Độ côn xilanh là một trong những thông số quan trọng nhất quyết định hiệu suất và tuổi thọ của động cơ đốt trong. Việc nắm vững cách đo độ côn xilanh không chỉ giúp đánh giá chính xác tình trạng hao mòn của khối động cơ, mà còn là cơ sở để quyết định nên mài, doa lại hay thay thế xilanh. Đối với các kỹ thuật viên và thợ sửa chữa ô tô, xe máy chuyên nghiệp, đây là kỹ năng thực hành bắt buộc phải thành thạo. Bài viết này sẽ cung cấp một quy trình đo độ côn xilanh chuẩn xác, từ việc lựa chọn dụng cụ đến phân tích kết quả đo lường.
Độ Côn Xilanh Là Gì? Bản Chất Và Nguyên Nhân Hình Thành
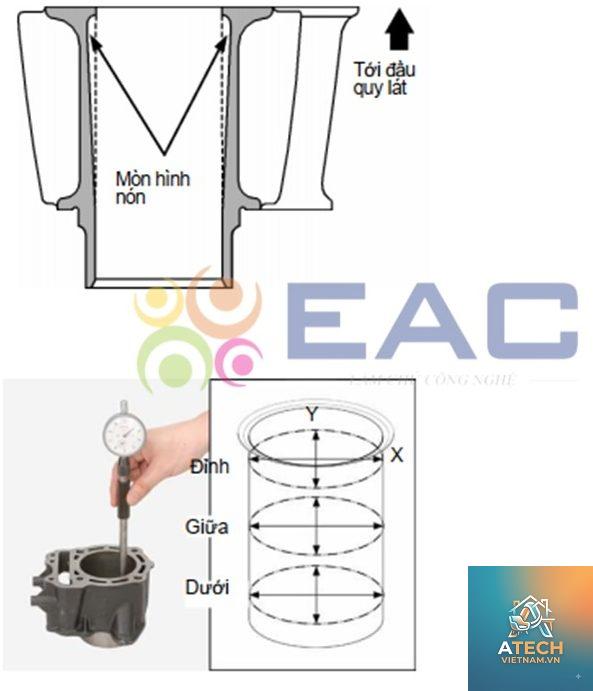
Độ côn xilanh là sự chênh lệch đường kính giữa phần đỉnh (phía trên cùng, gần nắp máy) và phần đáy (phía dưới cùng, gần trục khuỷu) của lòng xilanh. Trong quá trình vận hành, piston di chuyển lên xuống, lực tác dụng lên thành xilanh không đồng đều. Ở phần đỉnh xilanh, nơi chịu nhiệt độ và áp suất cháy cao nhất, tốc độ mài mòn thường lớn hơn phần đáy. Kết quả là đường kính phần đỉnh trở nên lớn hơn phần đáy, tạo thành hình dạng “hình nón cụt” ngược.
Nguyên nhân chính dẫn đến độ côn bao gồm điều kiện bôi trơn không đồng đều, nhiệt độ thành xilanh chênh lệch theo chiều dọc, và lực ngang của piston thay đổi theo hành trình. Khi độ côn vượt quá giới hạn cho phép, piston không thể ôm khít thành xilanh, gây ra hiện tượng tốn dầu nhớt, mất công suất, khói xanh và tiếng gõ động cơ.
Dụng Cụ Cần Chuẩn Bị Khi Thực Hiện Cách Đo Độ Côn Xilanh
Để đo độ côn xilanh một cách chính xác, bạn không thể chỉ dùng thước cặp thông thường.
Thước Panme ngoài (Outside micrometer): Dùng để căn chỉnh và kiểm tra độ chính xác của đồng hồ so, đo từ 50-100mm hoặc 75-100mm tùy kích thước xilanh.
Thanh nối và đầu đo thay thế: Có nhiều kích thước khác nhau để phù hợp với từng đường kính xilanh (thường từ 50mm đến 120mm).
Dung dịch làm sạch và khăn lau không xơ: Đảm bảo bề mặt xilanh sạch hoàn toàn, không dầu mỡ hay mạt kim loại.
Giấy nhám mịn hoặc đá mài tay: Dùng để đánh nhẹ bavia hoặc gờ mòn ở miệng xilanh trước khi đo.
