Hàn sắt là một kỹ thuật gia công kim loại phổ biến, nhưng vấn đề biến dạng sau hàn luôn là cơn đau đầu của cả thợ hàn lẫn kỹ sư. “Cách hàn sắt không bị biến dạng” không chỉ là một từ khoá tìm kiếm mà còn là nhu cầu thực tế để đảm bảo độ chính xác, thẩm mỹ và khả năng chịu lực của sản phẩm. Biến dạng xảy ra do sự giãn nở và co lại không đồng đều của kim loại dưới tác dụng của nhiệt. Bài viết này sẽ hướng dẫn bạn các nguyên lý, kỹ thuật và mẹo thực tế để kiểm soát biến dạng khi hàn sắt, từ việc chọn que hàn, điều chỉnh dòng điện cho đến bố trí mối hàn và xử lý nhiệt.
Để tìm ra cách hàn sắt không bị biến dạng, trước hết cần hiểu rõ nguyên nhân gốc rễ. Biến dạng trong hàn chủ yếu do ba yếu tố: nhiệt độ, ứng suất dư và cấu trúc tinh thể của kim loại.
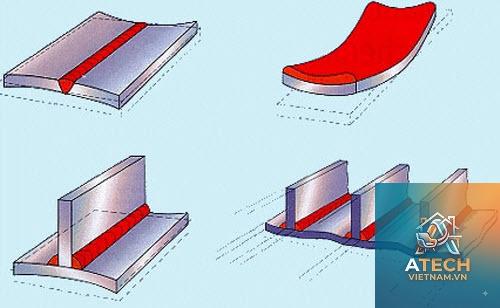
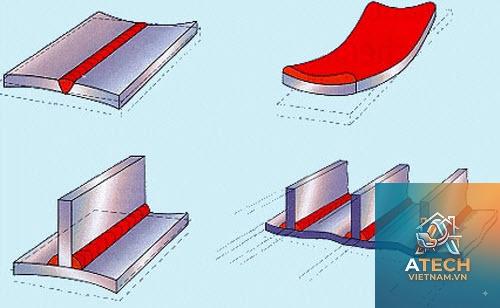
Sự giãn nở và co lại vì nhiệt
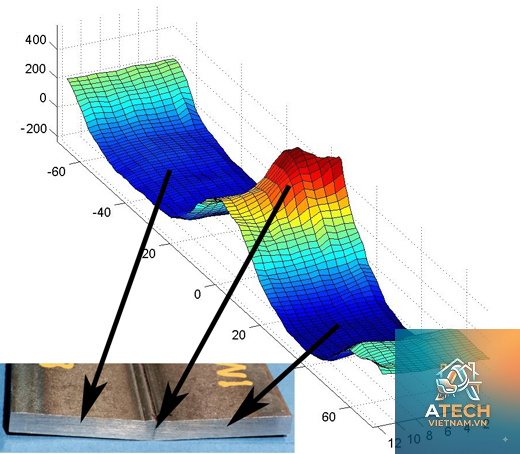
Khi que hàn tiếp xúc với bề mặt sắt, một vùng rất nhỏ được nung nóng đến hàng nghìn độ C. Kim loại tại vùng nóng chảy giãn nở mạnh, trong khi các vùng lân cận vẫn ở nhiệt độ thấp hơn nhiều. Ngay khi hồ quang tắt, kim loại nguội đi và co lại. Sự chênh lệch này tạo ra lực kéo và nén không đều, dẫn đến cong vênh, xoắn hoặc co ngót.
Ảnh hưởng của tốc độ hàn và nhiệt đầu vào
Tốc độ hàn chậm hoặc dòng điện quá cao khiến nhiệt tích tụ tại một điểm, làm tăng chiều rộng vùng ảnh hưởng nhiệt (HAZ). Vùng HAZ càng lớn thì nguy cơ biến dạng càng cao. Ngược lại, hàn quá nhanh có thể gây thiếu ngấu nhưng lại giảm được biến dạng. Việc cân bằng giữa nhiệt đầu vào và tốc độ là chìa khoá của “cách hàn sắt không bị biến dạng”.
Que hàn có hệ số giãn nở nhiệt khác nhau. Ví dụ, que hàn rutile (dùng cho thép carbon) thường tạo ra ít xỉ và dễ hàn nhưng có xu hướng sinh nhiều biến dạng nếu không kiểm soát dòng. Phương pháp hàn MIG (MAG) với khí bảo vệ CO2 hoặc Argon cho phép kiểm soát nhiệt tốt hơn so với hàn hồ quang tay (SMAW).
