Trong ngành cơ khí chế tạo, việc nắm vững cách đo độ côn là kỹ năng bắt buộc đối với bất kỳ kỹ thuật viên hay người vận hành máy nào. Độ côn của một chi tiết quyết định trực tiếp đến khả năng lắp ghép, chịu lực và độ bền của mối ghép. Một sai số nhỏ trong quá trình đo có thể dẫn đến chi tiết bị loại bỏ, gây lãng phí thời gian và nguyên vật liệu. Bài viết này cung cấp cách đo độ côn chuẩn xác, phổ biến nhất trong thực tế sản xuất, kèm phân tích ưu nhược điểm và lưu ý khi thực hiện, giúp bạn tự tin kiểm soát chất lượng sản phẩm.
Khái Niệm Độ Côn Và Tầm Quan Trọng Của Việc Đo Chính Xác
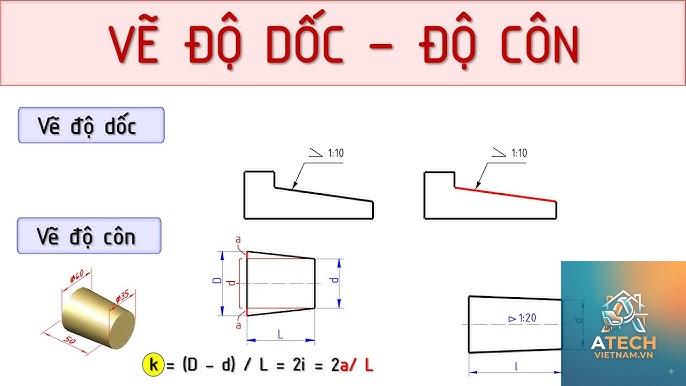
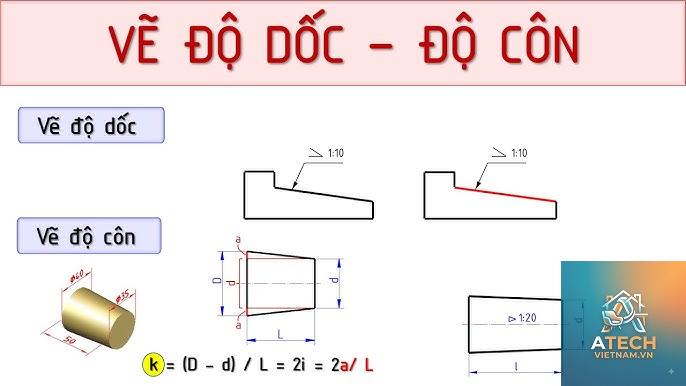
Độ côn là tỷ lệ giữa sự thay đổi đường kính và chiều dài của một bề mặt côn. Trong cơ khí, côn thường được biểu diễn dưới dạng tỷ số như 1:10, 1:20, hoặc theo góc côn (đơn vị độ hoặc phút). Việc đo độ côn không chỉ để xác định kích thước hình học mà còn ảnh hưởng trực tiếp đến khả năng tự hãm, truyền mô-men xoắn và độ đồng tâm của chi tiết quay.
Một mối ghép côn đúng tiêu chuẩn sẽ đảm bảo lực kẹp phân bố đều, giảm rung động và kéo dài tuổi thọ máy. Ngược lại, nếu sai lệch độ côn, mối ghép có thể bị lỏng hoặc quá chặt dẫn đến biến dạng, mất khả năng truyền lực. Vì vậy, biết cách đo độ côn bài bản giúp phát hiện sớm lỗi gia công và hiệu chỉnh kịp thời.
Phân Loại Các Loại Côn Phổ Biến Trong Cơ Khí
Trước khi đi vào cách đo độ côn, cần phân biệt rõ các loại côn thường gặp vì mỗi loại có tiêu chuẩn và phương pháp đo riêng:
Côn Morse (Morse Taper): Được sử dụng rộng rãi trong các máy tiện, máy phay, đầu cặp mũi khoan. Có các số hiệu từ MT0 đến MT7 với góc côn xấp xỉ 1:20 (thay đổi nhẹ theo từng số).
Côn hệ mét (Metric Taper): Có tỷ lệ côn chính xác như 1:20, 1:30, 1:50. Thường dùng cho trục chính máy công cụ, giá đỡ ổ bi.
Côn inch (Brown & Sharpe Taper): Tương tự côn Morse nhưng dùng ở các máy công cụ của Mỹ, có tỷ lệ 0,5 inch/feet.
Côn tự hãm và côn không tự hãm: Dựa vào góc côn để phân loại. Côn tự hãm (góc nhỏ) có khả năng giữ chặt nhờ ma sát, phù hợp cho mối ghép cố định. Côn không tự hãm (góc lớn) dễ tháo lắp, dùng trong ly hợp, van.
