Trong gia công cơ khí, tốc độ cắt là một trong ba thông số cắt quan trọng nhất (cùng với lượng chạy dao và chiều sâu cắt) quyết định trực tiếp đến năng suất, chất lượng bề mặt và tuổi thọ dụng cụ. Việc nắm vững công thức tính tốc độ cắt không chỉ giúp kỹ sư vận hành máy đúng thông số kỹ thuật mà còn tối ưu chi phí sản xuất. Bài viết này sẽ hướng dẫn bạn cách tính toán tốc độ cắt cho các nguyên công tiện, phay, khoan, kèm ví dụ thực tế và những lưu ý quan trọng.
Tốc độ cắt (Vc) là vận tốc tương đối giữa lưỡi cắt của dao và bề mặt chi tiết gia công tại điểm tiếp xúc. Đơn vị thường dùng là mét/phút (m/min) hoặc mét/giây (m/s). Chỉ số này thể hiện mức độ nhanh hay chậm của quá trình bóc tách vật liệu, ảnh hưởng đến lực cắt, nhiệt độ cắt, mức độ mài mòn dao và độ nhám bề mặt.
Nếu tốc độ cắt quá cao, nhiệt cắt tăng đột biến, dụng cụ nhanh bị mài mòn hoặc cháy lưỡi cắt. Ngược lại, tốc độ cắt quá thấp làm giảm năng suất, có thể gây rung động và tạo ra bề mặt gia công xấu. Vì vậy, xác định đúng công thức tính tốc độ cắt là kỹ năng căn bản mà bất kỳ người thợ hay kỹ sư chế tạo máy nào cũng phải thành thạo.
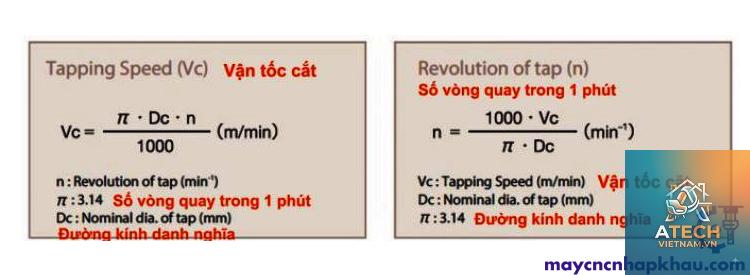
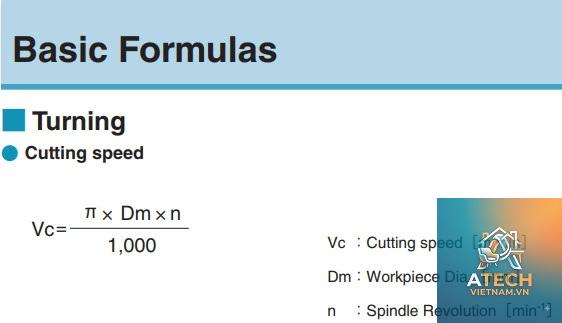
Công thức chung cho hai nguyên công phổ biến nhất là tiện (chi tiết quay) và phay (dao quay) được biểu diễn như sau:
Vc = (π × D × n) / 1000
Trong đó:
Vc: Tốc độ cắt (m/ph)
π: Hằng số Pi ≈ 3.1416
D: Đường kính chi tiết (đối với tiện) hoặc đường kính dao phay (đối với phay), đơn vị mm
n: Số vòng quay của trục chính (vòng/phút – rpm)
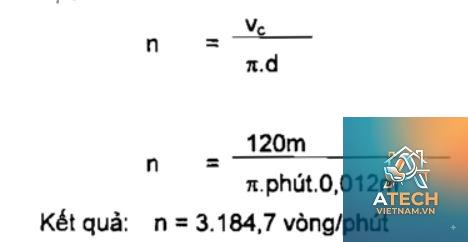
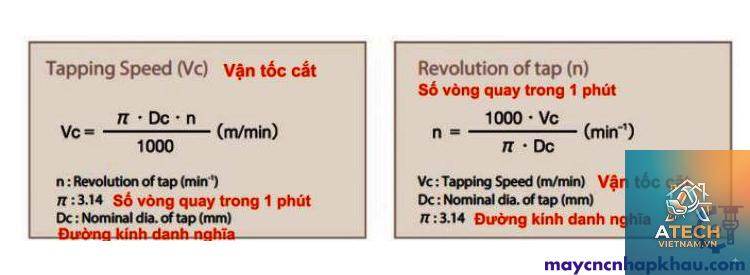
Khi biết vận tốc cắt mong muốn và đường kính D, có thể suy ra số vòng quay cần thiết:
n = (Vc × 1000) / (π × D)
Ví dụ: Để tiện một trục thép có đường kính 50 mm với tốc độ cắt Vc = 120 m/ph, số vòng quay cần đặt trên máy là:
n = (120 × 1000) / (π × 50) ≈ 764 vòng/phút.
