Trong ngành cơ khí chế tạo, việc đảm bảo kích thước chi tiết nằm trong giới hạn cho phép là yếu tố sống còn để sản phẩm vận hành chính xác và bền bỉ. Bảng tra dung sai gia công chính là công cụ không thể thiếu, giúp kỹ sư và thợ máy xác định nhanh chóng các giá trị dung sai tiêu chuẩn dựa trên cấp chính xác và kích thước danh nghĩa. Bài viết này sẽ phân tích chuyên sâu về hệ thống dung sai lắp ghép, cách đọc bảng tra, ứng dụng thực tế và những sai lầm thường gặp.
Bảng tra dung sai gia công là gì và tại sao cần thiết?
Dung sai là khoảng sai lệch cho phép của kích thước thực tế so với kích thước danh nghĩa. Mỗi chi tiết máy khi gia công đều có sai số nhất định do rung động, độ mòn dao, biến dạng nhiệt. Bảng tra dung sai gia công tập hợp các giá trị dung sai tiêu chuẩn theo hệ thống ISO, TCVN hoặc các tiêu chuẩn quốc tế khác, giúp người dùng tra cứu nhanh mà không cần tính toán phức tạp.
Kỹ sư thiết kế cần bảng tra để ghi dung sai lên bản vẽ kỹ thuật. Kỹ sư chế tạo dùng bảng tra để chọn phôi, điều chỉnh máy và kiểm tra chất lượng. Nhờ có bảng tra, các bộ phận sản xuất từ những nhà máy khác nhau vẫn lắp ghép vừa khít, đảm bảo tính thay thế lẫn nhau.
Cấu tạo cơ bản của một bảng tra dung sai
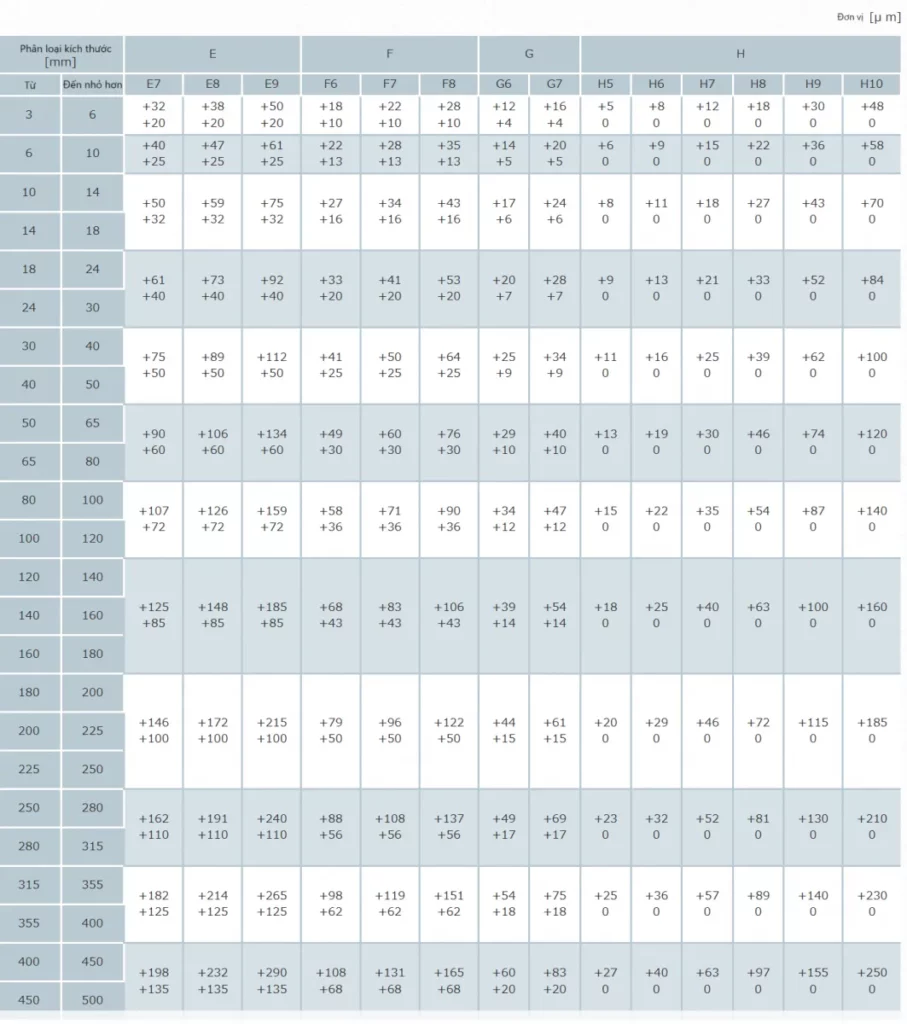
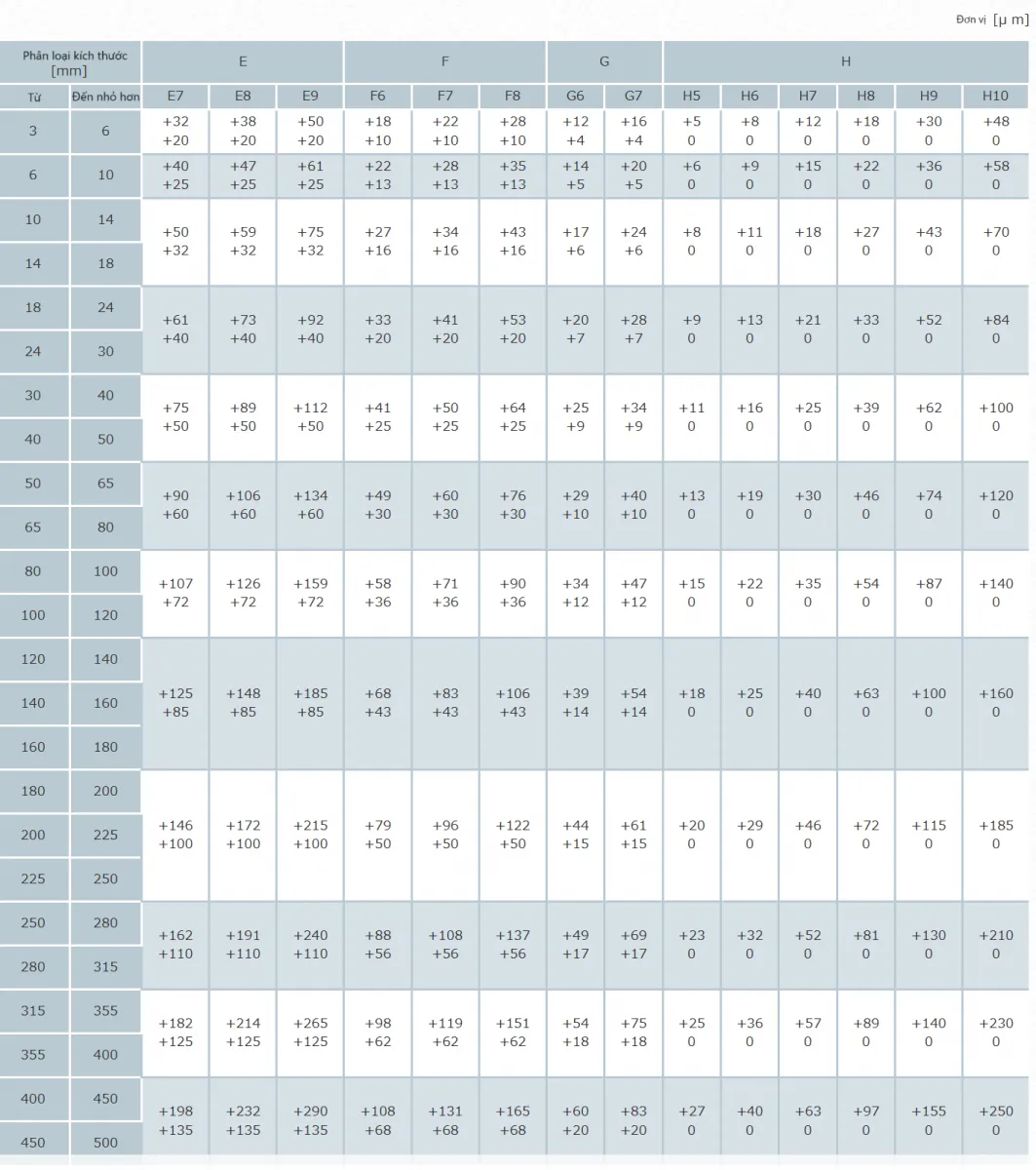
Một bảng tra dung sai điển hình được tổ chức theo dạng lưới, với:
- Cột dọc: Kích thước danh nghĩa (thường chia thành từng khoảng như 1-3 mm, 3-6 mm, 6-10 mm…).