Sổ tay ghi chép: Ghi lại số liệu từng vị trí đo để tính toán độ côn và độ méo.
Để đảm bảo kết quả đo có giá trị tham chiếu, quy trình phải được thực hiện tuần tự và tỉ mỉ. Sai sót trong bất kỳ bước nào cũng dẫn đến việc đánh giá sai tình trạng động cơ.
Bước 1: Vệ Sinh Và Chuẩn Bị Bề Mặt Xilanh
Tháo nắp máy và piston ra khỏi xilanh. Dùng dung dịch tẩy rửa chuyên dụng và khăn mềm lau sạch toàn bộ bề mặt lòng xilanh. Đặc biệt chú ý phần gờ mòn ở đỉnh xilanh – nếu có, cần dùng giấy nhám mịn hoặc đá mài tay để loại bỏ nhẹ nhàng. Lớp gờ này sẽ làm đầu đo của đồng hồ so bị cản trở, gây sai số nghiêm trọng.
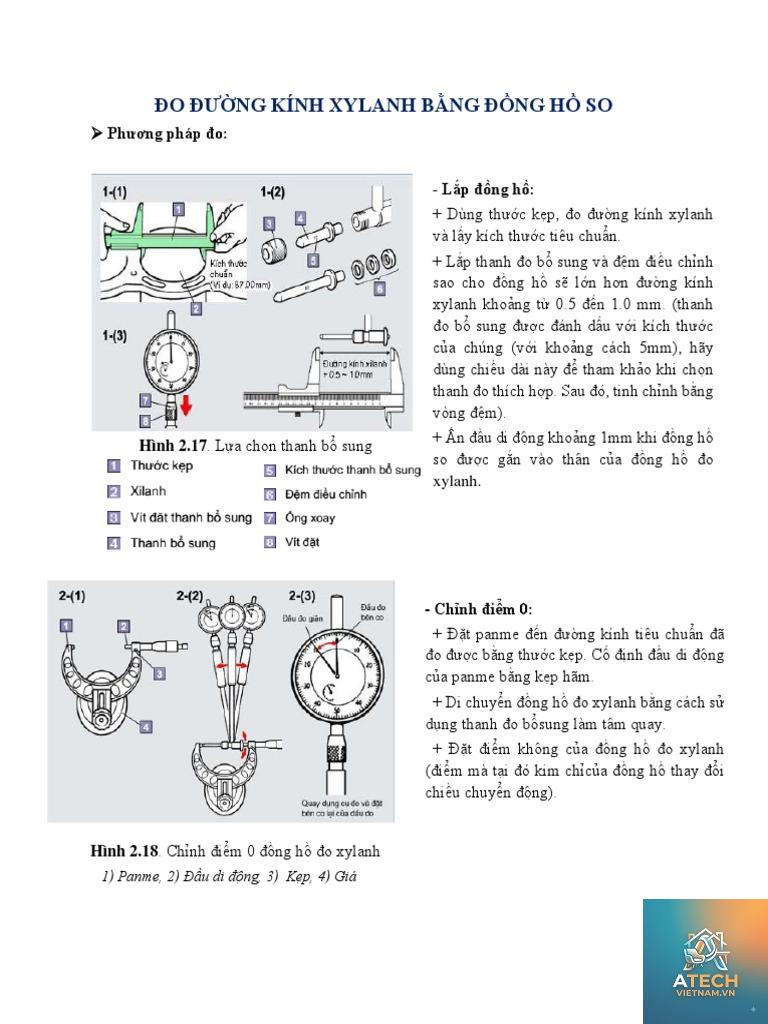
Bước 2: Căn Chỉnh (Calip) Đồng Hồ So Với Panme
Đây là bước quyết định độ chính xác. Chọn đầu đo phù hợp với kích thước xilanh, lắp vào thân đồng hồ so. Dùng panme ngoài vặn về kích thước xấp xỉ đường kính danh nghĩa của xilanh (ví dụ: xilanh động cơ 100mm thì vặn panme ở 100mm). Đặt đầu đo của đồng hồ so vào giữa hai đầu đo của panme, điều chỉnh sao cho kim đồng hồ chỉ đúng vạch “0”. Xoay mặt đồng hồ để vạch 0 trùng với kim chỉ. Lặp lại việc đặt và lấy ra vài lần để kiểm tra độ ổn định.