Công Thức Tính Tốc Độ Cắt Khi Khoan
Đối với nguyên công khoan, công thức tương tự nhưng D là đường kính mũi khoan. Tuy nhiên, do khoan có hai lưỡi cắt đối xứng, tốc độ cắt được tính ở điểm ngoài cùng của lưỡi cắt:
Vc_khoan = (π × D_mũi_khoan × n) / 1000
Ví dụ: Khoan lỗ Ø12 mm trên thép, chọn Vc = 80 m/ph, tính n:
n = (80 × 1000) / (π × 12) ≈ 2122 vòng/phút.
Phân Loại Tốc Độ Cắt Theo Vật Liệu Và Dụng Cụ
Giá trị tốc độ cắt không phải là hằng số mà phụ thuộc vào nhiều yếu tố. Nhà sản xuất dao luôn cung cấp bảng tra tốc độ cắt tối ưu cho từng dòng sản phẩm cụ thể.
Lợi Ích Và Hạn Chế Khi Sử Dụng Công Thức Tính Tốc Độ Cắt
Lợi ích
Kiểm soát nhiệt cắt: Tính toán đúng giúp nhiệt sinh ra ở vùng cắt nằm trong ngưỡng cho phép, bảo vệ dao và phôi.
Tối ưu năng suất: Kết hợp tốc độ cắt phù hợp với lượng chạy dao và chiều sâu cắt để rút ngắn thời gian gia công.
Nâng cao chất lượng bề mặt: Tốc độ cắt thích hợp giảm thiểu rung động, cải thiện độ nhám Ra/Rz.
Kéo dài tuổi thọ dụng cụ: Tránh mòn nhanh do nhiệt hoặc mài mòn cơ học.
Hạn chế
Chưa tính đến yếu tố thực tế: Công thức lý thuyết không bao gồm độ cứng vững của máy, dung dịch trơn nguội, tình trạng mòn dao.
Có thể gây nhầm lẫn đơn vị: Nếu D tính bằng inch thay vì mm, kết quả sai lệch lớn.
Không thay thế kinh nghiệm: Các bảng tra chỉ là điểm khởi đầu; thực tế cần hiệu chỉnh dựa trên tiếng ồn, rung động và phoi cắt.