Các Phương Pháp Đo Độ Côn Phổ Biến Và Cách Thực Hiện
Có nhiều phương pháp để đo độ côn, từ thủ công đến sử dụng thiết bị chuyên dụng.
1. Sử Dụng Thước Cặp Và Đồng Hồ So Để Đo Độ Côn Gián Tiếp
Phương pháp này phù hợp với các chi tiết có độ côn vừa phải, không yêu cầu độ chính xác quá cao. Nguyên lý dựa trên việc đo đường kính tại hai vị trí cách nhau một khoảng xác định trên bề mặt côn.
Các bước thực hiện:
Làm sạch bề mặt côn và thước đo, đảm bảo không có dầu mỡ hay phoi bám.
Dùng thước cặp hoặc pan-me đo đường kính tại hai điểm trên chiều dài côn, thường chọn hai vị trí cách nhau 10mm, 20mm hoặc 50mm tùy kích thước chi tiết.
Ghi lại đường kính D1 tại vị trí thứ nhất và D2 tại vị trí thứ hai, cùng khoảng cách L giữa hai điểm đo.
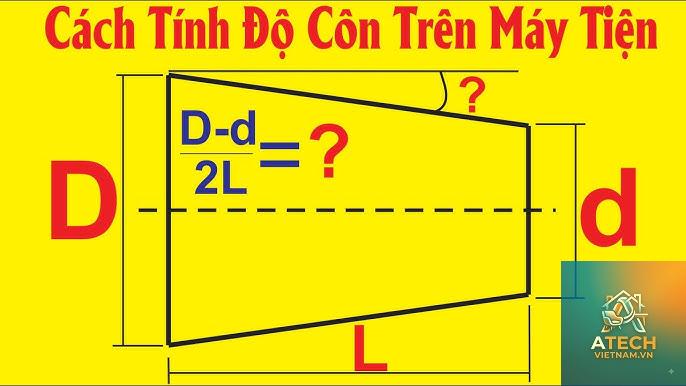
Tính độ côn theo công thức: Độ côn = (D1 – D2) / L. Nếu kết quả dương thì côn có đường kính lớn ở gần vai trục.
So sánh với giá trị độ côn tiêu chuẩn (theo bản vẽ) để đánh giá sai lệch.
Lưu ý: Phải đảm bảo các điểm đo nằm trên cùng một đường sinh của mặt côn, tránh đo chéo gây sai số lớn. Nên đo ít nhất 3 lần và lấy giá trị trung bình.
2. Đo Độ Côn Bằng Dưỡng Côn (Ring Gauge Và Plug Gauge)
Đối với sản xuất hàng loạt với yêu cầu kiểm tra nhanh, cách đo độ côn bằng dưỡng là giải pháp tối ưu. Dưỡng côn được chế tạo theo tiêu chuẩn (ví dụ dưỡng kiểm côn Morse) có sẵn đường kính và góc côn chính xác.
Quy trình kiểm tra:
Chọn dưỡng côn đúng tiêu chuẩn (cùng số hiệu côn Morse hoặc cùng tỷ lệ côn).
Bôi một lớp mỏng dung dịch màu (xanh Prussian hoặc đỏ) lên bề mặt dưỡng.
Lắp dưỡng vào lỗ côn hoặc lên trục côn cần kiểm tra, xoay nhẹ một vòng rồi rút ra.
Quan sát vết tiếp xúc: nếu màu phân bố đều trên toàn bộ chiều dài côn thì đạt yêu cầu. Nếu màu tập trung ở đầu to hoặc đầu nhỏ chứng tỏ độ côn bị sai lệch.
Phương pháp này cho phép đánh giá nhanh chất lượng bề mặt và sai lệch góc côn, nhưng không đo được giá trị cụ thể.
3. Sử Dụng Đồng Hồ So Và Role Đo Chính Xác Cao
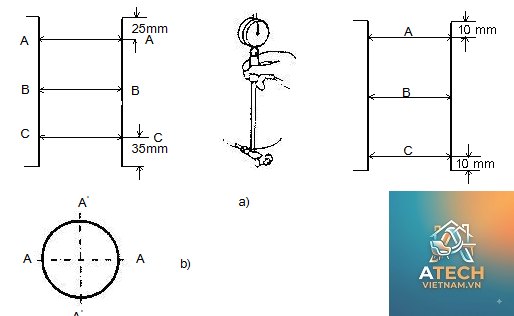
Đây là phương pháp đo gián tiếp nhưng có độ chính xác rất cao (sai số đến 0,001mm), thường dùng trong phòng thí nghiệm hoặc kiểm tra cuối cùng của chi tiết quan trọng. Nguyên lý đặt chi tiết lên khối V hoặc giữa hai mũi tâm, sau đó dùng đồng hồ so đo biến thiên đường kính dọc trục.
