Trong lĩnh vực cơ khí chế tạo, thuật ngữ “độ côn” xuất hiện thường xuyên trên bản vẽ kỹ thuật, trong quy trình gia công hoặc khi lựa chọn dụng cụ cắt gọt. Hiểu rõ độ côn là gì không chỉ giúp bạn đọc hiểu đúng bản vẽ mà còn đảm bảo độ chính xác khi chế tạo trục, lỗ côn hay các mối ghép đặc thù. Bài viết này phân tích chi tiết từ khái niệm cơ bản, công thức tính, các loại độ côn phổ biến như côn Morse, côn mét, cho đến những sai lầm thường gặp và cách khắc phục trong thực tế.
Độ côn là đại lượng đặc trưng cho sự thay đổi đường kính của một chi tiết hình côn trên một đơn vị chiều dài dọc theo trục. Nói cách khác, nó biểu thị độ dốc của mặt côn so với phương dọc trục. Trong kỹ thuật, độ côn thường được ký hiệu bằng chữ C (Cone ratio) và được tính bằng tỷ số giữa hiệu hai đường kính và chiều dài đoạn côn.
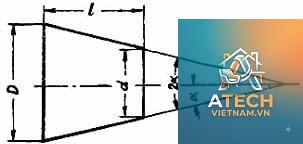
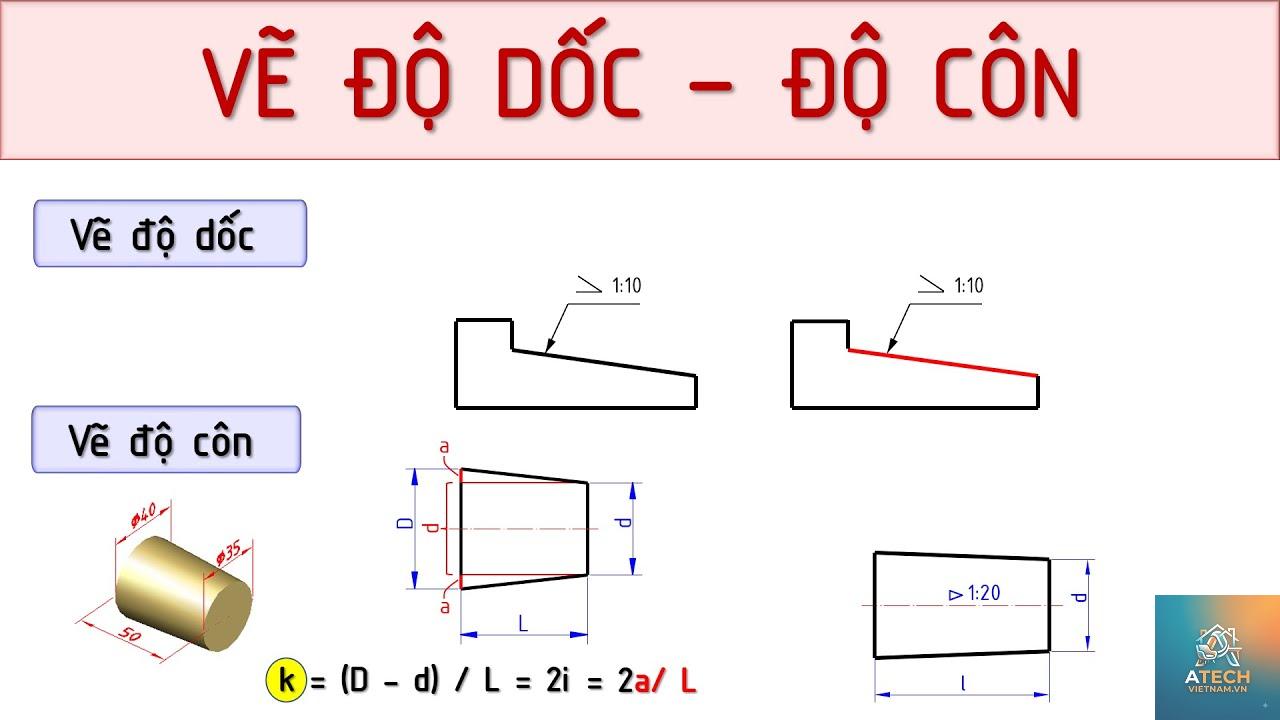
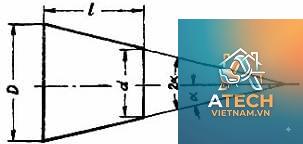
Công thức chuẩn xác: C = (D – d) / L. Trong đó D là đường kính lớn, d là đường kính nhỏ, L là chiều dài đoạn côn. Đơn vị thường dùng là mm/mm hoặc dưới dạng tỷ lệ như 1:10, 1:20.