So Sánh Công Thức Tính Tốc Độ Cắt Giữa Các Nguyên Công
Nguyên công
Đường kính (D)
Công thức
Đặc điểm
Tiện ngoài
Đường kính phôi
Vc=π.D.n/1000
Phôi quay, dao tịnh tiến
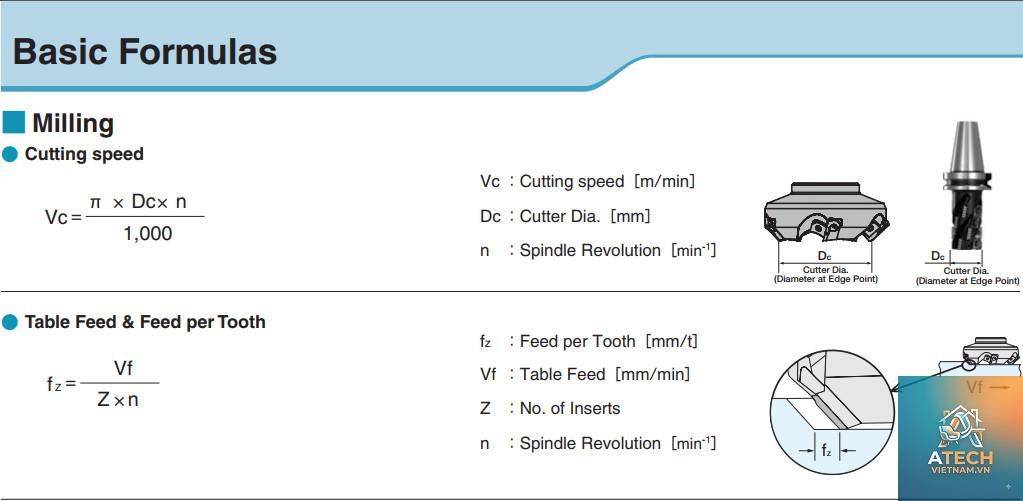
Phay mặt đầu
Đường kính dao
Vc=π.D.n/1000
Dao quay, phôi tịnh tiến
Phay ngón
Đường kính dao ngón
Vc=π.D.n/1000
Dao quay, phôi tịnh tiến
Khoan
Đường kính mũi khoan
Vc=π.D.n/1000
Dao quay, phôi cố định
Mài
Đường kính đá mài
Vc=π.D.n/1000
Tốc độ rất cao (20–60 m/s)
Dù công thức chung giống nhau, nhưng giá trị Vc và cách chọn D lại khác biệt rõ rệt. Ví dụ, khi phay mặt đầu với dao Ø100 mm, tốc độ cắt tính tại mép ngoài của dao; khi tiện, tính tại điểm tiếp xúc giữa dao và phôi.
Hướng Dẫn Ứng Dụng Công Thức Tính Tốc Độ Cắt Vào Thực Tế
Bước 1: Xác định vật liệu gia công và loại dao
Tra bảng thông số từ nhà sản xuất dao hoặc sổ tay công nghệ chế tạo máy. Ví dụ, với thép C45 dùng dao hợp kim cứng, Vc thường vào khoảng 100–130 m/ph.
Bước 2: Đo đường kính thực tế
Đo chính xác đường kính phôi (khi tiện) hoặc đường kính dao (khi phay). Sai số 1 mm có thể làm lệch tốc độ cắt đáng kể.
Bước 3: Tính số vòng quay n
Áp dụng công thức n = (Vc × 1000) / (π × D). Làm tròn đến giá trị có sẵn trên máy (ví dụ máy CNC cho phép nhập chính xác, máy thường có thang tốc độ cố định).
Bước 4: Kiểm tra và hiệu chỉnh
Chạy thử, nghe âm thanh cắt, quan sát dạng phoi. Nếu phoi mảnh, màu vàng nhạt – tốc độ hợp lý. Nếu phoi cháy xanh, giảm Vc hoặc tăng dung dịch trơn nguội.
Sai Lầm Thường Gặp Khi Tính Tốc Độ Cắt Và Cách Tránh
Nhầm lẫn giữa tốc độ cắt và tốc độ quay: Nhiều người nghĩ tốc độ cắt là số vòng quay. Thực tế, Vc là vận tốc dài, còn n là vận tốc góc.
Không đổi đơn vị: Đường kính D tính bằng mm nhưng đưa thẳng vào công thức không chia 1000, dẫn đến kết quả lớn gấp 1000 lần.
Bỏ qua yếu tố chiều sâu cắt: Khi cắt sâu (ap lớn), nhiệt sinh ra nhiều hơn, cần giảm Vc khoảng 10–20%.
Dùng một giá trị Vc cho mọi bước gia công: Gia công thô cần Vc thấp hơn gia công tinh để tránh rung động và đảm bảo chất lượng bề mặt.
Không cập nhật theo độ mòn dao: Khi dao đã mòn, giảm Vc xuống 70–80% giá trị ban đầu.
Lưu Ý Quan Trọng Khi Tính Toán Và Vận Hành
Luôn tham khảo catalog của hãng dao cắt vì mỗi hãng có khuyến nghị riêng về phạm vi Vc an toàn.
Đối với máy CNC, hệ thống điều khiển thường tự động tính toán tốc độ cắt nếu bạn nhập đúng đường kính, nhưng vẫn cần kiểm tra lại.