Kỹ thuật hàn sắt không bị biến dạng: Hướng dẫn chi tiết từ A đến Z
Các phương pháp này có thể áp dụng cho hàn thép tấm mỏng (1-3mm) lẫn thép kết cấu dày.
1. Chuẩn bị phôi và kẹp chặt đúng kỹ thuật
Trước khi hàn, đảm bảo các mép hàn được vát cạnh nếu chiều dày lớn hơn 6mm. Kẹp chặt phôi bằng đồ gá hoặc kẹp C để chống chuyển động. Sử dụng các thanh đỡ phụ hoặc tăng cứng tạm thời để phân tán nhiệt. Một mẹo nhỏ: để lại khe hở hàn 1-2mm (root gap) để bù cho sự co ngót.
2. Kỹ thuật hàn phân đoạn (skip welding / stitch welding)
Thay vì hàn liên tục một đường dài, hãy chia mối hàn thành các đoạn ngắn 20-40mm và hàn giãn cách. Cách này giúp nhiệt không tích tụ quá lâu tại một khu vực. Sau khi hàn xong đoạn thứ nhất, chờ vài giây để khu vực đó nguội bớt rồi mới hàn đoạn xa nhất tiếp theo. Kỹ thuật “hàn nhảy cóc” này giảm biến dạng đến 60% so với hàn liên tục.
3. Hàn từ trong ra ngoài hoặc từ trung tâm ra biên
Đối với các kết cấu lớn hoặc tấm phẳng, hãy bắt đầu từ điểm chính giữa và di chuyển ra các cạnh. Lực co ngót sẽ tự cân bằng và giảm hiện tượng vênh toàn bộ. Tương tự, hàn các chi tiết đối xứng cùng một lúc để tránh lệch tâm.
4. Sử dụng que hàn có đường kính phù hợp
Que hàn mỏng (2.5mm) phù hợp với thép tấm mỏng vì nhiệt đầu vào thấp. Với thép dày, dùng que 3.2mm hoặc 4.0mm và điều chỉnh dòng điện ở mức trung bình thấp hơn so với hàn thông thường. Điều này giúp kiểm soát nhiệt tốt hơn.
Chiều dày sắt (mm)
Đường kính que hàn (mm)
Dòng điện hàn (A) – vị trí bằng
Kỹ thuật giảm biến dạng
1-2
2.0 – 2.5
50-80
Hàn điểm ngắn, làm nguội bằng khí nén
3-5
2.5 – 3.2
90-130
Hàn gián đoạn, hàn đối xứng
6-10
3.2 – 4.0
140-180
Vát mép chữ V, hàn nhiều lớp mỏng
Trên 10
4.0 – 5.0
180-250
Gia nhiệt trước 150-200°C, hàn hồ quang ngắt quãng
5. Kỹ thuật hàn ngược chiều (backstep welding)
Hàn ngược chiều là cách hàn từ cuối mối hàn về phía đầu, chia mối hàn thành các đoạn ngắn. Mỗi đoạn được hàn ngược với hướng tổng thể. Phương pháp này làm giảm ứng suất kéo tập trung và biến dạng tích luỹ.
6. Gia nhiệt trước (preheating) và kiểm soát làm nguội
Đối với sắt dày hoặc thép hợp kim, gia nhiệt trước vùng hàn đến 100-200°C giúp giảm gradient nhiệt, từ đó giảm biến dạng. Sau khi hàn, làm nguội chậm bằng cách phủ cát, tro hoặc dùng chăn chịu nhiệt. Tuyệt đối không dội nước lạnh lên vùng hàn vì sẽ gây nứt và biến dạng sốc.
Kỹ thuật hàn MIG/TIG cho sắt mỏng – giảm thiểu biến dạng
Hàn MIG (GMAW) và TIG (GTAW) cho phép kiểm soát nhiệt đầu vào chính xác hơn so với hàn que. Khi hàn sắt mỏng (dưới 3mm), đây là “cách hàn sắt không bị biến dạng” hiệu quả nhất.