Không nên nhầm lẫn giữa độ côn và góc côn. Góc côn (α) là góc tạo bởi đường sinh và trục hình côn. Mối quan hệ giữa chúng: tan(α/2) = (D – d) / (2L).
Phân Biệt Độ Côn Với Các Khái Niệm Liên Quan
Độ côn và góc côn
Nhiều người mới vào nghề thường nhầm hai khái niệm này. Độ côn là tỷ lệ độ dốc, còn góc côn là số đo góc. Ví dụ: độ côn 1:10 tương ứng với góc côn khoảng 5,724° (góc toàn phần). Khi tính toán dung sai lắp ghép, người ta thường dùng độ côn vì dễ đo bằng thước cặp, còn góc côn dùng trong thiết kế hình học.
Độ côn và độ dốc
Trong một số tài liệu, độ dốc (slope) được dùng để chỉ độ nghiêng của một đường thẳng. Tuy nhiên, trong cơ khí, độ côn luôn gắn với hình côn tròn xoay, còn độ dốc thường dùng cho mặt phẳng nghiêng. Cần phân biệt rõ để tránh nhầm lẫn khi đọc bản vẽ.
Phân Loại Độ Côn Phổ Biến Trong Công Nghiệp
Có hai hệ thống chính được sử dụng rộng rãi trên toàn cầu: côn Morse và côn mét. Ngoài ra còn có côn inch, côn chuyên dụng.
Loại côn
Ký hiệu
Độ côn danh nghĩa
Ứng dụng chính
Côn Morse (Số 0 đến Số 7)
MT0, MT1,… MT7
Khoảng 1:19,002 đến 1:20,047 (tùy số)
Chuôi mũi khoan, ống kẹp, trục chính máy tiện
Côn mét (Metric)
Morse system mở rộng
1:20 (chính xác)
Đầu chép hình, đồ gá, chuẩn lắp ghép CNC
Côn inch (Brown & Sharpe)
BS0, BS1,…
Khoảng 0,5 inch/foot
Máy công cụ đời cũ, thiết bị nhập từ Mỹ
Côn Morse – Tiêu Chuẩn Lâu Đời Và Phổ Biến Nhất
Được phát minh bởi Stephen A. Morse vào năm 1864, côn Morse sử dụng độ côn xấp xỉ 1:20. Có 8 size từ 0 đến 7, trong đó MT2 và MT3 là phổ biến nhất trong các máy khoan bàn và máy tiện nhỏ. Điểm đặc biệt: đuôi côn Morse có lỗ bắt vít để kéo chuôi ra dễ dàng. Độ côn của từng size khác nhau rất nhỏ, đảm bảo khả năng tự hãm cao khi lắp ghép.
Côn Mét – Chuẩn Hiện Đại Cho Độ Chính Xác Cao
Côn mét được tiêu chuẩn hóa theo ISO, với độ côn chính xác 1:20. Khác với côn Morse, côn mét có góc côn cố định, dễ gia công và kiểm tra hơn. Thường thấy trong các đầu kẹp ER, trụ chính máy CNC, hoặc các mối ghép yêu cầu độ đồng tâm tuyệt đối. Côn mét cũng có các size: 40, 60, 80, 120… theo đường kính chuẩn.