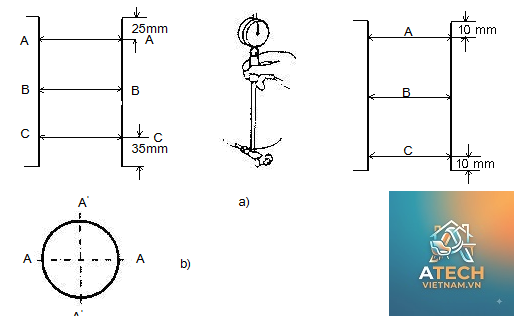
Bước 3: Xác Định Vị Trí Đo Trên Thành Xilanh
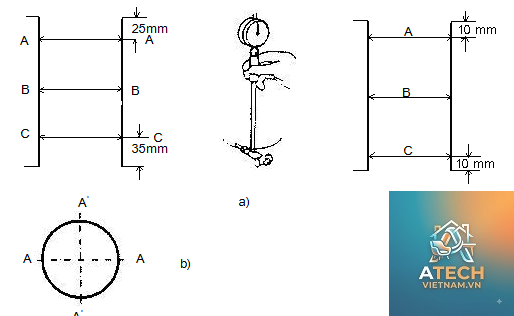
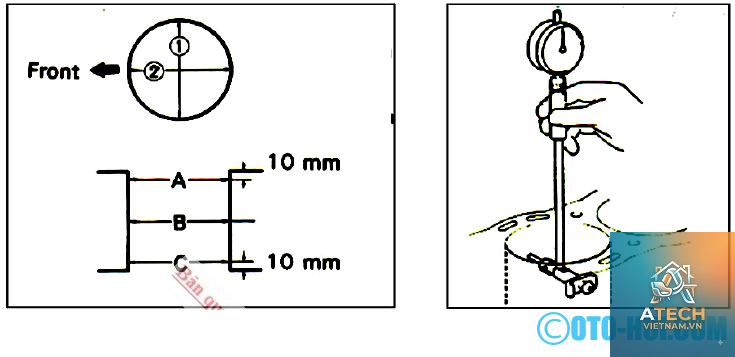
Chia chiều dài xilanh thành 3 vị trí chính:
Vị trí A (đỉnh): Cách mép trên xilanh khoảng 10-15mm.
Vị trí B (giữa): Tại điểm chính giữa hành trình piston.
Vị trí C (đáy): Cách mép dưới xilanh khoảng 10-15mm.
Ở mỗi vị trí, cần thực hiện hai phép đo: một theo hướng song song với trục khuỷu (hướng dọc) và một theo hướng vuông góc với trục khuỷu (hướng ngang). Như vậy tổng cộng có 6 giá trị cho một xilanh.
Bước 4: Tiến Hành Đo Và Ghi Nhận Số Liệu
Đưa đồng hồ so vào xilanh, đặt đầu đo đúng vị trí cần đo. Giữ thân đồng hồ so thật thẳng, không nghiêng. Đọc giá trị trên mặt đồng hồ: nếu kim lệch dương (+), đường kính thực tế lớn hơn giá trị chuẩn; nếu lệch âm (-), nhỏ hơn giá trị chuẩn. Ghi lại từng số liệu vào bảng mẫu. Đo ba lần tại mỗi vị trí và lấy giá trị trung bình để tăng độ tin cậy.
Bước 5: Tính Toán Độ Côn Và Độ Mép (Độ Ô Van)
Độ côn xilanh = Đường kính vị trí A – Đường kính vị trí C (cùng hướng đo). Thông thường, độ côn cho phép không vượt quá 0,02-0,03mm đối với động cơ xe hơi, và tối đa 0,05mm đối với động cơ xe tải. Nếu độ côn vượt ngưỡng, cần doa lại xilanh và thay piston kích thước larger.
Độ méo (độ ô van) = chênh lệch giữa đường kính hướng dọc và hướng ngang tại cùng một vị trí. Độ méo lớn nhất thường xuất hiện ở vị trí B. Nếu vượt quá 0,01-0,02mm, xilanh có thể đã bị biến dạng do nhiệt hoặc lực xiết không đều.
