Việc nắm vững cách đo bánh răng là kỹ năng cốt lõi trong ngành cơ khí chính xác và bảo trì máy móc. Một bánh răng được chế tạo hoặc phục hồi không đúng thông số sẽ dẫn đến tiếng ồn, rung động, hao mòn nhanh và thậm chí phá hủy toàn bộ hệ thống truyền động. Bài viết này cung cấp quy trình đo bánh răng bài bản, từ các dụng cụ cầm tay đơn giản đến thiết bị chuyên dụng, giúp bạn xác định chính xác mọi thông số kỹ thuật.
Trước khi bắt đầu đo, cần phân biệt rõ các bộ phận chính của một bánh răng. Mỗi bộ phận có phương pháp đo riêng và yêu cầu độ chính xác khác nhau.
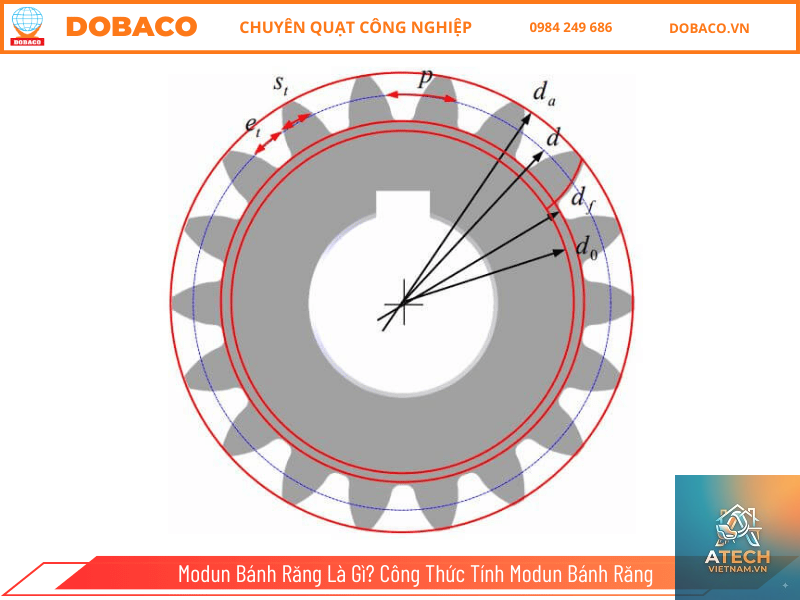
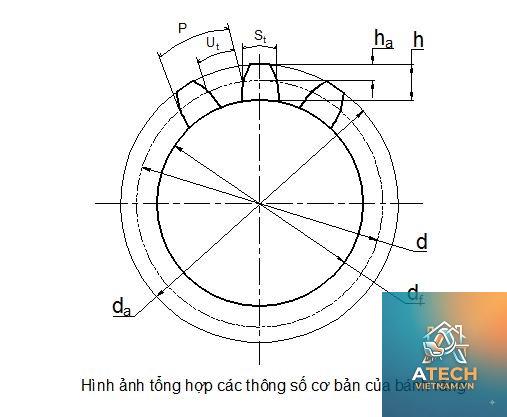
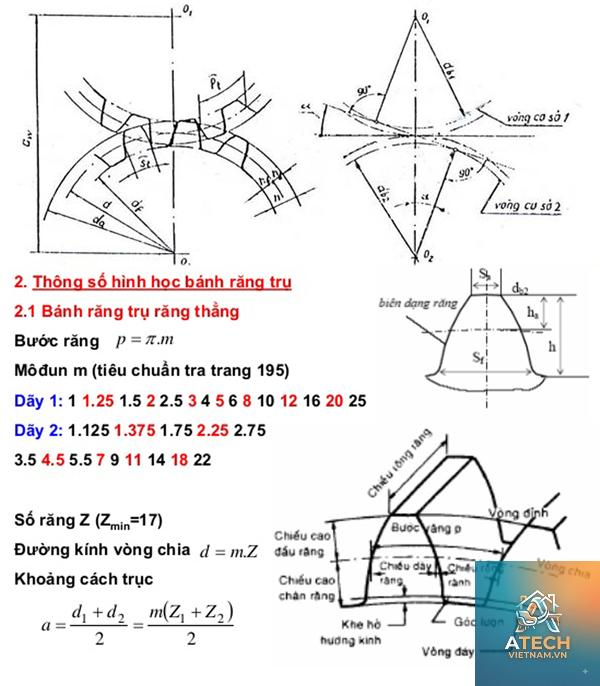
Đường kính vòng đỉnh (Da): Là đường kính lớn nhất của bánh răng, đo qua các đỉnh răng.
