền nhôm, inox. Độ chính xác ±1% giá trị đo, rất phổ biến trong ngành sơn tĩnh điện, mạ điện.
Hướng dẫn chi tiết cách đo độ dày vật liệu từng bước
Bước 1: Xác định loại vật liệu và yêu cầu dung sai
Trước khi đo, cần biết vật liệu là kim loại hay phi kim, cứng hay mềm, độ dày dự kiến là bao nhiêu. Từ đó chọn thiết bị có độ phân giải phù hợp. Ví dụ, đo màng nhựa PE dày 0,05mm cần phương pháp không tiếp xúc hoặc panme có đầu đo phẳng, lực kẹp nhẹ.
Bước 2: Chuẩn bị bề mặt vật liệu
Bề mặt phải sạch, khô, không có dầu mỡ, bụi bẩn. Với phương pháp tiếp xúc, cần loại bỏ ba via, gờ sắc. Với siêu âm, cần làm nhẵn bề mặt tại điểm đo và bôi gel ghép âm. Với laser, tránh bề mặt quá bóng gây nhiễu phản xạ.
Bước 3: Hiệu chuẩn thiết bị
Sử dụng mẫu chuẩn có độ dày biết trước (thường đi kèm máy) để hiệu chuẩn. Với panme, kiểm tra điểm 0 bằng cách vặn cho hai đầu đo chạm nhẹ, đồng hồ phải về 0. Với máy siêu âm, dùng khối hiệu chuẩn (step wedge) hoặc tấm chuẩn có độ dày khác nhau. Nếu thiết bị tự động bù nhiệt thì cần để máy ổn định ở nhiệt độ phòng.
Bước 4: Tiến hành đo
Đo tiếp xúc: Kẹp vật liệu nhẹ nhàng, đọc kết quả khi kim hoặc số ổn định. Đo ít nhất 3 lần ở các vị trí khác nhau, lấy giá trị trung bình.
Đo siêu âm: Đặt đầu dò lên bề mặt có gel, giữ thẳng góc với bề mặt. Đọc giá trị hiển thị, lặp lại 3-5 lần để loại trừ sai số do ghép âm.
Đo laser hoặc điện dung: Cố định vật liệu trên bàn đo hoặc dùng gá, đảm bảo bề mặt nằm trong tầm đo của cảm biến. Ghi lại giá trị từ bộ điều khiển.
Bước 5: Ghi nhận và xử lý kết quả
Ghi lại độ dày đo được kèm thông tin vị trí, người đo, thiết bị, nhiệt độ. So sánh với dung sai thiết kế. Nếu vật liệu có độ dày không đồng đều, cần báo cáo giá trị lớn nhất, nhỏ nhất và trung bình. Đối với kiểm tra hàng loạt, có thể dùng biểu đồ kiểm soát (control chart) để theo dõi ổn định quy trình.
Những sai lầm thường gặp khi đo độ dày vật liệu và cách khắc phục
Sai lầm 1: Không hiệu chuẩn thiết bị trước khi đo. Khắc phục: Luôn thực hiện hiệu chuẩn bằng mẫu chuẩn có chứng chỉ, kiểm tra định kỳ hàng ngày trước ca sản xuất.
Sai lầm 2: Đo trên bề mặt không bằng phẳng hoặc có vết lõm, lồi. Khắc phục: Chọn vị trí phẳng nhất, nếu bắt buộc đo tại chỗ lồi lõm thì ghi chú và hiểu rằng kết quả có sai số.
Sai lầm 3: Dùng lực kẹp quá mạnh với panme hoặc thước cặp, làm biến dạng vật liệu mềm. Khắc phục: Sử dụng panme có nút cóc, hoặc chọn thiết bị không tiếp xúc cho vật liệu mềm dẻo.
Sai lầm 4: Không loại bỏ lớp phủ bề mặt như sơn, gỉ khi đo độ dày nền bằng siêu âm (trừ khi muốn đo tổng thể). Khắc phục: Nếu cần đo riêng độ dày nền, phải mài bỏ lớp phủ hoặc dùng máy đo đa lớp.
Sai lầm 5: Đo một điểm duy nhất rồi kết luận toàn bộ tấm vật liệu. Khắc phục: Lấy mẫu theo lưới (grid) ít nhất 5-9 điểm, đặc biệt với vật liệu cán hoặc đúc có độ dày thay đổi.
Ứng dụng cụ thể của cách đo độ dày vật liệu trong các ngành
Ngành cơ khí chế tạo
Kiểm tra độ dày phôi thép tấm trước khi gia công, đo chiều dày thành ống sau khi uốn, kiểm tra độ mòn của má phanh. Panme và máy siêu âm là lựa chọn hàng đầu. Các tiêu chuẩn như ISO 3611 cho panme, ASTM E797 cho siêu âm.
Ngành sản xuất nhựa và màng mỏng
Độ dày màng bao bì ảnh hưởng trực tiếp đến khả năng hàn và độ bền xé. Sử dụng cảm biến điện dung hoặc laser trên dây chuyền sản xuất tốc độ cao để kiểm tra liên tục. Sai số cho phép thường ±5% đối với màng PE, ±2% đối với màng kỹ thuật.
