Dao tiện là dụng cụ cắt gọt quan trọng nhất trên máy tiện. Một con dao sắc bén, được mài đúng góc độ không chỉ giúp bề mặt gia công nhẵn mịn mà còn tăng tuổi thọ dao và tiết kiệm thời gian. Nhiều thợ cơ khí dù có tay nghề cao vẫn gặp khó khăn khi tự tay thực hiện cách mài dao tiện chuẩn xác trên đá mài. Bài viết này sẽ giải thích toàn bộ quy trình, từ lý thuyết về hình dạng lưỡi cắt đến thực hành mài từng loại dao thông dụng như dao tiện ngoài, dao tiện trong, dao cắt đứt. Nắm vững kỹ thuật này giúp bạn chủ động hơn trong mọi công việc gia công cơ khí.
Mài dao tiện không đơn giản là làm sắc lưỡi cắt. Đây là quá trình tạo hình các mặt phẳng trên đầu dao theo những góc độ nhất định để đáp ứng yêu cầu cắt gọt. Mỗi loại vật liệu gia công (thép, nhôm, inox) và từng kiểu tiện (tiện thô, tiện tinh) đòi hỏi bộ thông số hình học riêng. Nếu mài sai, dao sẽ nhanh mòn, gây rung động, bavia hoặc thậm chí gãy vỡ.
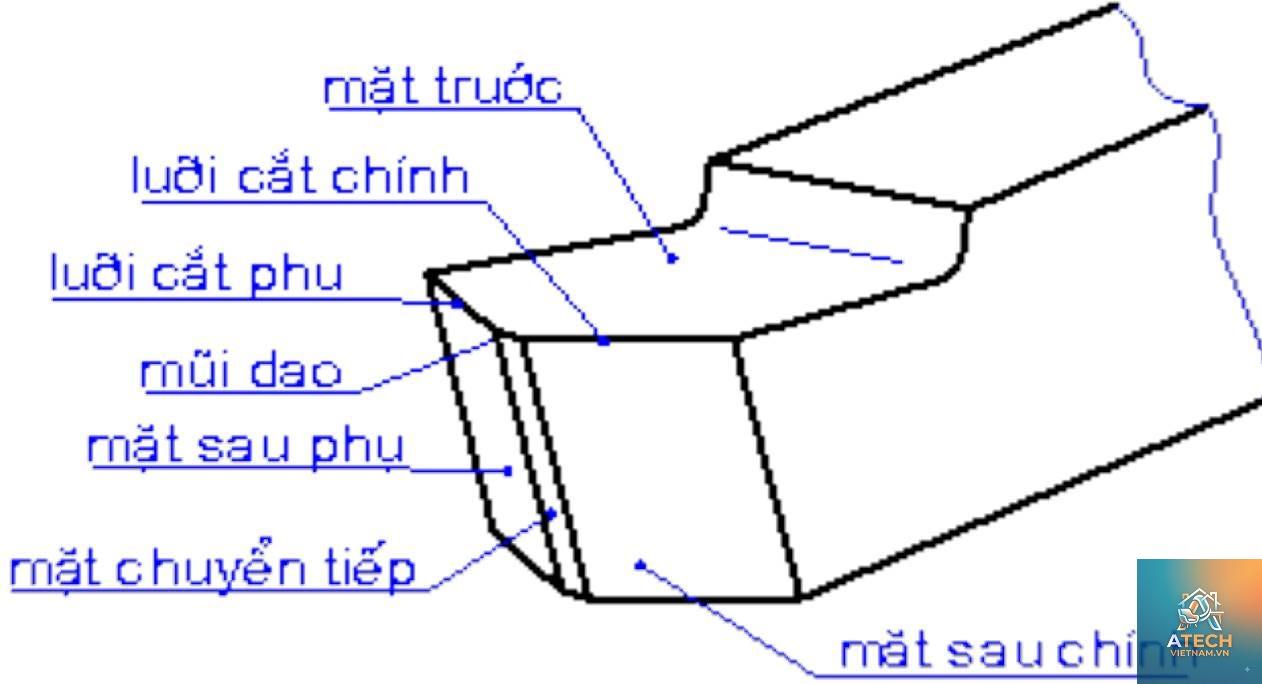
Cấu trúc cơ bản của một lưỡi dao tiện gồm: mặt trước (mặt thoát phoi), mặt sau chính, mặt sau phụ, lưỡi cắt chính và lưỡi cắt phụ. Góc mài quan trọng nhất là góc trước (rake angle), góc sau (clearance angle) và góc kẹp (nose angle). Trong thực tế mài, người thợ phải điều chỉnh ba yếu tố: vị trí đặt dao so với đá mài, hướng dịch chuyển và áp lực ép.