Đường kính vòng chân (Df): Là đường kính nhỏ nhất, đo qua các chân răng.
Đường kính vòng chia (D): Là đường kính lý thuyết nơi các răng ăn khớp với nhau, thường không đo trực tiếp được.
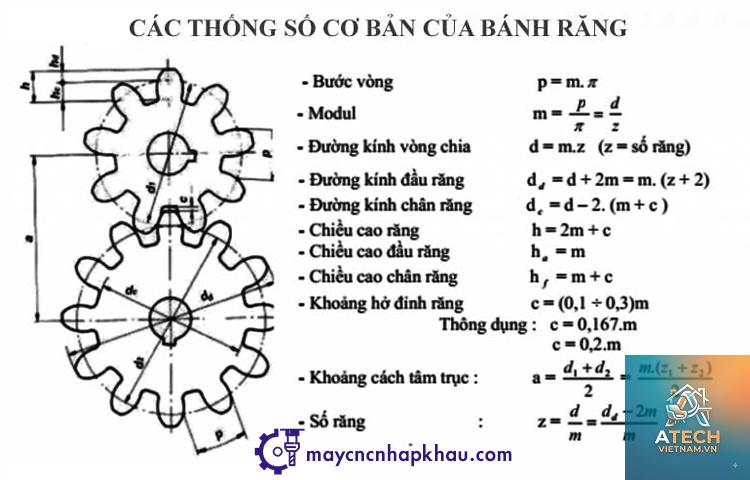
Modun (m): Thông số cơ bản xác định kích thước răng (m = D/Z).
Số răng (Z): Tổng số răng trên bánh răng.
Chiều dày răng / Khoảng răng: Khoảng cách giữa hai mặt bên của răng đo trên vòng chia.
Các thiết bị phổ biến để đo bánh răng
Tùy thuộc vào điều kiện hiện trường hay phòng thí nghiệm, bạn lựa chọn công cụ phù hợp. Bảng dưới đây so sánh ưu nhược điểm của các dụng cụ đo chính.
Thiết bị
Đo thông số chính
Độ chính xác
Phù hợp
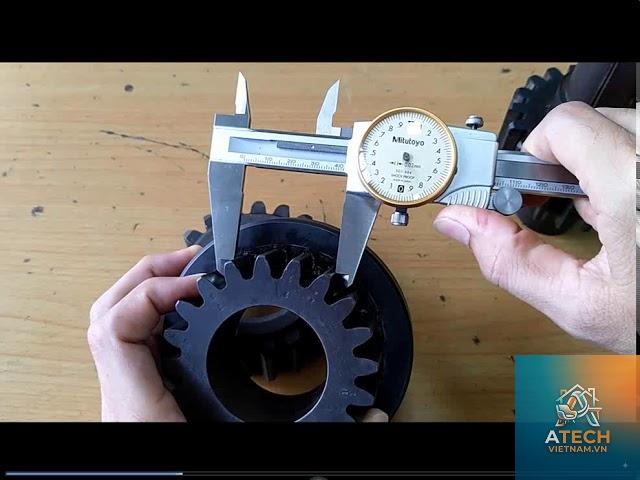
Thước cặp (Panme, Caliper)
Da, Df, độ dày răng
±0.02 – 0.1 mm
Hiện trường, đo nhanh
Panme đo răng (Gear Tooth Micrometer)
Chiều dày răng (Chordal thickness)
±0.005 mm
Kiểm tra sản xuất
Dưỡng modun (Gear Pitch Gauge / Module Gauge)
Modun, bước răng
Định tính
Nhận dạng nhanh
Đồng hồ so + trục chuẩn
Độ đảo hướng tâm, độ đồng tâm
±0.002 mm
Kiểm tra lắp ráp
Máy đo tọa độ (CMM) / Máy đo bánh răng chuyên dụng
Toàn bộ profile, sai lệch biên dạng
±0.001 mm
Phòng thí nghiệm, kiểm định
Hướng dẫn từng bước về cách đo bánh răng cơ bản
Quy trình dưới đây áp dụng cho bánh răng trụ răng thẳng – loại phổ biến nhất. Các bước có thể điều chỉnh cho bánh răng nghiêng hoặc côn.