Ví Dụ Minh Họa Kết Quả Đo Thực Tế
Vị trí
Hướng dọc (mm)
Hướng ngang (mm)
Chênh lệch (méo)
Đỉnh (A)
100,05
100,04
0,01 mm
Giữa (B)
100,03
100,01
0,02 mm
Đáy (C)
100,01
100,00
0,01 mm
Trong ví dụ này, độ côn theo hướng dọc = 100,05 – 100,01 = 0,04 mm, hướng ngang = 100,04 – 100,00 = 0,04 mm. Cả hai hướng đều gần ngưỡng cho phép. Nếu động cơ này là xe du lịch, cần cân nhắc doa lại. Độ méo lớn nhất tại vị trí B là 0,02 mm, cũng ở mức cao.
So Sánh Các Phương Pháp Đo Độ Côn Xilanh
Bên cạnh đồng hồ so, thợ máy cũng có thể sử dụng một số dụng cụ khác. Phương pháp thước cặp chỉ nên dùng để ước lượng sơ bộ.
Lợi Ích Khi Nắm Vững Cách Đo Độ Côn Xilanh
Chẩn đoán chính xác nguyên nhân các triệu chứng như khói xanh, hao dầu, máy yếu.
Xác định đúng thời điểm cần đại tu động cơ, tránh thay thế sớm gây lãng phí.
Tối ưu hiệu suất sửa chữa: chỉ doa đúng mức cần thiết, kéo dài tuổi thọ động cơ.
Đảm bảo khe hở piston – xilanh đúng tiêu chuẩn, giảm tiếng ồn và rung động.
Nâng cao uy tín của thợ máy và garage với khách hàng nhờ quy trình chuyên nghiệp.
Những Sai Lầm Thường Gặp Khi Đo Độ Côn Và Cách Khắc Phục
Không vệ sinh kỹ xilanh: Mạt kim loại hoặc cặn dầu bám trên thành sẽ làm đầu đo không tiếp xúc đúng, gây sai số. Cách khắc phục: Luôn lau sạch và kiểm tra bằng mắt thường trước khi đo.
Đặt đồng hồ so không vuông góc: Khi thân đồng hồ bị nghiêng, đầu đo không nằm trên đường kính thực, kết quả sẽ nhỏ hơn thực tế. Cách khắc phục: Đảm bảo thân đồng hồ song song với trục xilanh, có thể dùng thước góc để hỗ trợ.
Quên căn chỉnh đồng hồ với panme: Nếu không calip trước khi đo, mọi số liệu đều vô nghĩa. Cách khắc phục: Thực hiện calip ngay trước khi đo từng xilanh, kiểm tra lại sau mỗi 2-3 lần đo.
Chỉ đo một hướng: Độ côn có thể khác nhau theo hướng dọc và ngang, bỏ qua một hướng sẽ không đánh giá hết mức độ biến dạng. Cách khắc phục: Luôn đo cả hai hướng vuông góc với nhau tại mỗi vị trí.
Sử dụng panme không chuẩn: Panme bị mòn hoặc chưa được hiệu chuẩn sẽ truyền sai số vào đồng hồ so. Cách khắc phục: Định kỳ kiểm định panme và đồng hồ so tại cơ quan đo lường.
Ứng Dụng Thực Tế Của Việc Đo Độ Côn Trong Bảo Dưỡng Động Cơ
Trong thực tế, kết quả đo độ côn xilanh quyết định trực tiếp đến hạng mục sửa chữa. Nếu độ côn dưới 0,02mm, có thể chỉ cần thay bạc xéc măng mới. Nếu từ 0,02-0,05mm, cần doa lại xilanh lên kích thước sửa chữa (oversize 0,25mm hoặc 0,50mm). Trên 0,05mm kết hợp với độ méo lớn, buộc phải thay block hoặc lắp lót xilanh.
Đối với động cơ diesel tải nặng, tiêu chuẩn thường khắt khe hơn. Các nhà sản xuất như Cummins, Caterpillar yêu cầu độ côn không quá 0,015mm khi nhiệt độ động cơ ở trạng thái nguội. Mỗi hãng đều có một tài liệu service manual riêng, thợ máy cần tham khảo thông số cụ thể cho từng dòng xe.