Phân loại phương pháp mài dao tiện
1. Mài tay trên đá mài hai đá
Phương pháp phổ biến nhất trong các xưởng cơ khí vừa và nhỏ. Thợ mài cầm dao trực tiếp và tì lên bề mặt đá quay. Ưu điểm là linh hoạt, có thể tạo góc tùy ý. Nhược điểm là phụ thuộc nhiều vào tay nghề, khó đạt độ chính xác cao nếu không có đồ gá.
2. Mài trên máy mài vạn năng (Universal Tool Grinder)
Dùng cho các dao có hình dạng phức tạp như dao tiện định hình, dao phay ngón. Máy có đầu phân độ và bàn trượt chính xác, cho phép mài các góc theo thông số thiết kế. Sai số có thể dưới 0,02 mm.
3. Mài bằng đá mài chuyên dụng kết hợp dung dịch làm mát
Thường dùng trong sản xuất hàng loạt. Dao được gá trên đồ gá và đưa vào đá mài với tốc độ, lượng tiến dao tự động. Dung dịch trơn nguội giúp giảm nhiệt, tránh cháy lưỡi cắt.
Phương pháp
Độ chính xác
Năng suất
Yêu cầu tay nghề
Chi phí đầu tư
Mài tay trên đá hai đá
Thấp – Trung bình
Thấp
Cao
Thấp
Máy mài vạn năng
Cao
Trung bình
Trung bình
Cao
Máy mài chuyên dụng tự động
Rất cao
Cao
Thấp
Rất cao
Hướng dẫn chi tiết cách mài dao tiện bằng phương pháp thủ công
Chuẩn bị trước khi mài
Trước hết cần xác định loại dao và vật liệu chế tạo dao. Dao thép gió (HSS) thường mài trên đá corindon (Al₂O₃) trắng hoặc hồng. Dao hợp kim cứng (cacbua) cần đá mài kim cương hoặc CBN vì độ cứng rất cao. Đá mài phải được cân bằng động, kiểm tra độ đảo mặt đầu không quá 0,03 mm. Tốc độ quay đá phù hợp: với đá corindon khoảng 20-25 m/s; với đá kim cương khoảng 15-20 m/s.
Chuẩn bị dung dịch làm mát (nước + 5% soda hoặc dầu cắt gọt). Nên có kính bảo hộ, găng tay mỏng và mặt nạ chống bụi. Điều chỉnh độ cao của tay đỡ dao trên máy mài sao cho bằng tâm trục động cơ, sai lệch không quá 1 mm để tránh dao bị vỡ hoặc mài không đều.
Quy trình mài dao tiện ngoài
Bước 1: Mài mặt sau chính – Đặt dao nghiêng một góc khoảng 8-12 độ so với mặt đá (tùy loại phôi). Đẩy dao nhẹ nhàng từ trái sang phải, không ấn mạnh. Lượng lấy đi mỗi lần khoảng 0,1 mm. Nếu mài quá nhanh, lưỡi cắt sẽ bị cháy (đổi màu xanh/tim).
Bước 2: Mài mặt sau phụ – Xoay dao 90 độ và mài cạnh bên, tạo góc sau phụ khoảng 6-8 độ. Lưỡi cắt phụ giúp giảm ma sát khi tiện bậc hoặc vai trục.