Ngành xây dựng và kiểm định kết cấu
Đo độ dày lớp bê tông bảo vệ cốt thép, độ dày sơn chống gỉ trên cầu thép, độ dày tấm lợp. Máy đo siêu âm cầm tay và máy đo độ dày sơn (coating thickness gauge) là công cụ không thể thiếu.
Ngành điện tử và bán dẫn
Đo độ dày wafer silicon, lớp oxit, lớp màng mỏng từ vài nanomet đến micromet. Sử dụng các thiết bị quang học như ellipsometer, hoặc cảm biến dòng xoáy siêu nhạy. Độ chính xác yêu cầu đến ±1nm.
Các lưu ý quan trọng khi thực hiện cách đo độ dày vật liệu
Nhiệt độ vật liệu và môi trường ảnh hưởng đến kết quả đo, đặc biệt với vật liệu giãn nở nhiệt lớn (nhựa, nhôm). Nên đo ở nhiệt độ tiêu chuẩn 20°C hoặc hiệu chỉnh hệ số giãn nở.
Đối với phương pháp siêu âm, vận tốc âm trong vật liệu khác nhau (thép ≈5900m/s, nhôm ≈6300m/s, nhựa ≈2000m/s) cần cài đặt đúng thông số vật liệu trước khi đo.
Kiểm tra đầu dò siêu âm thường xuyên, nếu đầu dò bị mòn hoặc nứt sẽ gây sai số lớn. Thay thế theo khuyến cáo của nhà sản xuất.
Đảm bảo chế độ bảo dưỡng định kỳ cho thiết bị đo, bao gồm vệ sinh, bôi trơn trục trượt (với panme, thước cặp) và nạp pin đầy đủ.
Đào tạo người đo bài bản về kỹ thuật đọc kết quả và nhận biết dấu hiệu bất thường.
Câu hỏi thường gặp (FAQ) về cách đo độ dày vật liệu
Làm thế nào để đo độ dày vật liệu mà không cần tiếp xúc hai mặt?
Sử dụng máy đo siêu âm hoặc máy đo laser một mặt. Siêu âm yêu cầu bề mặt phẳng và gel ghép, laser cần bề mặt phản xạ tốt.
Đo độ dày lớp sơn trên nền thép bằng cách nào?
Dùng máy đo độ dày lớp phủ nguyên lý từ trường (magnetic induction). Đặt đầu đo lên bề mặt sơn, đọc kết quả trực tiếp. Cần hiệu chuẩn bằng tấm chuẩn mỏng.
Có thể đo độ dày tấm nhựa PVC mềm bằng panme được không?
Có thể nhưng dễ gây biến dạng. Nên sử dụng panme có đầu đo phẳng và nút cóc để lực kẹp nhẹ. Tốt hơn hết là dùng máy đo laser hoặc cảm biến điện dung.
Độ dày nhỏ nhất mà thiết bị siêu âm có thể đo được là bao nhiêu?
Tùy vào tần số đầu dò. Đầu dò tần số cao (10-20MHz) có thể đo được từ 0,1mm đến 1mm với độ chính xác ±0,01mm. Tuy nhiên, cần vật liệu dẫn âm tốt và bề mặt cực kỳ nhẵn.
Sai số đo độ dày tối đa cho phép trong sản xuất là bao nhiêu?
Không có con số chung. Phụ thuộc vào tiêu chuẩn ngành và thiết kế. Ví dụ, tiêu chuẩn JIS cho thép cán nóng cho phép dung sai ±0,3mm ở độ dày 3mm. Ngành linh kiện điện tử yêu cầu dung sai ±5% hoặc ±0,05mm tùy loại.
Có phương pháp nào đo độ dày của ống nước đang hoạt động không?
Chỉ có siêu âm mới đo được khi ống đang chứa chất lỏng. Đầu dò đặt bên ngoài ống, đo độ dày thành ống mà không cần dừng hệ thống. Có thể đo cả ống thép, ống nhựa, ống composite.
Kết luận
Việc nắm vững cách đo độ dày vật liệu là kỹ năng thiết yếu đối với kỹ sư, kỹ thuật viên kiểm tra chất lượng và nhà quản lý sản xuất. Tùy vào đặc điểm vật liệu, yêu cầu độ chính xác và điều kiện thực tế, mỗi phương pháp đều có ưu điểm riêng. Phương pháp tiếp xúc (panme, thước cặp) phù hợp với các chi tiết nhỏ, cứng, yêu cầu độ chính xác cao. Phương pháp không tiếp xúc (siêu âm, laser, điện dung) lại tối ưu cho vật liệu mềm, nóng, hoặc đo trên dây chuyền tự động. Hiểu và áp dụng đúng quy trình đo, hiệu chuẩn thiết bị thường xuyên, tránh các sai lầm phổ biến sẽ giúp bạn kiểm soát chất lượng sản phẩm một cách hiệu quả, tiết kiệm chi phí và nâng cao năng suất lao động.