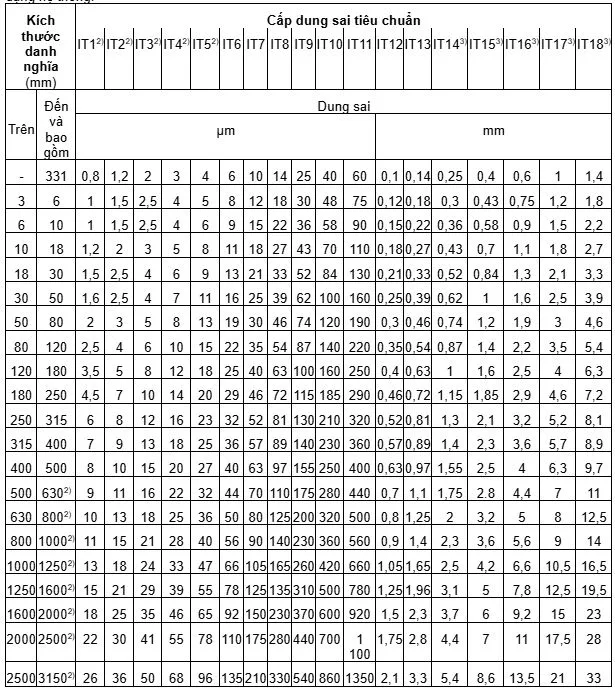
- Hàng ngang: Cấp chính xác (IT01, IT0, IT1, IT2… đến IT18) hoặc các miền dung sai (H7, g6, f7…).
- Ô giao nhau: Giá trị dung sai tính bằng micromet (µm) hoặc milimet (mm).
- Khe hở lớn nhất = ES – ei
- Khe hở nhỏ nhất = EI – es
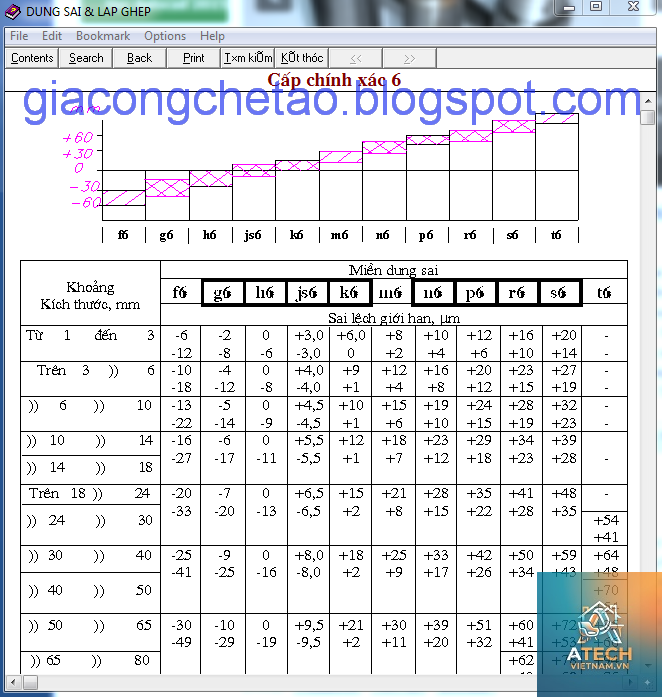
- Lắp lỏng (clearance fit): H7/g6 (lắp di trượt), H7/f7 (lắp lỏng tự do), H7/e8 (lắp rộng).
- Lắp trung gian (transition fit): H7/k6, H7/js6 (có thể dôi hoặc hở nhẹ, dùng cho bánh răng trên trục).
- Lắp chặt (interference fit): H7/p6, H7/s6 (cần ep hoặc nhiệt để lắp, dùng cho vòng bi trong thân máy).
- Tiết kiệm thời gian: Không cần tính toán từng giá trị, chỉ cần tra nhanh.
- Đảm bảo tính chuẩn hóa: Dùng chung tiêu chuẩn quốc tế, thuận tiện cho hợp tác sản xuất toàn cầu.
- Giảm sai sót: Bảng tra có sẵn các giá trị đã được kiểm chứng, tránh nhầm lẫn trong thiết kế.
- Hỗ trợ kiểm tra chất lượng: Dễ dàng so sánh kết quả đo với dung sai cho phép.
- Không bao quát mọi trường hợp: Bảng chỉ cho kích thước đến 500 mm, một số tiêu chuẩn cũ hơn không cập nhật.
- Yêu cầu hiểu đúng ký hiệu: Người dùng mới dễ nhầm lẫn giữa miền dung sai cho lỗ và trục.
