Khi thi công các khung máy, bàn thao tác, vách ngăn hay robot tự động, việc nắm vững cách lắp ghép nhôm định hình chắc chắn là yếu tố then chốt quyết định tuổi thọ và độ an toàn của sản phẩm. Nhôm định hình là vật liệu phổ biến trong công nghiệp nhờ khả năng tùy biến cao, nhưng nếu không hiểu rõ nguyên lý kết nối và lựa chọn phụ kiện phù hợp, kết cấu rất dễ bị lỏng lẻo, xoay hoặc gãy tại các mối nối. Bài viết này cung cấp kiến thức toàn diện từ cơ bản đến nâng cao về các phương pháp ghép nối, quy trình thực hiện, cũng như những lưu ý thực tế giúp bạn đạt được độ vững chãi tối ưu cho mọi công trình.
Nhôm định hình (aluminum profile) là thanh nhôm được ép đùn qua khuôn tạo ra các mặt cắt ngang phức tạp với các rãnh trượt và khoang rỗng. Đặc điểm nổi bật là có rãnh chữ T hoặc rãnh chữ nhật chạy dọc theo chiều dài, cho phép gắn đai ốc, vít hoặc phụ kiện chuyên dụng. Hệ thống nhôm định hình cho phép tháo lắp, điều chỉnh dễ dàng mà không cần hàn, phù hợp với các ứng dụng yêu cầu độ linh hoạt cao như bệ đỡ máy CNC, khung băng tải, kệ trưng bày, tủ điện và thậm chí nội thất văn phòng. Độ chắc chắn của kết cấu phụ thuộc vào thiết kế profile, chất liệu nhôm (thường là hợp kim 6063-T5 hoặc 6061-T6) và quan trọng nhất là phương pháp lắp ghép.
Các Thành Phần Cơ Bản Trong Hệ Thống Lắp Ghép Nhôm Định Hình
Để thực hiện cách lắp ghép nhôm định hình chắc chắn, bạn cần hiểu rõ ba nhóm thành phần chính: profile, phụ kiện kết nối và dụng cụ hỗ trợ. Mỗi loại đóng vai trò riêng trong việc tạo ra lực giữ và chống xoay cho mối ghép.
Profile Nhôm Định Hình
Profile có nhiều dạng tiết diện: vuông (20×20, 30×30, 40×40, 45×45, 50×50), chữ nhật (40×80, 45×90) hoặc chữ H (cho khung cửa). Các rãnh trên profile thường là rãnh chữ T rộng 6mm, 8mm hoặc 10mm tùy theo dòng sản phẩm. Profile càng dày thành (từ 1.5mm đến 3mm) càng chịu lực tốt. Một số dòng có thiết kế rãnh kép hoặc khoang chéo giúp tăng độ cứng vững khi ghép nối.
Phụ Kiện Kết Nối Nhôm Định Hình
Phụ kiện là linh hồn của mối ghép. Danh sách bao gồm:
Vít đầu chìm (Hammer head screw / T-bolt): Đầu có dạng chữ T, trượt vào rãnh profile, siết bằng cờ lê hoặc lục giác.
Đai ốc trượt (Slide nut / T-nut): Lắp vào rãnh, cho phép bắt vít từ ngoài vào, thường dùng với vít chìm hoặc bulong.