Lưu Ý Quan Trọng Trong Quá Trình Đo Độ Côn
Chỉ thực hiện đo khi xilanh nguội hoàn toàn (nhiệt độ dưới 30°C). Nhiệt độ cao làm giãn nở kim loại, gây sai số đến 0,01mm mỗi 10°C.
Kiểm tra độ sắc của đầu đo trên đồng hồ so. Đầu đo bị mòn hoặc biến dạng sẽ cho kết quả không chính xác.
Không dùng lực quá mạnh khi đưa đồng hồ so vào xilanh. Lực đẩy quá lớn có thể làm cong thân hoặc hỏng cơ cấu đồng hồ.
Ghi chép ngay số liệu sau mỗi lần đo, tránh để quên và nhầm lẫn giữa các vị trí.
Đối chiếu kết quả đo với thông số kỹ thuật của nhà sản xuất. Mỗi loại động cơ có giới hạn độ côn khác nhau, không áp dụng chung một công thức.
Câu Hỏi Thường Gặp (FAQ)
Độ côn xilanh bao nhiêu là bắt buộc phải doa?
Thông thường, khi độ côn vượt quá 0,03mm đối với động cơ xăng và 0,05mm đối với động cơ diesel, cần phải doa lại. Tuy nhiên, con số chính xác phải dựa vào tài liệu kỹ thuật của từng hãng xe. Một số động cơ cao cấp có dung sai chỉ 0,015mm.
Có thể đo độ côn xilanh mà không cần tháo piston không?
Không thể thực hiện chính xác nếu không tháo piston. Piston che khuất phần lớn thành xilanh, không thể đưa đồng hồ so vào các vị trí cần đo. Để đo độ côn đáng tin cậy, bắt buộc phải tháo nắp máy, piston và thanh truyền.
Làm thế nào để phân biệt độ côn và độ méo xilanh?
Độ côn là chênh lệch giữa đỉnh và đáy xilanh theo cùng một hướng. Độ méo (hay độ ô van) là chênh lệch giữa hai hướng đo vuông góc tại cùng một vị trí. Cả hai đều cần được đo và đánh giá độc lập. Một xilanh có thể vừa côn vừa méo.
Đo độ côn xilanh có cần dùng panme không?
Cần thiết. Panme dùng để thiết lập điểm zero cho đồng hồ so. Không có panme, bạn không biết giá trị tuyệt đối của đường kính xilanh, chỉ biết giá trị tương đối. Để tính độ côn, bạn cần so sánh các giá trị tuyệt đối.
Sau khi doa xilanh, có cần kiểm tra lại độ côn không?
Có. Sau khi doa, phải đo lại độ côn và độ méo để đảm bảo quá trình gia công đạt yêu cầu. Nếu độ côn vẫn còn, cần doa tinh chỉnh hoặc thay đổi phương pháp mài. Kiểm tra sau doa là bước không thể bỏ qua.
Dụng cụ đo nào cho kết quả nhanh và chính xác nhất?
Đồng hồ so chuyên dụng (dial bore gauge) là công cụ nhanh và chính xác nhất trong điều kiện xưởng sửa chữa. Nếu cần độ chính xác cao hơn (như phòng thí nghiệm), máy đo tọa độ (CMM) là tối ưu nhưng thời gian đo lâu hơn và chi phí cao.
Kết Luận
Cách đo độ côn xilanh là một quy trình kỹ thuật đòi hỏi sự cẩn thận, dụng cụ chính xác và kiến thức chuyên môn. Việc thực hiện đúng các bước từ vệ sinh, căn chỉnh đến ghi nhận số liệu sẽ giúp bạn đưa ra quyết định sửa chữa chính xác, tiết kiệm chi phí và kéo dài tuổi thọ động cơ. Hãy luôn nhớ rằng, mỗi một phần trăm sai số trong phép đo có thể dẫn đến hỏng hóc nghiêm trọng về sau. Đầu tư thời gian để thành thạo kỹ năng này chính là đầu tư cho sự bền vững của động cơ.