Hàn MIG: Chọn chế độ dòng thấp (80-120A), tốc độ cấp dây chậm, dùng khí CO2 hoặc hỗn hợp Ar + CO2. Giữ khoảng cách mỏ hàn 8-12mm, góc mỏ hàn 10-15° so với phương thẳng đứng.
Hàn TIG: Dùng điện cực thori hoặc lanthan, dòng AC hoặc DC tùy loại sắt. Tốc độ hàn nhanh hơn MIG nhưng yêu cầu tay nghề cao. Hàn TIG giúp vùng ảnh hưởng nhiệt rất nhỏ, biến dạng gần như bằng không nếu thao tác đúng.
Làm mát cưỡng bức: Sau mỗi đường hàn ngắn, dùng khí nén thổi vào vùng vừa hàn để tản nhiệt nhanh. Chỉ áp dụng khi kim loại đã nguội dưới 200°C (kiểm tra bằng nhiệt kế hồng ngoại).
Cách chọn que hàn và dòng điện để hạn chế biến dạng
Que hàn ảnh hưởng trực tiếp đến lượng nhiệt truyền vào phôi. Que hàn rutile (E6013) tạo hồ quang mềm, ít bắn toé nhưng sinh nhiều nhiệt. Que hàn cơ bản (E7018) cho mối hàn chịu lực tốt, nhưng cần dòng cao hơn. Lời khuyên: nếu ưu tiên chống biến dạng, chọn que có đường kính nhỏ hơn so với chiều dày vật liệu, hàn ở dòng thấp hơn 10-15% so với khuyến cáo của nhà sản xuất.
Ứng dụng thực tế của từng phương pháp chống biến dạng
Hàn khung cửa sắt, cửa cổng: Dùng kỹ thuật hàn gián đoạn (skip welding) kết hợp với đồ gá kẹp chặt. Khung thường làm bằng sắt hộp 30x60mm, hàn từ trong ra ngoài, mỗi đoạn hàn dài 30mm, cách nhau 80mm.
Hàn thùng xe tải, bồn chứa: Cần gia nhiệt trước và hàn nhiều lớp. Lớp đầu dùng que nhỏ, dòng thấp, lớp sau tăng dần cường độ. Sau khi hàn, ủ nhiệt toàn bộ mối hàn ở 600°C để giải phóng ứng suất.
Hàn đồ trang trí, tượng sắt nghệ thuật: Ưu tiên hàn TIG vì biến dạng rất ít. Dùng tốc độ hàn nhanh, que hàn phụ có đường kính 1.6-2.0mm.
So sánh các phương pháp hàn sắt và mức độ biến dạng
Phương pháp hàn
Mức biến dạng trung bình (mm/m)
Khả năng kiểm soát
Chi phí thiết bị
Phù hợp với
Hàn hồ quang tay (que)
1.5 – 3.0
Trung bình (phụ thuộc tay nghề)
Thấp
Sắt dày, kết cấu ngoài trời
Hàn MIG/MAG
0.5 – 1.5
Cao (cài đặt máy chính xác)
Trung bình
Sắt tấm vừa, sản xuất hàng loạt
Hàn TIG
0.2 – 0.8
Rất cao (yêu cầu kỹ năng)
Cao
Sắt mỏng, mỹ thuật, ống inox
Hàn laser
0.1 – 0.3
Cực cao (tự động)
Rất cao
Công nghiệp chính xác
Sai lầm thường gặp và cách tránh
Nhiều thợ hàn vô tình làm tăng biến dạng vì những thói quen xấu. Thay vào đó, hàn gián đoạn hoặc hàn lùi.
Dòng điện quá cao: Mối hàn cháy rộng, tăng vùng ảnh hưởng nhiệt. Luôn thử trên phôi thử trước khi hàn thật.
Không vát mép khi cần: Đối với sắt dày >6mm, không vát mép sẽ tạo mối hàn lồi, sinh ứng suất tập trung.
Làm nguội bằng nước ngay sau hàn: Gây sốc nhiệt, làm nứt mối hàn và biến dạng xoắn. Để nguội tự nhiên hoặc dùng cát.
Không sử dụng đồ gá: Khi hàn không cố định, phôi dễ xê dịch theo lực co ngót. Đầu tư đồ gá đơn giản giúp giảm 70% biến dạng.
Lưu ý khi hàn sắt không bị biến dạng
Bạn cần nắm vững các nguyên tắc sau để tối ưu kết quả:
Luôn kiểm tra độ phẳng của phôi trước khi hàn. Sử dụng thước thẳng và căn lá.