Bước 1: Đếm chính xác số răng (Z)
Dùng bút đánh dấu một răng làm mốc, đếm lần lượt hết một vòng. Đếm ít nhất hai lần để tránh sai sót. Số răng là thông số nguyên thủy mà không cần dụng cụ đo phức tạp.
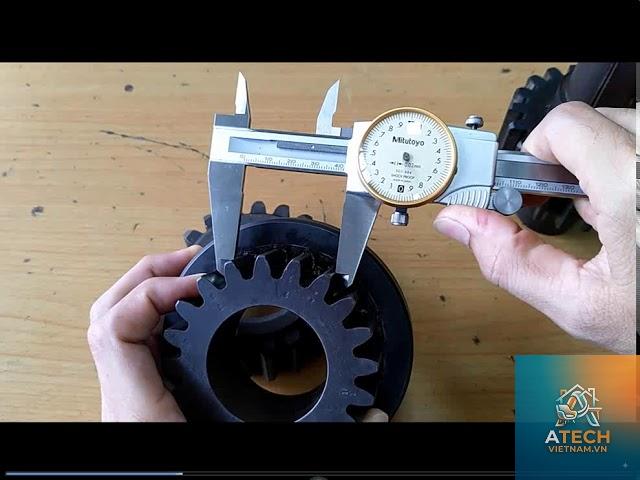
Bước 2: Đo đường kính vòng đỉnh (Da)
Sử dụng thước cặp hoặc panme đo đường kính ngoài. Cần chắc chắn rằng hai hàm đo tiếp xúc với đỉnh của hai răng đối diện nhau. Nếu bánh răng lẻ răng (số lẻ), việc đo trực tiếp Da rất khó. Khi đó, có thể đo qua 3 chốt (three-wire method) hoặc đo từng cặp răng và tính toán.
Lưu ý: Đối với bánh răng có đỉnh răng bị vát cạnh hoặc bị mòn, kết quả đo Da sẽ không chính xác. Cần kết hợp với modun đo được từ dưỡng để suy ra thông số thực tế.
Bước 3: Đo đường kính vòng chân (Df)
Đặt hàm đo vào đáy của hai khe răng đối diện. Khó khăn tương tự như đo Da nếu số răng lẻ. Dùng thước cặp có mỏ nhọn để đo chính xác hơn.
Bước 4: Xác định modun (m) – bước quan trọng nhất trong cách đo bánh răng
Có hai phương pháp thực tế:
Dùng thước đo bước răng (Pitch Gauge): Đặt lưỡi thước vào khe răng, nếu trùng khít thì đó là modun tiêu chuẩn. Có sẵn bộ dưỡng modun cho hệ mét (1, 1.25, 1.5, 2, 2.5, 3, 4, 5…) và pitch cho hệ inch.