Các bước cụ thể:
Gá chi tiết lên hai mũi tâm hoặc khối V sao cho tâm quay chính xác.
Đặt đồng hồ so tiếp xúc với bề mặt côn tại một điểm gần đầu nhỏ.
Di chuyển đồng hồ so dọc theo đường sinh của côn (bằng bàn trượt hoặc role).
Ghi lại độ chênh lệch chỉ số (Δh) và khoảng cách di chuyển (ΔL).
Góc côn (α) được tính bằng công thức: tg(α/2) = Δh / ΔL. Suy ra độ côn toàn phần.
Phương pháp này yêu cầu kỹ thuật viên có kinh nghiệm để đặt đúng vị trí tiếp xúc và tránh sai số do rung động.
4. Đo Độ Côn Bằng Máy Đo 3D (CMM)
Trong các nhà máy hiện đại, máy đo tọa độ 3D (CMM) cung cấp cách đo độ côn chính xác nhất. Máy sẽ quét một loạt điểm trên bề mặt côn, sau đó phần mềm dựng hình và tính toán độ côn, độ tròn, độ thẳng của đường sinh.
Ưu điểm nổi bật:
Đo được nhiều thông số hình học cùng lúc.
Độ chính xác đến micro mét (0,001mm).
Lưu lại dữ liệu để phân tích xu hướng sản xuất.
Nhược điểm: Chi phí thiết bị cao, thời gian đo lâu đối với chi tiết lớn, cần người vận hành có chuyên môn sâu.
Bảng So Sánh Các Phương Pháp Đo Độ Côn
Phương pháp
Độ chính xác
Tốc độ
Chi phí đầu tư
Phù hợp với
Thước cặp / Pan-me
Trung bình (0,02 – 0,05mm)
Nhanh
Thấp
Đo nhanh tại xưởng, chi tiết đơn giản
Dưỡng côn (Ring/Plug)
Khá (tùy cấp chính xác dưỡng)
Rất nhanh
Trung bình
Kiểm tra loạt lớn, chấp nhận/loại bỏ
Đồng hồ so + Role
Cao (0,002 – 0,01mm)
Chậm
Trung bình
Kiểm tra chi tiết có yêu cầu cao
Máy đo 3D (CMM)
Cực cao (0,001mm)
Chậm
Rất cao
Phân tích chất lượng, phòng thí nghiệm
Lợi Ích Khi Nắm Vững Cách Đo Độ Côn
Tăng độ chính xác lắp ghép: Chi tiết côn khít với nhau hơn, giảm hiện tượng lỏng lẻo hay kẹt cứng.
Giảm phế phẩm: Phát hiện sớm lỗi độ côn trong quá trình gia công, tránh loạt sản phẩm hỏng hàng loạt.
Tối ưu chi phí bảo trì: Mối ghép côn đúng tiêu chuẩn giúp các bộ phận máy hoạt động ít hư hỏng hơn.
Nâng cao năng suất: Kỹ thuật viên tự tin thực hiện các bước hiệu chỉnh nhanh khi phát hiện sai lệch.
Những Sai Lầm Thường Gặp Khi Đo Độ Côn Và Cách Khắc Phục
Đo không đúng vị trí chuẩn: Nhiều người đo tại mép vát hoặc phần không thuộc bề mặt côn. Cách khắc phục: xác định rõ chiều dài côn trên bản vẽ, đánh dấu hai điểm đo chính xác.
Không làm sạch bề mặt: Dầu mỡ, phoi bám làm sai lệch kết quả. Luôn vệ sinh bằng dung môi trước khi đo.
Sử dụng thước đo không phù hợp: Dùng pan-me có độ chính xác thấp cho chi tiết côn yêu cầu dung sai nhỏ. Nên chọn dụng cụ đo có độ chia phù hợp với yêu cầu kỹ thuật.
Bỏ qua yếu tố nhiệt độ: Chi tiết nóng sau gia công có kích thước lớn hơn, nếu đo ngay sẽ cho kết quả sai. Để nguội về nhiệt độ phòng trước khi đo.
Không hiệu chuẩn dụng cụ đo: Thước cặp, đồng hồ so bị sai lệch do va đập. Nên kiểm tra định kỳ bằng căn mẫu.
Lưu Ý Quan Trọng Khi Áp Dụng Cách Đo Độ Côn Trên Máy Công Cụ
Đối với kỹ thuật viên vận hành máy tiện, máy phay, việc đo độ côn trực tiếp trên máy cần tuân thủ các nguyên tắc an toàn và kỹ thuật:
Luôn dừng máy hoàn toàn trước khi đặt dụng cụ đo vào chi tiết quay.
Khi sử dụng đồng hồ so, gá sao cho đầu đo vuông góc với bề mặt côn để tránh sai số cosin.