- Không thay thế dung sai hình học: Bảng trên chỉ áp dụng cho dung sai kích thước, không bao gồm độ trụ, độ phẳng.
- Nhầm miền dung sai lỗ và trục: H là lỗ, h là trục. Nếu đọc nhầm, lắp ghép sẽ sai hoàn toàn.
- Dùng sai khoảng kích thước: Kích thước 50 mm thuộc khoảng 30–50 mm, không phải 50–80 mm. Nhiều người tra nhầm hàng dẫn đến sai số lớn.
- Bỏ qua sai lệch âm: Với trục, giá trị sai lệch thường âm, cần lưu ý dấu.
- Không kiểm tra đơn vị: Bảng có thể ghi bằng µm hoặc mm, nếu đọc nhầm sẽ sai lệch một bậc.
Ví dụ, với kích thước danh nghĩa 50 mm và cấp chính xác IT7, bảng tra cho dung sai ±25 µm, nghĩa là kích thước thực tế phải nằm trong khoảng 49,975 mm đến 50,025 mm.
Phân loại dung sai gia công và cách đọc ký hiệu trên bản vẽ
Dung sai được chia thành ba loại chính: dung sai kích thước, dung sai hình học và dung sai độ nhám bề mặt. Trong đó, bảng tra dung sai gia công thường đề cập đến dung sai kích thước của trục và lỗ.
Dung sai lỗ và trục theo hệ thống lỗ cơ sở
Hệ thống lỗ cơ sở (hole-basis system) được dùng phổ biến vì dễ chế tạo: lỗ có kích thước cố định (H), trục thay đổi để tạo kiểu lắp. Ký hiệu trên bản vẽ gồm chữ cái chỉ vị trí miền dung sai và số chỉ cấp chính xác. Ví dụ: ∅50H7 có nghĩa đường kính danh nghĩa 50 mm, miền dung sai H (sai lệch cơ bản bằng 0), cấp chính xác IT7.
Bảng tra dung sai gia công cho lỗ H7 ở ∅50 mm sẽ cho giá trị sai lệch trên (ES) = +25 µm, sai lệch dưới (EI) = 0 µm. Tương tự, trục g6 cho ∅50g6 có es = -9 µm, ei = -25 µm.
Các cấp chính xác IT và ứng dụng
ISO quy định 20 cấp chính xác từ IT01 (chính xác nhất) đến IT18 (thô nhất). Mỗi cấp phù hợp với một loại gia công và vai trò của chi tiết:
| Cấp IT | Phạm vi dung sai (với kích thước 50 mm) | Ứng dụng điển hình |
|---|---|---|
| IT5–IT6 | 8–16 µm | Chi tiết máy chính xác, ổ lăn, trục chính |
| IT7–IT8 | 25–39 µm | Lắp ghép thông dụng trong cơ khí |
| IT9–IT11 | 62–160 µm | Chi tiết không yêu cầu độ chính xác cao |
| IT12–IT14 | 250–620 µm | Phôi đúc, rèn, gia công thô |
Hướng dẫn tra bảng dung sai gia công chi tiết từng bước
Để tra bảng tra dung sai gia công một cách chính xác, bạn cần thực hiện theo quy trình sau đây.
Bước 1: Xác định kích thước danh nghĩa và ký hiệu dung sai
Trên bản vẽ, kích thước danh nghĩa thường đi kèm ký hiệu như ∅40H7, ∅25g6, 100±0,2… Nếu chỉ có kích thước với ±, hãy xác định miền dung sai tương ứng hoặc cấp chính xác theo tiêu chuẩn công ty.