Ứng Dụng Thực Tế Của Độ Côn Trong Sản Xuất Và Đời Sống
Gia công chi tiết máy
Trục côn và lỗ côn xuất hiện ở vô số chi tiết: trục chính máy tiện, ống kẹp dao, bạc dẫn hướng, van côn, khớp nối. Nhờ có độ côn, các chi tiết này lắp ghép chặt hơn khi bị lực dọc trục tác động, tạo ra ma sát lớn, tránh tuột khi quay.
Chuôi côn trên mũi khoan, dao phay, mũi đột được thiết kế với độ côn chuẩn để vừa khít với ống kẹp trên máy. Ví dụ, mũi khoan thép gió thường dùng chuôi côn Morse size 2 (MT2) cho máy khoan đứng.
Đồ gá và dụng cụ đo
Đồ gá côn giúp định vị nhanh và chính xác. Các calip côn dùng để kiểm tra đường kính hoặc góc côn của sản phẩm. Trong ngành ô tô, trục bánh xe, trục cam cũng có các đoạn côn để lắp ổ bi.
Kết nối ống và van
Van côn (cone valve) trong hệ thống thủy lực và khí nén dùng mặt côn để đóng mở dòng chảy. Độ côn được tính toán sao cho khi xiết chặt, bề mặt tiếp xúc kín hoàn toàn.
Hướng Dẫn Tính Toán Và Đo Độ Côn Chính Xác
Cách tính độ côn từ bản vẽ
Giả sử bản vẽ ghi độ côn 1:20, nghĩa là cứ 20 mm chiều dài thì đường kính thay đổi 1 mm. Nếu đường kính lớn D = 40 mm, chiều dài côn L = 60 mm, thì đường kính nhỏ d = D – (C × L) = 40 – (1/20 × 60) = 40 – 3 = 37 mm.
Khi cần tính góc côn: α = 2 × arctan[(D – d) / (2L)]. Với ví dụ trên, góc côn toàn phần khoảng 2,86°.
Đo độ côn bằng dụng cụ chuyên dụng
Phổ biến nhất là đồng hồ so gá trên bàn kiểm. Dịch chuyển đầu đo dọc theo đường sinh côn, ghi lại biến thiên đường kính tại hai điểm cách nhau một khoảng L. Sai lệch giữa thực tế và lý thuyết cho biết độ chính xác. Calip côn (conical plug gauge và ring gauge) dùng để kiểm tra nhanh lắp ghép.
Công thức tính độ côn chuẩn
Để ghi nhớ, có thể dùng: Độ côn (C) = (D – d) / L. Nếu cho tỷ lệ 1:x thì x = L / (D – d). Trong thực hành, thợ thường dùng thước cặp đo hai đầu và tính nhẩm.
Lợi Ích Và Hạn Chế Khi Sử Dụng Mối Ghép Côn
Lợi ích vượt trội
Tự hãm tốt: Khi có lực dọc trục, ma sát trên mặt côn tăng, giúp chi tiết giữ chặt mà không cần then hay bulong.
Đồng tâm cao: Lắp ghép côn tự động căn chỉnh tâm, giảm độ đảo.
Tháo lắp nhanh: Côn Morse có thể tháo bằng lực đập nhẹ hoặc vít kéo, rất tiện cho thay dao.
Chịu tải va đập: Bề mặt tiếp xúc lớn giúp phân bố lực đều, tránh phá hủy cục bộ.
Hạn chế cần lưu ý
Khó gia công chính xác: Đạt độ côn đúng yêu cầu đòi hỏi máy tốt và tay nghề cao.
Mòn không đều: Nếu dầu mỡ bôi trơn kém, mặt côn nhanh bị xước, rỗ.
Không thay đổi khe hở: Không thể điều chỉnh độ chặt như ren; nếu lỏng phải thay thế chi tiết.
Giá thành cao: Các chi tiết côn tiêu chuẩn đắt hơn chi tiết trụ trơn.
Sai Lầm Thường Gặp Khi Làm Việc Với Độ Côn Và Cách Tránh
Sai số khi tính toán độ côn
Nhiều thợ nhầm lẫn giữa độ côn và góc côn, dẫn đến gia công sai. Cách tránh: luôn dùng công thức chuẩn và kiểm tra bằng calip.