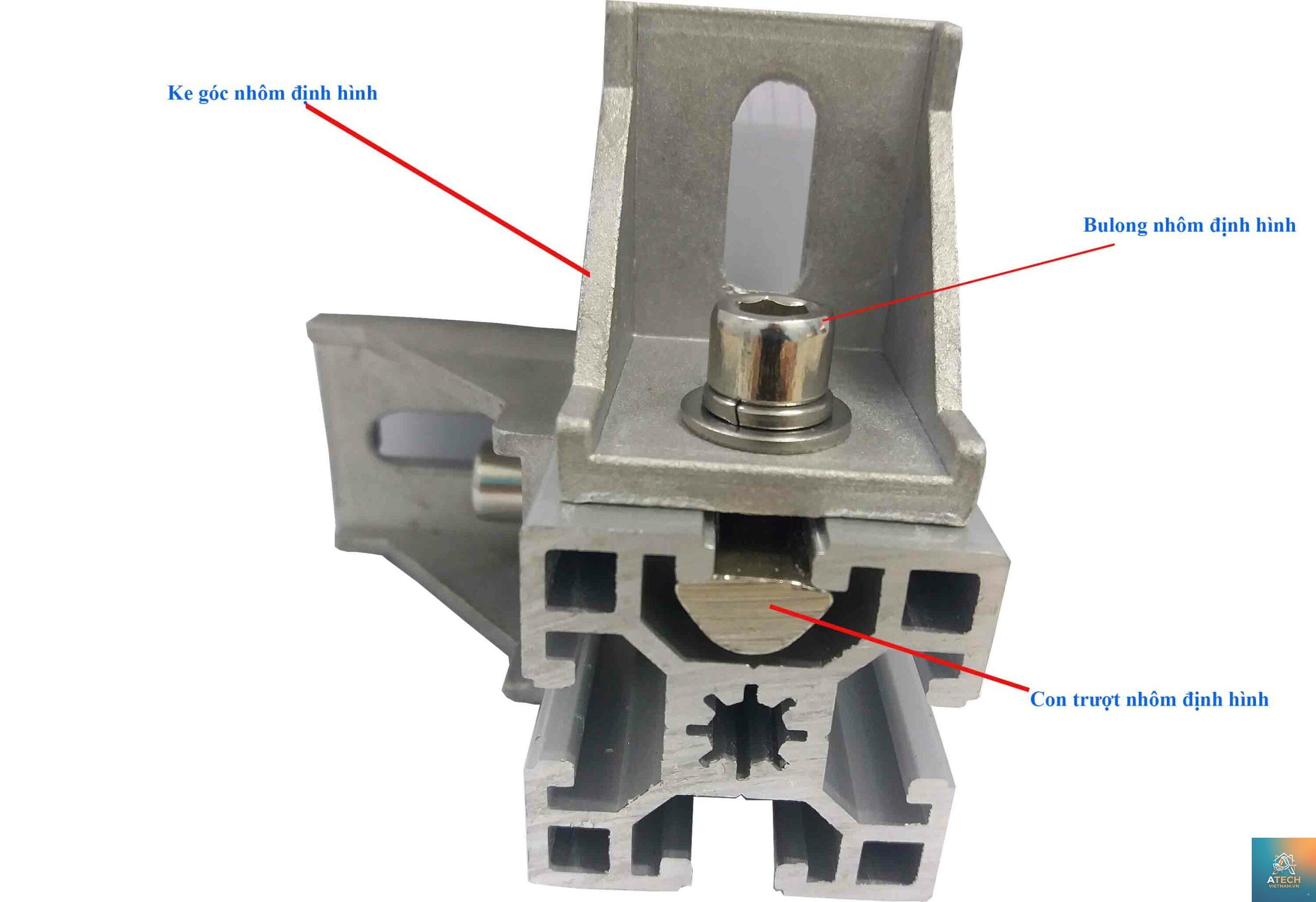
Phụ kiện góc (Angle bracket / Corner connector): Dạng thép hình chữ L hoặc chữ T, có lỗ bắt vít, giúp kết nối vuông góc.
Tấm nối (Connector plate / Joint plate): Tấm phẳng có lỗ để nối hai đầu profile hoặc nối giữa hai thanh song song.
Bu lông – long đen – ốc: Kết hợp với đai ốc trượt hoặc vít chìm để siết chặt.
Nắp che (End cap / Cover): Bảo vệ đầu profile và tăng tính thẩm mỹ.
Các Phương Pháp Lắp Ghép Nhôm Định Hình Chắc Chắn
Tùy vào yêu cầu chịu lực, khả năng tháo lắp và thẩm mỹ, có bốn phương pháp chính. Mỗi phương pháp đều có ưu nhược điểm riêng cần cân nhắc khi áp dụng cách lắp ghép nhôm định hình chắc chắn.
Kết Nối Bằng Vít Đầu Chìm (Hammer Head Bolt)
Đây là phương pháp cơ bản và phổ biến nhất. Vít đầu chìm được đưa vào rãnh profile, sau đó xoay 90 độ để đầu vít nằm ngang trong rãnh. Khi siết, vít ép chặt vào thành rãnh tạo lực ma sát lớn. Phương pháp này cho lực kéo tốt, dễ thực hiện và có thể tháo lắp nhiều lần. Tuy nhiên, yêu cầu khoan lỗ chính xác trên profile và cần cờ lê mở hoặc lục giác để siết. Lực siết khuyến nghị khoảng 8-12 Nm với vit M6 để tránh làm hỏng ren hoặc biến dạng rãnh.