Bước 2: Chọn đúng bảng tra theo tiêu chuẩn
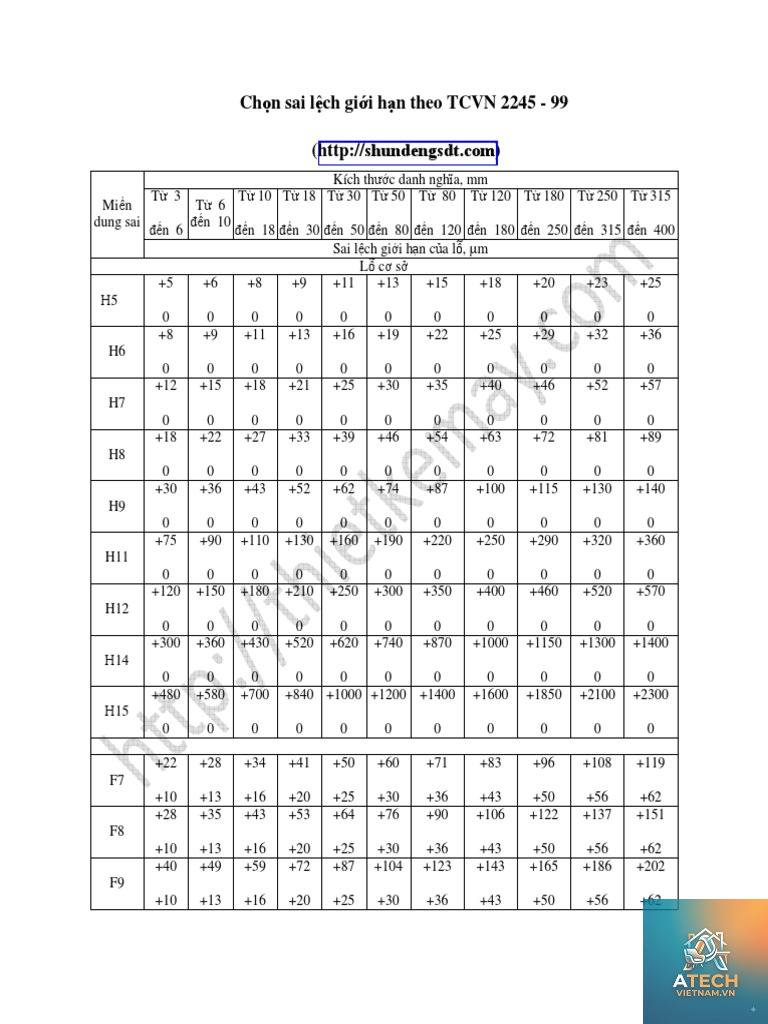
Hiện có nhiều loại bảng: ISO 286 (quốc tế), TCVN 2244-91 (Việt Nam), ANSI B4.1 (Mỹ), JIS (Nhật). Hầu hết nhà máy tại Việt Nam dùng ISO. Bạn cần dùng đúng bảng cho lỗ (hole) hay trục (shaft).
Bước 3: Tìm khoảng kích thước trong bảng
Bảng thường chia khoảng kích thước như: 18–30 mm, 30–50 mm, 50–80 mm… Hãy xác định khoảng chứa kích thước danh nghĩa của bạn. Ví dụ ∅40 thuộc khoảng 30–50 mm.
Bước 4: Đọc giá trị sai lệch
Với lỗ H7, tìm hàng “H7” và cột “30–50”, đọc giá trị sai lệch trên (ES) và sai lệch dưới (EI). Với trục g6, tìm miền g6 và đọc es, ei. Ghi lại kết quả.
Ví dụ: Tra ∅50H7 trên bảng ISO, ES = +25 µm, EI = 0. Tra ∅50g6: es = -9 µm, ei = -25 µm. Như vậy, lỗ có kích thước từ 50,000 đến 50,025 mm; trục có kích thước từ 49,975 đến 49,991 mm.
Bước 5: Tính độ dôi hoặc khe hở lắp ghép
Dựa vào sai lệch, bạn tính khe hở lớn nhất, nhỏ nhất và độ dôi (nếu lắp chặt). Công thức cơ bản:
Với lắp ghép trên, khe hở lớn nhất = +25 – (-25) = 50 µm, khe hở nhỏ nhất = 0 – (-9) = 9 µm → đây là lắp lỏng.
Bảng tra dung sai gia công cho các kiểu lắp ghép phổ biến
Trong thực tế, một số kiểu lắp được sử dụng rộng rãi và thường xuyên xuất hiện trong bảng tra dung sai gia công.
Bảng tra cung cấp ngay các giá trị sai lệch cho từng tổ hợp, giúp kỹ sư lựa chọn kiểu lắp phù hợp với chức năng và điều kiện làm việc.
Lợi ích và hạn chế khi dùng bảng tra dung sai gia công
Lợi ích
Hạn chế
Ứng dụng thực tế của bảng tra dung sai trong các ngành sản xuất
Ngành sản xuất ô tô
Các chi tiết như piston, xi lanh, trục khuỷu yêu cầu dung si rất chặt, thường ở cấp IT5–IT6. Kỹ sư dùng bảng tra dung sai gia công để xác định khe hở dầu bôi trơn, đảm bảo động cơ hoạt động êm và tuổi thọ cao.