Khi gia công các vật liệu khó cắt (Inconel, Titan), tốc độ cắt chỉ nên từ 20–50 m/ph với dao hợp kim cứng phủ PVD.
Sử dụng dung dịch trơn nguội đúng loại (dầu cắt gọt, nhũ tương) giúp tăng khả năng giữ nhiệt, cho phép tăng Vc nhẹ.
Đo kiểm tốc độ quay thực tế bằng máy đo vòng quang học nếu nghi ngờ độ chính xác của máy.
Mối Liên Hệ Giữa Tốc Độ Cắt Và Các Thông Số Cắt Khác
Ngoài tốc độ cắt, quá trình gia công còn chịu ảnh hưởng của lượng chạy dao (f) và chiều sâu cắt (ap). Khi tăng tốc độ cắt, nhiệt sinh ra nhiều hơn, nhưng nếu giảm lượng chạy dao và chiều sâu cắt tương ứng, tổng tải nhiệt trên lưỡi cắt có thể duy trì ổn định. Nguyên tắc chung:
Gia công thô: Vc thấp (20–40% so với tinh), f lớn, ap lớn.
Gia công tinh: Vc cao (dựa trên bảng tra), f nhỏ, ap nhỏ.
Biểu đồ tương quan giữa Vc và tuổi thọ dao (đường Taylor thường có dạng Vc × T^n = hằng số) cho thấy chỉ cần tăng 20% Vc, tuổi thọ dao có thể giảm đến 50%. Do đó, cần cân nhắc giữa năng suất và chi phí dụng cụ.
FAQ – Các Câu Hỏi Thường Gặp Về Công Thức Tính Tốc Độ Cắt
Làm thế nào để tính tốc độ cắt cho máy phay CNC?
Xác định đường kính dao phay (mm), tốc độ cắt khuyến nghị từ nhà sản xuất (m/ph), sau đó dùng công thức n = (Vc × 1000) / (π × D). Nhập giá trị n vào máy. Nếu dùng dao phay ngón Ø10 mm với Vc 120 m/ph, n ≈ 3820 vòng/phút.
Tốc độ cắt có giống với tốc độ quay của trục chính không?
Không. Tốc độ quay (n) là số vòng quay trong 1 phút, trong khi tốc độ cắt (Vc) là quãng đường đi được của điểm cắt trong 1 phút. Hai đại lượng liên hệ qua đường kính D.
Công thức tính tốc độ cắt có áp dụng cho máy khoan cầm tay không?
Có. Bạn cần biết tốc độ không tải của máy (vòng/phút) và đường kính mũi khoan. Ví dụ, máy khoan 3000 rpm với mũi Ø8 mm cho Vc = (π×8×3000)/1000 ≈ 75 m/ph. So với khuyến nghị cho thép (80–100 m/ph) là phù hợp.
Khi nào cần điều chỉnh tốc độ cắt xuống thấp hơn công thức chuẩn?
Khi máy yếu, hệ thống kém cứng vững, gia công vật liệu dòn (gang cứng), cắt rãnh sâu, hoặc khi dao đã qua sử dụng lần thứ hai trở lên.
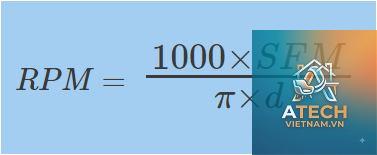
Đơn vị nào thường dùng trong công thức tính tốc độ cắt?
Phổ biến nhất là mét/phút (m/min). Ở một số nước châu Âu dùng mét/giây (m/s) hoặc feet/phút (SFPM). Cần đổi: 1 m/ph ≈ 0.01667 m/s; 1 m/ph ≈ 3.2808 SFPM.
Kết Luận
Công thức tính tốc độ cắt là nền tảng không thể thiếu trong mọi quy trình gia công cơ khí. Việc áp dụng đúng công thức, kết hợp với hiệu chỉnh dựa trên điều kiện thực tế (máy, dao, vật liệu) sẽ giúp đạt được năng suất cao, chất lượng bề mặt tốt và kéo dài tuổi thọ dụng cụ. Hãy luôn tra cứu số liệu từ nhà sản xuất và ghi chép kinh nghiệm vận hành để ngày càng hoàn thiện kỹ năng tính toán và vận hành máy công cụ.