Kết Nối Bằng Đai Ốc Trượt (Slide Nut)
Đai ốc trượt được đặt vào rãnh từ đầu hoặc qua khe hở. Sau đó dùng vít hoặc bulong xuyên qua lỗ trên tấm kết nối hoặc profile khác để bắt vào đai ốc. Khi siết vít, đai ốc tự động bám chặt vào thành rãnh. Phương pháp này linh hoạt vì có thể điều chỉnh vị trí đai ốc dễ dàng, không cần khoan lỗ trên profile. Tuy nhiên, lực giữ không cao bằng vít đầu chìm ở cùng kích thước ren, và dễ bị tuột nếu siết quá lực hoặc dùng đai ốc kém chất lượng.
Kết Nối Bằng Phụ Kiện Góc (Bracket / Corner Connector)
Sử dụng các bracket bằng thép hoặc nhôm đúc, bắt vít vào rãnh của hai profile vuông góc. Phụ kiện góc thường có hai lỗ hoặc nhiều lỗ để tăng điểm kết nối. Phương pháp này cung cấp độ cứng vững cao cho mối nối, đặc biệt khi kết hợp với vít đầu chìm. Tuy nhiên, bracket chiếm không gian bên ngoài, dễ gây vướng khi thiết kế khung kín. Đây là lựa chọn hàng đầu cho các khung máy chịu tải nặng hoặc rung động.
Kết Nối Bằng Tấm Nối (Connector Plate)
Tấm nối thường là thép dày 3-5mm, được đặt giữa hai đầu profile hoặc bắt chéo. Có hai dạng: tấm nối phẳng (ghép hai thanh song song) và tấm nối chữ T (ghép 3 thanh). Tấm nối cho độ liên kết rất chắc, phù hợp với kết cấu chịu lực lớn như băng tải hoặc bàn máy. Nhưng cần khoan lỗ và gia công chính xác, khó tháo lắp nhanh.
Quy Trình Cách Lắp Ghép Nhôm Định Hình Chắc Chắn Từng Bước
Áp dụng đúng quy trình sẽ giảm thiểu sai số và đảm bảo độ bền cho kết cấu.
Phụ kiện kết nối (vít đầu chìm, đai ốc, bracket, tấm nối).
Dụng cụ: máy cắt nhôm hoặc cưa tay chuyên dụng, máy khoan, thước đo laser hoặc thước cặp, mũi khoan sắt, cờ lê lực, lục giác, đồ gá vuông góc.
Sai số cắt không quá 0.5mm. Dùng thước đo và đánh dấu bằng bút dạ trước khi cắt. Nếu cắt bằng máy cắt nhôm bàn, nên dùng lưỡi cắt chuyên dụng cho nhôm để tránh ba via. Dùng giũa hoặc dao cạo để làm sạch các gờ sắc ở đầu thanh.
Bước 3: Khoan Lỗ Và Taro (Nếu Cần)
Khi dùng vít đầu chìm, khoan lỗ thông qua profile tại vị trí nối. Đường kính lỗ nên lớn hơn đường kính thân vít 0.5mm để vít dễ xoay. Không khoan lỗ quá gần mép (cần cách mép ít nhất 10mm). Nếu dùng tấm nối, cần khoan lỗ chính xác theo lỗ trên tấm. Có thể dùng đồ gá khoan để đảm bảo vuông góc.
Bước 4: Lắp Phụ Kiện Kết Nối Vào Rãnh
Đưa vít đầu chìm hoặc đai ốc trượt vào rãnh từ đầu thanh. Nếu rãnh kín đầu, cần xoay nghiêng phụ kiện để đưa vào. Đẩy phụ kiện đến vị trí lỗ khoan. Đối với bracket, cố định bracket lên một profile trước bằng vít, sau đó mới ghép profile thứ hai.
