Trục Z bị rơi là một trong những lỗi cơ khí phổ biến nhất trên máy in 3D FDM, đặc biệt là các dòng máy sử dụng vít me và thanh trượt đơn giản. Khi trục Z rơi, bàn in hoặc đầu in có thể bị tụt xuống dưới tác động của trọng lực, khiến cho lớp in đầu tiên bị ép quá mức, các lớp sau bị sai lệch chiều cao, thậm chí dẫn đến hỏng hoàn toàn bản in. Nếu bạn đang gặp phải tình trạng này và muốn tìm hiểu cách khắc phục trục z rơi một cách triệt để, bài viết dưới đây sẽ giúp bạn phân tích nguyên nhân, hướng dẫn sửa chữa từ cơ bản đến nâng cao, đồng thời đưa ra các biện pháp phòng ngừa hiệu quả.
Lỗi trục Z rơi xảy ra khi hệ thống giữ vị trí của trục Z không đủ lực để thắng trọng lượng của cụm đầu in hoặc bàn in. Điều này thường xuất phát từ những yếu tố cơ khí và điện tử sau đây:
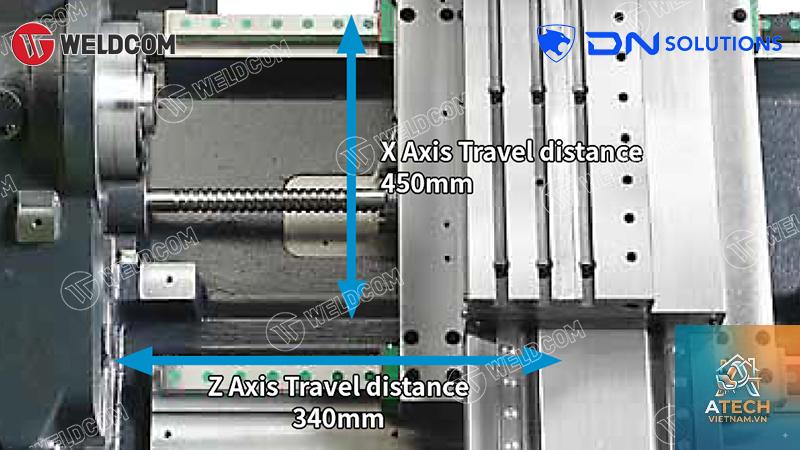
Vít me và đai ốc đồng là bộ phận chính giữ cho trục Z cố định khi động cơ không hoạt động. Nếu vít me bị mòn, đai ốc đồng bị rão hoặc dầu bôi trơn làm giảm ma sát, trọng lực sẽ dễ dàng kéo trục Z rơi xuống. Trong thực tế, một vít me mới có lực cản quay ở mức 15–25 N·cm, nhưng sau vài trăm giờ in, lực cản có thể giảm xuống dưới 5 N·cm, gây ra rơi tự do.
2. Động cơ bước Z bị mất giữ torque khi tắt nguồn
Động cơ bước chỉ giữ được mô-men xoắn (holding torque) khi có dòng điện chạy qua. Ngay khi máy in tắt nguồn hoặc driver bước ngừng cấp dòng, trục Z sẽ mất hoàn toàn khả năng giữ. Vì vậy, nếu máy in không có cơ cấu khóa cơ khí hoặc phanh từ, trục Z sẽ rơi ngay lập tức.
3. Thanh trượt Z bị lỏng hoặc kẹt không đều
Các thanh trượt tuyến tính (linear rod) và ổ bi (linear bearing) cần được siết chặt với độ căng phù hợp. Nếu siết quá chặt, chuyển động bị kẹt, động cơ phải làm việc nặng hơn; nếu siết quá lỏng, khe hở quá lớn khiến trục Z có thể dao động hoặc rơi theo phương thẳng đứng. Thông thường, độ rơ dọc trục Z cho phép là dưới 0,05 mm.
4. Sai số trong firmware (steps/mm Z không chính xác)
Mặc dù không trực tiếp gây rơi, nhưng nếu bước/mm (steps/mm) của trục Z bị cài sai, máy in sẽ không bù đủ chiều cao mỗi lớp, dẫn đến việc đầu in hoặc bàn in bị “chìm” dần. Kết hợp với lực giữ yếu, hiện tượng rơi càng trở nên trầm trọng hơn.
Không phải mọi trường hợp trục Z rơi đều giống nhau.
Bước 1: Kiểm tra và điều chỉnh lực ma sát vít me
Trước tiên, hãy tắt nguồn máy in và di chuyển trục Z bằng tay. Nếu trục Z trượt tự do mà không có lực cản nào, bạn cần tăng ma sát cho vít me. Một trong những cách khắc phục trục z rơi hiệu quả nhất là tăng lực siết của đai ốc đồng nếu đai ốc có thiết kế khe hở điều chỉnh. Vặn chặt thêm 1/4 vòng, sau đó kiểm tra lực cản. Lực cản lý tưởng là khi bạn vặn vít me bằng tay, bạn cảm thấy hơi nặng nhưng vẫn xoay được đều.
Nếu đai ốc đồng cố định không thể điều chỉnh,
Do động cơ bước mất holding torque khi không có điện, kết hợp với ma sát vít me thấp và không có phanh giữ. Giải pháp là lắp phanh điện từ hoặc tăng ma sát vít me bằng đai ốc tự lựa.
Có cần thay vít me mới khi bị rơi trục Z không?
Chỉ cần thay nếu vít me bị mòn quá 0,2 mm đường kính hoặc có vết xước sâu. Trong đa số trường hợp, chỉ cần thay đai ốc đồng hoặc điều chỉnh lực siết là đủ.
Chỉnh offset Z có khắc phục được trục Z rơi không?
Offset Z chỉ bù cho chiều cao lớp in ban đầu, không giải quyết được nguyên nhân gốc. Nếu trục Z vẫn rơi trong quá trình in, việc chỉnh offset chỉ là giải pháp tạm thời, không triệt để.
In một khối hình hộp 20×20×20 mm, đo chiều cao thực tế bằng thước cặp. Nếu chênh lệch trên 0,1 mm so với cài đặt, cần kiểm tra trục Z ngay.
Trục Z rơi có ảnh hưởng đến chất lượng bề mặt lớp in không?
Có. Khi trục Z rơi, các lớp in bị ép không đều, tạo ra hiện tượng “elephant’s foot” (chân voi) và các đường gợn sóng trên bề mặt. Đây là dấu hiệu nhận biết rất rõ ràng.
Kết luận
Lỗi trục Z rơi không phải là vấn đề quá phức tạp nhưng đòi hỏi sự kiên nhẫn và chính xác trong từng bước kiểm tra. Bằng cách áp dụng các cách khắc phục trục z rơi từ điều chỉnh ma sát vít me, lắp phanh giữ, bảo dưỡng thanh trượt đến hiệu chỉnh firmware, bạn hoàn toàn có thể giải quyết triệt để hiện tượng này. Hãy nhớ rằng phòng ngừa luôn tốt hơn sửa chữa: bảo trì định kỳ mỗi 200–300 giờ in, vệ sinh và bôi trơn đúng cách sẽ giúp trục Z hoạt động ổn định trong thời gian dài. Nếu bạn vẫn gặp khó khăn, đừng ngần ngại tham khảo ý kiến từ cộng đồng in 3D hoặc liên hệ với kỹ thuật viên chuyên nghiệp để được hỗ trợ trực tiếp. Với một chút công sức, chiếc máy in 3D của bạn sẽ lại in ra những sản phẩm chất lượng như ý muốn.