Bước 3: Tạo góc mũi dao – Dùng đá mài có bán kính phù hợp (thường R0,2 đến R1,0 mm) để bo tròn mũi dao. Với dao tiện tinh, bán kính mũi càng nhỏ thì độ bóng bề mặt càng cao.
Bước 4: Kiểm tra góc – Dùng thước đo góc chuyên dụng hoặc dưỡng mài. Góc mũi dao tiện ngoài thường là 80-90 độ; góc sau chính 8-10 độ; góc trước 0-6 độ (dương đối với thép, âm đối với gang).
Dao tiện trong có thân dài, lưỡi nhỏ nên khó mài hơn. Gá dao trên đồ gá mài hoặc dùng tay đỡ chắc chắn. Góc sau chính thường lớn hơn dao tiện ngoài (12-15 độ) do không gian làm việc trong lỗ hẹp. Khi mài mặt trước, cần chú ý giữ đúng hướng phoi thoát lên phía trên. Góc nâng (inclination angle) khoảng 0-2 độ để phoi cuộn đều.
Quy trình mài dao cắt đứt
Dao cắt đứt có lưỡi mỏng, nguy cơ gãy cao. Phải mài hai mặt bên đối xứng. Đầu tiên mài mặt trước tạo góc trước âm nhẹ (-5 độ) để tăng độ cứng vững. Sau đó mài hai mặt sau với góc thoát phoi khoảng 3-5 độ. Cuối cùng dùng đá mài mịn để tạo rãnh phoi (chip breaker) phía trước lưỡi cắt. Kích thước rãnh rộng 3-5 mm, sâu 0,5-1 mm.
Lợi ích và hạn chế của việc tự mài dao tiện
Lợi ích
Tiết kiệm chi phí mua dao mới, đặc biệt với các loại dao đặc thù.
Chủ động thay đổi hình dạng dao theo từng công việc cụ thể.
Giảm thời gian chờ đợi khi cần dao gấp.
Có thể tùy chỉnh góc mài để tối ưu cho từng loại vật liệu gia công.
Hạn chế
Chất lượng mài không ổn định nếu thiếu kinh nghiệm.
Không mài được dao hợp kim cứng chất lượng cao nếu không có đá kim cương đắt tiền.
Độ chính xác khó đạt bằng máy mài tự động.
Sai lầm thường gặp và cách tránh
Sai lầm 1: Mài quá nhanh, áp lực lớn – Lưỡi dao bị nung nóng đỏ, mất độ cứng. Cách tránh: mài với tốc độ chậm, nhúng nước thường xuyên (cứ 2-3 giây cho dao nhỏ, 5-10 giây cho dao lớn).
Sai lầm 2: Đặt góc sai giữa dao và đá mài – Dẫn đến mặt sau không đều, lưỡi cắt bị lệch. Nên dùng đồ gá góc hoặc thước đo góc cầm tay kiểm tra sau mỗi lần mài.
Sai lầm 3: Không mài mặt trước – Nhiều người chỉ mài mặt sau, bỏ qua mặt trước, khiến phoi không thoát được, sinh nhiệt lớn. Phải luôn mài cả mặt trước với góc trước phù hợp.
Sai lầm 4: Dùng đá mài không đúng chủng loại – Mài dao hợp kim trên đá thường làm mẻ cạnh. Luôn tra bảng chọn đá tương thích với vật liệu dao.
Ứng dụng thực tế trong gia công cơ khí
Trong xưởng sản xuất khuôn mẫu, dao tiện được mài để tiện các góc trong rất nhỏ (R0,2 mm) yêu cầu độ chính xác ±0,01 mm. Thợ mài phải dùng kính lúp để kiểm tra từng vết cắt. Với ngành chế tạo ô tô, dao tiện thường được mài với góc mũi R0,8 mm để đạt độ nhám bề mặt Ra 0,4 µm cho các chi tiết trục cam. Một mẹo thực tế: sau khi mài xong, dùng đá mài mịn (grit 600-800) mài lại nhẹ mặt trước để giảm nhám lưỡi cắt, giúp dao bền hơn 20-30%.