Khi hàn nhiều lớp, hãy đảo chiều hàn giữa các lớp (ví dụ lớp 1 hàn từ trái sang phải, lớp 2 từ phải sang trái).
Ghi chép thông số hàn (dòng, điện áp, tốc độ) cho từng loại sắt và quy trình. Điều này giúp tái lập kết quả.
Đầu tư máy hàn inverter có chức năng kiểm soát hồ quang và xung (pulse MIG) sẽ giảm nhiệt đầu vào đáng kể.
Nếu có thể, hàn thử trên phôi phế liệu trước để tinh chỉnh chế độ.
Câu hỏi thường gặp về cách hàn sắt không bị biến dạng
Làm thế nào để hàn sắt mỏng 1mm không bị cháy và biến dạng?
Dùng máy hàn TIG với dòng DC thấp, điện cực mài nhọn. Chế độ xung (pulse) ở tần số thấp giúp kiểm soát nhiệt cục bộ. Hàn từng điểm cách đều, mỗi điểm cách nhau 10-15mm. Không hàn liên tục quá 20mm. Luôn kẹp chặt phôi bằng đồ gá có đệm đồng để tản nhiệt.
Có thể dùng nước để làm nguội nhanh mối hàn nhằm giảm biến dạng không?
Không nên. Dội nước lạnh lên vùng hàn nóng sẽ gây ra martensite, làm kim loại giòn và nứt. Biến dạng sốc cũng lớn hơn. Tốt nhất là làm nguội chậm bằng cát hoặc để không khí tự nhiên. Nếu cần làm nguội nhanh, hãy dùng khí nén thổi vào vùng cách xa mối hàn 5cm, đợi đến khi nhiệt độ dưới 150°C.
Tại sao hàn sắt ống hay bị biến dạng xoắn?
Ống có thành mỏng và hình dạng khép kín, nhiệt truyền không đều. Cách hàn sắt ống không bị biến dạng: hàn đối xứng (hàn hai bên cùng lúc), dùng kỹ thuật hàn gián đoạn, và đặc biệt là sử dụng đồ gá định vị chống xoay. Nếu hàn ống tròn, nên hàn theo phương pháp “hàn leo” từ dưới lên để giảm co ngót hướng tâm.
Hàn sắt dày nên gia nhiệt trước ở nhiệt độ nào?
Với sắt có chiều dày trên 20mm, nên gia nhiệt trước từ 100-200°C tuỳ loại thép. Dùng đèn khò hoặc lò sưởi cảm ứng. Đo nhiệt độ bằng que thử hoặc nhiệt kế hồng ngoại. Sau hàn, duy trì nhiệt độ đó thêm 30 phút rồi để nguội chậm.
Có cần xử lý nhiệt sau hàn để loại bỏ biến dạng?
Có, xử lý nhiệt sau hàn (stress relieving) ở nhiệt độ 550-650°C trong 1-2 giờ tuỳ chiều dày sẽ giải phóng ứng suất dư và giảm biến dạng. Phương pháp này thường áp dụng cho kết cấu chịu lực, bồn áp lực. Với sản phẩm nhỏ, có thể dùng búa gõ nhẹ lên mối hàn và vùng lân cận khi còn nguội để giải toả ứng suất cục bộ.
Kết luận
Cách hàn sắt không bị biến dạng đòi hỏi sự kết hợp của nhiều yếu tố: lựa chọn phương pháp hàn phù hợp, kiểm soát nhiệt đầu vào, kỹ thuật hàn phân đoạn, chuẩn bị phôi và đồ gá chính xác. Quan trọng nhất là hiểu rõ bản chất nhiệt động của quá trình hàn và thực hành có chủ đích. Với sắt mỏng, hàn TIG hoặc MIG xung cho kết quả gần như hoàn hảo. Với sắt dày, hàn gián đoạn kết hợp gia nhiệt trước và xử lý nhiệt sau là giải pháp tối ưu. Hãy luôn thử nghiệm trước khi hàn thật và ghi chép thông số để xây dựng quy trình riêng cho từng loại công việc. Áp dụng đúng các kỹ thuật trên, bạn sẽ tiết kiệm thời gian, vật liệu và nâng cao chất lượng sản phẩm hàn.






 an toàn và đúng kỹ thuật")