Bước 5: Ghép Nối Và Siết Chặt
Đưa các thanh profile lại đúng vị trí. Siết vít từ từ theo thứ tự: siết sơ bộ từng vít, sau đó siết chặt lần lượt theo hình chéo để phân bố lực đều. Dùng cờ lê lực để đạt mô-men siết khuyến nghị (tham khảo bảng trên). Không siết quá mức vì có thể làm trượt ren hoặc nứt nhôm. Kiểm tra xem các mối nối có khe hở không, nếu có thì điều chỉnh độ dài hoặc chêm thêm đệm.
Bước 6: Kiểm Tra Độ Chắc Chắn Và Cân Chỉnh
Sau khi siết xong, dùng thước vuông để kiểm tra góc vuông. Dùng thước đo độ thẳng của các thanh. Lắc nhẹ khung để cảm nhận độ cứng. Nếu phát hiện điểm lỏng, hãy siết lại hoặc thay phụ kiện. Đối với khung máy chịu tải trọng lớn, có thể thêm gân tăng cứng hoặc dùng profile cỡ lớn hơn.
Lợi Ích Khi Lắp Ghép Nhôm Định Hình Đúng Cách
Độ bền cao: Kết nối chắc trong thời gian dài, không bị lỏng theo rung động.
Dễ dàng sửa chữa, nâng cấp: Có thể tháo ra, điều chỉnh kích thước mà không hỏng profile.
Tiết kiệm chi phí: Không cần hàn, giảm nhân công và thiết bị chuyên dụng.
Thẩm mỹ: Các phụ kiện có thể lắp âm hoặc dùng nắp che, tạo vẻ ngoài gọn gàng.
Khả năng chịu tải tối ưu: Lựa chọn đúng phương pháp giúp phân bố lực tốt, chịu được trọng tải thiết kế.
Những Sai Lầm Thường Gặp Khi Lắp Ghép Nhôm Định Hình
Không làm sạch ba via sau khi cắt: Gờ sắc cản trở phụ kiện vào rãnh, gây lệch khi lắp.
Khoan lệch hoặc khoan quá gần mép: Làm yếu profile, dễ nứt khi siết vít.
Sử dụng vít không đúng loại hoặc ren không phù hợp: Dùng vít không có đầu chìm hoặc ren quá thô sẽ không giữ chặt trong rãnh.
Siết vít sai thứ tự: Lực không đều gây biến dạng khung, mất góc vuông.
Bỏ qua lực siết khuyến nghị: Siết quá chặt làm hỏng ren hoặc rãnh, siết quá lỏng gây lỏng lẻo.
Không sử dụng cờ lê lực: Không thể kiểm soát lực siết chính xác.
Chọn profile quá nhỏ so với tải trọng: Dù lắp ghép tốt nhưng kết cấu vẫn bị uốn hoặc gãy.
Ứng Dụng Thực Tế Của Kết Cấu Nhôm Định Hình Chắc Chắn
Một số ứng dụng tiêu biểu đòi hỏi cách lắp ghép nhôm định hình chắc chắn như:
Khung máy CNC: Yêu cầu độ cứng cao, chống rung, thường dùng profile 60×60 hoặc 80×80 với bracket góc và vít đầu chìm, siết lực 12-15 Nm.
Bàn thao tác công nghiệp: Kết nối bằng tấm nối và vít chìm để chịu tải trọng tĩnh lớn, có thể thêm chân đế và gân tăng cứng.
Hệ thống băng tải: Khung dài cần độ thẳng tuyệt đối, dùng đai ốc trượt kết hợp với tấm nối chữ T để cố định con lăn.
Tủ điện và vách ngăn: Kết nối bằng bracket nhỏ gọn, dễ tháo lắp khi bảo trì.
Robot và thiết bị tự động hóa: Yêu cầu độ chính xác cao, mối nối phải chịu được moment xoắn, ưu tiên vít đầu chìm kết hợp block kết nối đặc biệt.
Lưu Ý Quan Trọng Để Đảm Bảo Kết Nối Chắc Chắn
Luôn dùng phụ kiện chính hãng cho dòng profile tương ứng. Phụ kiện không đúng kích thước rãnh sẽ gây lỏng hoặc kẹt.
Bôi trơn nhẹ ren vít bằng dầu máy hoặc mỡ chống gỉ để dễ siết và bảo vệ ren.