Tính từ Da và Z: Công thức m = Da / (Z + 2) (với hệ số dịch chỉnh x = 0). Sau đó làm tròn về modun tiêu chuẩn gần nhất. Nếu bánh già (x>0) hoặc bánh lùi (x<0), công thức có sai số.
Kết hợp cả hai phương pháp để có kết luận chắc chắn. Sai một modun sẽ dẫn đến mua nhầm bánh răng thay thế.
Bước 5: Đo chiều dày răng (Chordal thickness) hoặc khoảng cách pháp tuyến chung (Span measurement)
Đây là thông số kiểm tra chất lượng gia công quan trọng nhất. Dùng panme đo răng chuyên dụng hoặc panme thường kết hợp với que đo hai chốt.
Khoảng cách pháp tuyến chung (Wk): Đo qua k số răng (thường k = Z/9 + 0.5). Công thức tính Wk tiêu chuẩn có thể tra bảng hoặc tính toán.
Chiều dày răng dây cung (Sc): Đo trực tiếp độ dày tại vòng chia. Dùng caliper có mỏ chuyên dụng hoặc panme đo răng.
So sánh kết quả đo với giá trị lý thuyết (tra bảng modulus và số răng). Sai lệch cho biết bánh răng đã mòn hay được chế tạo với dung sai thế nào.
Cách đo bánh răng bằng phương pháp ba chốt (Three-wire method)
Đây là phương pháp kinh điển để đo đường kính vòng chia và góc áp lực một cách gián tiếp, được sử dụng rộng rãi trong các xưởng cơ khí nhỏ.
Quy trình: Đặt ba chốt có đường kính chính xác (thường chọn chốt sao cho tiếp xúc gần vòng chia) vào ba khe răng cách nhau 120 độ. Dùng panme đo khoảng cách M giữa hai chốt đối diện. Từ M, suy ra đường kính vòng chia và kiểm tra góc áp lực (thường 20° hoặc 14.5°). Công thức tính được cho trong các sổ tay kỹ thuật.
Phương pháp này đòi hỏi chính xác khi chọn chốt và đo M. Sai số 0.01mm có thể dẫn đến kết luận sai modun.
Những sai lầm phổ biến khi thực hiện cách đo bánh răng
Bỏ qua độ mòn: Bánh răng đã vận hành lâu ngày có đỉnh răng bị mòn, đường kính vòng đỉnh nhỏ hơn thiết kế. Đo Da rồi tính modun sẽ cho kết quả sai. Cần kết hợp đo khoảng pháp tuyến chung hoặc dùng dưỡng modun.
Nhầm lẫn giữa modun và pitch: Bánh răng hệ mét dùng modun (m), hệ inch dùng pitch (DP = 25.4/m). Nếu nhầm lẫn, bánh răng sẽ không ăn khớp với bánh răng đối tiếp.
Đo không đúng vị trí: Đo chiều dày răng tại vị trí gần đỉnh thay vì tại vòng chia, hoặc đo khoảng cách pháp tuyến chung không đúng số răng k.
Không kiểm tra độ đảo: Một bánh răng có kích thước đúng nhưng độ đảo lớn vẫn gây rung động. Cần dùng đồng hồ so kiểm tra độ đảo hướng tâm trước khi lắp ráp.
Chỉ dùng một phương pháp: Đo bằng thước cặp đơn thuần rồi kết luận. Cần ít nhất hai phương pháp độc lập để xác nhận kết quả.
Trong bảo trì máy móc: Khi cần thay thế bánh răng hỏng, kỹ thuật viên phải đo các thông số của bánh cũ để đặt mua hoặc gia công lại. Nếu máy nhập khẩu không có tài liệu, việc đo chính xác là bắt buộc.
Trong kiểm tra chất lượng sản xuất: Mỗi lô bánh răng gia công cần kiểm tra chiều dày răng, độ đảo, profile bằng máy đo chuyên dụng hoặc panme răng để đảm bảo dung sai tiêu chuẩn (DIN, ISO, AGMA).