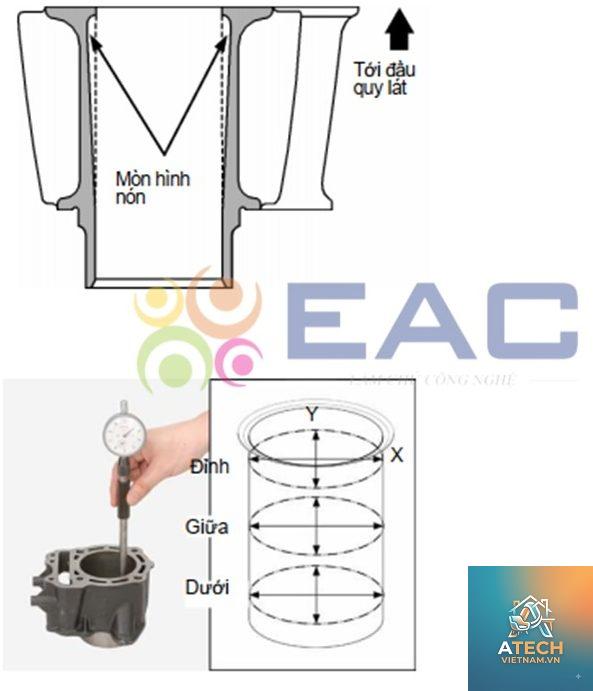
Ghi nhận giá trị đo ở nhiều vị trí khác nhau trên chu vi để phát hiện độ côn lệch tâm.
Đối với côn dài, nên dùng thêm giá đỡ để giảm rung động khi đo.
Ứng Dụng Thực Tế Của Việc Đo Độ Côn Trong Các Ngành
Ngành cơ khí chế tạo máy: Kiểm tra côn trục chính, côn ụ động, côn mũi khoan, côn trong các đầu cặp.
Ngành ô tô: Đo độ côn của trục truyền động, moay-ơ bánh xe, các chi tiết lắp ghép bằng côn.
Ngành hàng không: Yêu cầu cực kỳ khắt khe về độ côn đối với chi tiết động cơ, hệ thống thủy lực.
Ngành đóng tàu: Kiểm tra trục chân vịt, côn của khớp nối.
Độ côn 1:10 có nghĩa là khi chiều dài côn tăng hoặc giảm 10mm thì đường kính thay đổi 1mm. Góc côn toàn phần được tính arctan(1/10) ≈ 5,71 độ.
Làm thế nào để phân biệt độ côn đúng hay sai khi dùng dưỡng?
Khi bôi màu lên dưỡng và lắp vào, nếu vết màu chỉ xuất hiện ở đầu to hoặc đầu nhỏ là độ côn sai. Vết màu đều trên toàn bộ chiều dài cho thấy góc côn đúng, nhưng cần kiểm tra thêm độ xoay nếu có yêu cầu về vị trí.
Có thể đo độ côn bằng thước đo góc thông thường không?
Rất khó vì bề mặt côn thường ngắn, thước đo góc vạn năng (thước đo độ) khó căn chỉnh chính xác. Phương pháp này chỉ dùng để ước lượng sơ bộ, không thay thế được đo bằng thước cặp hoặc đồng hồ so.
Sai số cho phép khi đo độ côn là bao nhiêu?
Phụ thuộc vào yêu cầu kỹ thuật của chi tiết. Ví dụ côn Morse MT3 có dung sai góc côn ±1 phút (khoảng ±0,0003 rad). Đối với chi tiết thường, dung sai độ côn ghi trên bản vẽ thường là ±0,01 đến ±0,05mm trên chiều dài đo.
Tại sao kết quả đo độ côn giữa các lần lại khác nhau?
Nguyên nhân có thể do không ổn định nhiệt độ, dụng cụ đo chưa chuẩn, lực đo không đều, hoặc chi tiết bị biến dạng do mỏi. Nên đo ở nhiệt độ phòng ổn định và dùng lực đo chuẩn hóa (đối với pan-me có khung cố định).
Nắm vững cách đo độ côn là kỹ năng cốt lõi giúp kỹ thuật viên cơ khí kiểm soát chất lượng sản phẩm một cách hiệu quả. Từ các phương pháp đơn giản như dùng thước cặp đến công nghệ hiện đại như máy CMM, mỗi phương pháp đều có ưu nhược điểm riêng phù hợp với từng bối cảnh sản xuất. Quan trọng nhất là lựa chọn đúng phương pháp, tuân thủ quy trình và khắc phục các sai lầm thường gặp. Hy vọng hướng dẫn toàn diện này giúp bạn tự tin hơn trong công việc đo kiểm và gia công các chi tiết côn đạt tiêu chuẩn.




 an toàn và đúng kỹ thuật")