So sánh mài tay và mài máy
Tiêu chí
Mài tay
Mài máy
Thời gian mỗi dao
5-15 phút
1-3 phút
Độ lặp lại
Kém
Cao
Chi phí
Thấp
Cao
Yêu cầu kỹ năng
Cao
Trung bình
Thích hợp cho sản xuất
Đơn chiếc, sửa chữa
Hàng loạt lớn
Lưu ý quan trọng khi mài dao tiện
Luôn mài theo hướng từ đá ra ngoài để tránh bavia dính trên lưỡi cắt.
Không mài quá mỏng lưỡi cắt: độ dày tối thiểu 0,2 mm đối với dao thép gió, 0,1 mm đối với dao hợp kim.
Kiểm tra nhiệt độ bằng tay ngay sau khi mài: nếu chạm vào thấy bỏng tay, nghĩa là đã quá nóng. Nên nhúng ngay vào dung dịch làm mát.
Định kỳ đảo mặt đá mài để đá mòn đều, không bị lệch tâm.
Sau khi mài xong, dùng bàn chải đánh sạch bụi đá bám trên dao trước khi gá lên máy.
Tối thiểu gồm: máy mài hai đá hoặc máy mài để bàn, đá mài phù hợp với loại dao (50-80 grit cho mài thô, 120-180 grit cho mài tinh), thước đo góc, dung dịch làm mát, kính bảo hộ. Nếu có thêm đồ gá góc và kính lúp càng tốt.
Góc mài dao tiện chuẩn là bao nhiêu?
Không có con số cố định vì phụ thuộc vào vật liệu phôi và loại dao. Thông thường: tiện thép – góc sau 8-10°, góc trước 5-8°; tiện gang – góc sau 6-8°, góc trước âm từ 0 đến -5°; tiện nhôm – góc sau 10-12°, góc trước 15-20°. Nên tham khảo catalogue dao hoặc tài liệu kỹ thuật để chọn đúng.
Tại sao dao tiện sau khi mài lại bị cháy?
Nguyên nhân chính: tốc độ mài quá cao, áp lực tay quá lớn, hoặc không đủ dung dịch làm mát. Nhiệt độ vượt 600°C làm thép gió mất độ cứng (tempering). Để khắc phục, giảm tốc độ, dùng nước làm mát liên tục và mài nhẹ tay.
Mài dao tiện composite và dao thép gió khác nhau thế nào?
Dao composite (gốm, CBN) cực kỳ cứng, chỉ mài được bằng đá kim cương hoặc CBN, tốc độ đá thấp (<15 m/s) và cần lượng tiến dao rất nhỏ. Dao thép gió mềm hơn, có thể mài trên đá corindon thông thường, nhưng cần tránh cháy.
Có thể mài lại dao tiện cũ thành dao mới không?
Có, nhưng cần đảm bảo không mài quá nhiều làm thay đổi kích thước thân dao. Thường mài lại khoảng 0,3-0,5 mm chiều dài lưỡi cắt. Nếu mài sâu hơn, độ cứng lớp bề mặt có thể giảm.
Kết luận
Cách mài dao tiện đúng kỹ thuật là kỹ năng cốt lõi của người thợ cơ khí. Dù bạn chọn mài tay hay dùng máy mài chuyên dụng, nguyên tắc cốt lõi vẫn là kiểm soát góc độ, nhiệt độ và áp lực. Thực hành thường xuyên trên các loại dao phế phẩm sẽ rèn luyện cảm giác tay, giúp bạn đạt độ chính xác cao hơn. Đừng quên trang bị đầy đủ bảo hộ lao động và luôn ưu tiên chất lượng lưỡi cắt để tối ưu hiệu quả gia công. Nếu cần tìm hiểu sâu hơn về từng loại dao cụ thể, hãy tham khảo thêm các tài liệu kỹ thuật về công nghệ cắt gọt.





 an toàn và đúng kỹ thuật")