Ngành chế tạo máy công cụ
Thân máy, bàn trượt, ụ động cần độ chính xác cao để đảm bảo đường chạy dao chuẩn. Bảng tra giúp chọn lắp ghép H7/g6 cho các bộ phận dẫn hướng di chuyển nhẹ nhàng.
Ngành sản xuất thiết bị y tế
Dao mổ, cấy ghép xương yêu cầu dung sai rất nhỏ (IT4–IT5). Việc tra cứu bảng đúng tiêu chuẩn ISO 286 là bắt buộc để đảm bảo an toàn cho bệnh nhân.
Sai lầm thường gặp khi tra bảng dung sai và cách phòng tránh
Để tránh sai lầm, hãy luôn kiểm tra kỹ hai lần, sử dụng bảng tra dạng kỹ thuật số có sẵn trong phần mềm CAD hoặc in bảng gốc từ tiêu chuẩn TCVN, ISO.
Lưu ý quan trọng khi áp dụng bảng tra dung sai gia công
Bảng tra dung sai gia công chỉ là công cụ tham khảo. Kết quả cuối cùng phụ thuộc vào điều kiện gia công thực tế: độ chính xác máy, nhiệt độ môi trường, tay nghề công nhân. Không nên áp dụng cứng nhắc mà cần kết hợp với kinh nghiệm và các hiệu chỉnh phù hợp.
Ngoài ra, khi làm việc với vật liệu có hệ số giãn nở nhiệt lớn (nhựa, nhôm), cần xét thêm dung sai theo nhiệt độ. Bảng tiêu chuẩn thường được xây dựng ở nhiệt độ 20°C.
Một lưu ý khác là dung sai bề mặt (độ nhám) và dung sai hình học (độ song song, độ vuông góc) không nằm trong bảng tra dung sai kích thước, phải tra ở các tài liệu riêng.
Câu hỏi thường gặp về bảng tra dung sai gia công
Bảng tra dung sai gia công có sẵn ở đâu?
Có thể tìm thấy trong các sổ tay cơ khí (Sổ tay Công nghệ Chế tạo máy của Trần Văn Địch, Sổ tay Vẽ kỹ thuật), trên các website kỹ thuật, hoặc trong phần mềm CAD như SolidWorks, AutoCad có tích hợp thư viện dung sai.
Cấp chính xác IT7 có nghĩa là gì?
IT7 là cấp chính xác thứ 7 theo ISO, có dung sai trung bình, thường dùng cho lắp ghép thông dụng. Giá trị cụ thể phụ thuộc vào kích thước danh nghĩa, được tra trong bảng.
Sự khác nhau giữa hệ thống lỗ cơ sở và hệ thống trục cơ sở?
Hệ thống lỗ cơ sở: lỗ cố định (H), trục thay đổi. Hệ thống trục cơ sở: trục cố định (h), lỗ thay đổi. Bảng tra cho cả hai, nhưng thường dùng hệ lỗ cơ sở vì kinh tế hơn.
Làm thế nào để tra dung sai cho kích thước không nằm trong bảng?
Nếu kích thước lớn hơn 500 mm hoặc nằm ngoài khoảng bảng, cần nội suy tuyến tính hoặc sử dụng công thức tính dung sai tiêu chuẩn ISO. Tuy nhiên, hầu hết chi tiết gia công trong phạm vi 1-500 mm.
Có cần phải nhớ hết bảng tra không?
Không, chỉ cần hiểu nguyên tắc và có bảng tra trong tay. Kỹ sư thường thuộc một số giá trị phổ biến (H7, g6, f7) cho các kích thước hay dùng, còn lại tra khi cần.
Kết luận
Bảng tra dung sai gia công là công cụ nền tảng trong thiết kế và chế tạo cơ khí, giúp chuyển đổi ý đồ kỹ thuật thành các giá trị số cụ thể, đảm bảo sản phẩm đáp ứng yêu cầu chức năng. Nắm vững cách đọc và sử dụng bảng tra không chỉ giúp bạn làm việc chính xác hơn mà còn nâng cao hiệu suất sản xuất và giảm tỷ lệ phế phẩm.
Dù công nghệ số đã phát triển, việc hiểu bản chất của dung sai vẫn là kỹ năng cốt lõi. Hãy luôn mang theo bảng tra bên mình và thực hành thường xuyên để thành thạo. Nếu có thắc mắc về cách tra cụ thể cho một chi tiết, bạn có thể tham khảo các tài liệu chuyên ngành hoặc nhờ sự hỗ trợ từ đồng nghiệp giàu kinh nghiệm.