Đối với kết cấu chịu rung, nên dùng keo hãm ren loại trung bình (threadlocker) để tránh vít tự lỏng.
Nếu cần kết nối chéo hoặc chịu lực xoắn, hãy kết hợp ít nhất hai phương pháp (ví dụ: vít đầu chìm + bracket).
Kiểm tra định kỳ các mối nối sau một thời gian sử dụng (1-2 tháng), siết lại nếu cần.
Không bao giờ dùng vít titan hoặc bulong cường lực cao với profile nhôm vì chênh lệch nhiệt co giãn có thể làm hỏng nhôm.
Lưu ý độ dày thành profile: profile thành mỏng (1.0-1.5mm) không phù hợp để khoan lỗ lớn hoặc siết vít mạnh, nên chọn profile từ 2.0mm trở lên cho kết cấu chịu lực.
Câu Hỏi Thường Gặp (FAQ) Về Cách Lắp Ghép Nhôm Định Hình Chắc Chắn
Cần lực siết bao nhiêu để kết nối chắc chắn?
Lực siết phụ thuộc vào kích thước ren và loại phụ kiện. Với vit M6, lực siết từ 8-10 Nm; M8 từ 12-15 Nm; M10 từ 18-22 Nm. Nên sử dụng cờ lê lực có thang đo để đạt chính xác. Vượt quá mức này có thể làm trượt ren trong rãnh hoặc nứt profile.
Có cần dùng keo hay chất bôi trơn khi lắp ghép không?
Bôi trơn ren (dầu máy, mỡ silicon) giúp siết nhẹ hơn và tránh gỉ. Keo hãm ren (threadlocker) chỉ nên dùng cho kết cấu chịu rung, nhưng cần loại lực giữ trung bình để còn tháo được sau này. Không dùng keo epoxy hoặc keo dán thông thường vào mối ghép vì sẽ khó sửa chữa.
Làm sao để tránh nhôm bị xoay hoặc lỏng sau thời gian sử dụng?
Nguyên nhân chính là do lực siết ban đầu không đủ hoặc phụ kiện không khớp. Cách khắc phục: (1) siết lại với lực chuẩn, (2) thêm đệm phẳng (washer) dưới đầu vít để tăng ma sát, (3) dùng phụ kiện chống xoay (anti-twist bracket) hoặc bắt thêm vít thứ hai vuông góc. Đối với khung máy có rung động cơ học, nên sử dụng phụ kiện có khóa hãm an toàn như safety nut hoặc ứng dụng keo hãm.
Nên chọn phụ kiện chính hãng hay phụ kiện thay thế?
Phụ kiện chính hãng (Origin, Sapa, Bosch Rexroth, MK, Alufab) có dung sai chính xác, độ bền cao và được thiết kế đồng bộ với profile. Phụ kiện thay thế giá rẻ hơn 20-30% nhưng có nguy cơ lỏng lẻo, không đảm bảo lực siết. Nếu kết cấu không yêu cầu độ chính xác cao (như kệ trưng bày), phụ kiện thay thế có thể chấp nhận được. Đối với khung máy, thiết bị tự động hóa, luôn ưu tiên chính hãng.
Kết Luận
Nắm vững cách lắp ghép nhôm định hình chắc chắn không chỉ giúp bạn tạo ra các kết cấu bền bỉ, an toàn mà còn tối ưu chi phí và thời gian gia công. Điều cốt lõi là hiểu rõ đặc tính của từng loại phụ kiện, áp dụng đúng quy trình từ cắt, khoan đến siết chặt, và luôn kiểm tra lực siết bằng thiết bị chuyên dụng. Đừng bỏ qua các bước tưởng chừng nhỏ như làm sạch ba via hay bôi trơn ren, vì chúng ảnh hưởng lớn đến độ chịu lực của mối nối. Hãy luôn thử nghiệm với tải trọng thực tế trước khi đưa vào sử dụng chính thức.
Với những hướng dẫn chi tiết trong bài viết, bạn hoàn toàn có thể tự tin thiết kế và lắp ráp các sản phẩm từ nhôm định hình đạt độ vững chắc cao nhất. Nếu cần tư vấn thêm về phụ kiện hoặc giải pháp cho dự án cụ thể, hãy liên hệ với nhà cung cấp uy tín để được hỗ trợ chính xác.