Chọn chuôi côn không đúng size
Mũi khoan MT2 lắp vào đầu côn MT3 sẽ không khít, gây rung. Cách tránh: đọc ký hiệu trên chuôi và tra bảng size côn Morse.
Bôi trơn quá nhiều hoặc quá ít
Mặt côn cần lớp dầu mỏng để chống mài mòn, nhưng nếu bôi quá nhiều sẽ làm giảm ma sát, gây tuột. Chỉ cần nhỏ một giọt dầu máy rồi lau bớt.
Dùng lực ép quá mạnh khi tháo lắp
Gõ búa vào chuôi côn có thể làm biến dạng đầu răng dao dẫn đến gãy. Nên dùng loại kéo chuyên dụng có vít.
Lưu Ý Quan Trọng Khi Thiết Kế Và Gia Công Chi Tiết Côn
Luôn tham khảo bảng tiêu chuẩn côn quốc tế (ISO, DIN, JIS) trước khi ghi kích thước lên bản vẽ.
Khi gia công trên máy tiện, cần chỉnh góc bàn dao đúng một nửa góc côn.
Đối với côn tự hãm, góc côn thường nhỏ hơn 15° để lực ma sát đủ lớn. Nếu góc quá lớn, côn không tự hãm được.
Kiểm tra độ côn sau khi nhiệt luyện vì kích thước có thể thay đổi do biến dạng.
Bảo quản mặt côn sạch sẽ, tránh xước và gỉ sét, vì chỉ một vết xước nhỏ cũng làm hỏng lắp ghép.
Độ côn 1:50 tương ứng với hiệu đường kính 1 mm trên 50 mm chiều dài. Góc côn toàn phần được tính: α = 2 × arctan(1/(2×50)) ≈ 1,146°. Độ côn này thường dùng trong các mối ghép cần siết nhẹ.
Làm thế nào để phân biệt côn Morse và côn mét?
Đo đường kính chuôi tại một điểm chuẩn. Côn Morse có kích thước khác nhau giữa các số, còn côn mét có đường kính tương ứng với số (ví dụ côn 40 có đường kính 40mm). Góc côn của côn mét chính xác 1:20, trong khi côn Morse xấp xỉ nhưng không đều.
Có thể tự chế tạo một chi tiết côn không cần máy CNC không?
Có thể dùng máy tiện cơ khí kết hợp đồ gá xoay (compound rest) hoặc dùng roller côn. Tuy nhiên, độ chính xác thấp hơn CNC. Với các côn yêu cầu dung sai cao, nên đặt hàng hoặc gia công trên máy điều khiển số.
Tại sao độ côn lại quan trọng trong lắp ghép đồ gá?
Độ côn đảm bảo tiếp xúc bề mặt lớn, tạo lực ma sát đủ để giữ chi tiết cố định dưới tải trọng lớn. Nếu độ côn sai, chi tiết bị lỏng dẫn đến rung động, giảm độ chính xác gia công.
Côn Morse có bao nhiêu loại? Loại nào thông dụng?
Có 8 loại từ MT0 đến MT7. Trong đó MT2 (đường kính chuẩn ~17,78mm) và MT3 (~23,825mm) là phổ biến nhất trong các máy khoan đứng và máy tiện nhỏ. MT4 dùng cho máy khoan lớn hơn.
Kết Luận: Tầm Quan Trọng Của Việc Hiểu Đúng Độ Côn
Độ côn không chỉ là một con số khô khan trên bản vẽ mà là yếu tố quyết định đến chức năng, độ bền và độ chính xác của mối ghép. Từ côn Morse cổ điển đến côn mét hiện đại, mỗi loại đều có đặc điểm riêng phục vụ cho các ứng dụng cụ thể. Nắm vững cách tính, cách đo và các sai lầm cần tránh sẽ giúp bạn làm chủ quy trình gia công, lắp ráp và kiểm tra chất lượng. Khi gặp bất kỳ thuật ngữ nào liên quan đến độ côn, hãy nhớ kiểm tra tiêu chuẩn tương ứng và luôn đo kiểm thực tế để đảm bảo sản phẩm đạt yêu cầu kỹ thuật.