Trong thiết kế chế tạo: Kỹ sư thiết kế cần xác nhận thông số đo từ mẫu thử để hiệu chỉnh quy trình công nghệ.
Các câu hỏi thường gặp về cách đo bánh răng (FAQ)
Làm thế nào để xác định modun bánh răng khi không có dưỡng đo?
Đếm số răng Z, đo đường kính vòng đỉnh Da, tính m = Da/(Z+2). Làm tròn về modun tiêu chuẩn (1, 1.25, 1.5, 2, 2.5, 3, 4, 5, 6, 8, 10…). Kiểm tra lại bằng cách đo khoảng cách pháp tuyến chung và tra bảng tương ứng.
Có thể đo bánh răng bằng thước cặp thường không?
Được, nhưng chỉ đo được đường kính vòng đỉnh, vòng chân và ước lượng chiều dày răng. Để đo chiều dày răng chính xác, cần panme đo răng hoặc panme ba chốt. Thước cặp có độ chính xác thấp, dễ sai số khi hàm đo không song song với mặt răng.
Sai lệch cho phép giữa kết quả đo và lý thuyết là bao nhiêu?
Tùy cấp chính xác. Theo tiêu chuẩn DIN 867, cấp 9 (thông dụng trong máy nông nghiệp) cho phép sai lệch chiều dày răng ±0.05 mm. Cấp 6 (hộp số ô tô) yêu cầu ±0.02 mm. Cần tra bảng dung sai cho từng thông số.
Làm sao đo bánh răng xoắn (helical gear)?
Ngoài các bước cơ bản, cần đo góc xoắn (helix angle) bằng thước đo góc hoặc máy đo tọa độ. Bước răng thực tế phải quy đổi về mặt phẳng vuông góc với trục. Thông số modun phải gọi là modun pháp (mn) thay vì modun mặt đầu.
Cách đo bánh răng côn (bevel gear) có khác không?
Rất khác. Bánh răng côn có răng nằm trên mặt nón. Cần đo đường kính vòng đỉnh tại mặt lớn, góc côn, chiều dài răng, và modun tại mặt lớn (thường dùng modun tiêu chuẩn tại mặt lớn). Thường phải dùng máy đo chuyên dụng hoặc phương pháp ăn khớp thử.
Lưu ý an toàn và độ chính xác khi thực hiện các bước đo bánh răng
Làm sạch bề mặt bánh răng trước khi đo, loại bỏ dầu mỡ, ba via. Đặt bánh răng trên mặt phẳng chuẩn hoặc trên trục chính để tránh sai số do đặt lệch. Đối với panme, cần đo ở nhiệt độ phòng (20°C) vì nhiệt độ thay đổi làm giãn nở kim loại, gây sai lệch. Không dùng lực ấn quá mạnh khi đo vì sẽ làm biến dạng chốt hoặc hàm đo.
Đối với bánh răng có độ cứng cao hoặc đã qua tôi, việc đo bằng phương pháp cơ học có thể khó khăn do bề mặt quá cứng. Khi đó, ưu tiên dùng máy đo quang học hoặc CMM.
Kết luận
Kỹ thuật cách đo bánh răng không chỉ dừng lại ở việc lấy số đo đơn thuần mà đòi hỏi hiểu biết về cơ sở lý thuyết ăn khớp, khả năng chọn phương pháp phù hợp và kiểm tra chéo kết quả. Một quy trình đo bài bản giúp tiết kiệm chi phí thay thế, nâng cao tuổi thọ thiết bị và đảm bảo vận hành êm ái. Đối với những ứng dụng đòi hỏi độ chính xác cao, hãy kết hợp giữa đo thủ công và kiểm định bằng máy đo tọa độ hoặc thiết bị chuyên dụng. Luôn ghi chép lại tất cả thông số đo được để làm cơ sở cho bảo trì và thiết kế sau này.