Trong lĩnh vực cơ khí chính xác, xây dựng và sản xuất, độ phẳng đóng vai trò sống còn trong việc đảm bảo chất lượng sản phẩm và khả năng lắp ráp. Khái niệm độ phẳng là gì không chỉ đơn thuần là bề mặt nhẵn nhụi, mà là một thông số hình học phức tạp được kiểm soát bởi các tiêu chuẩn khắt khe. Bài viết này sẽ phân tích từ định nghĩa cơ bản đến các phương pháp đo lường chuyên sâu, giúp bạn nắm trọn vẹn kiến thức về thông số kỹ thuật quan trọng này.
Khái niệm độ phẳng là gì? Bản chất và định nghĩa chính xác
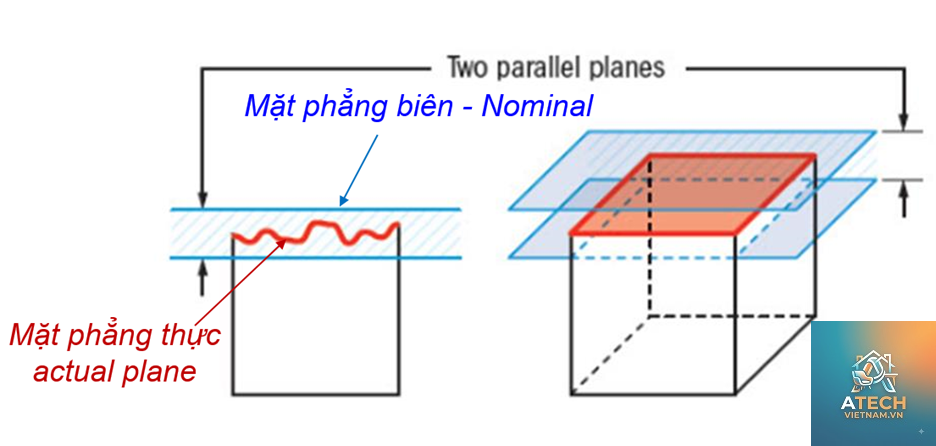
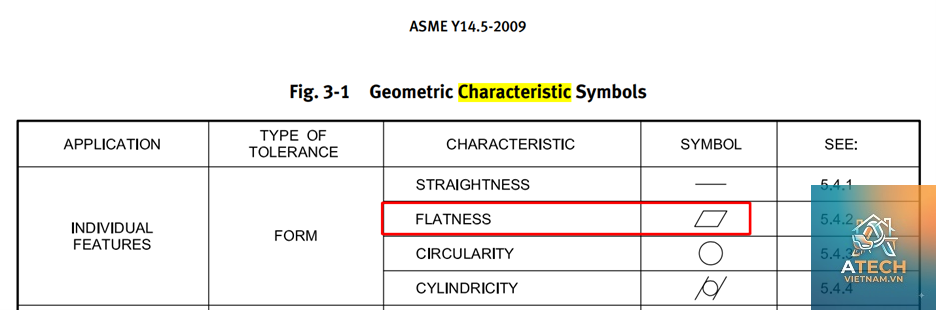
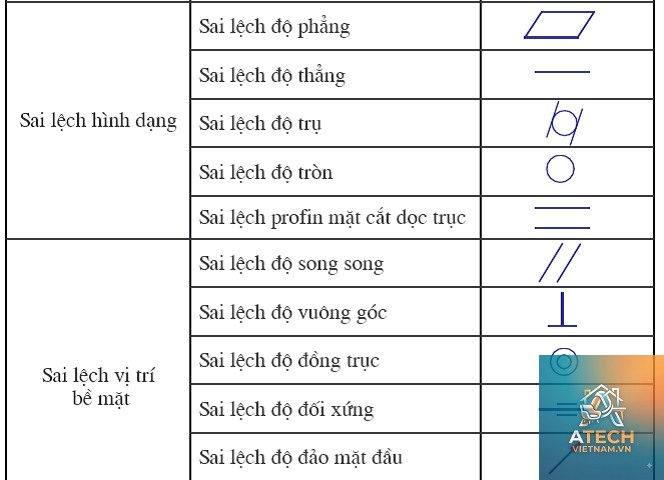
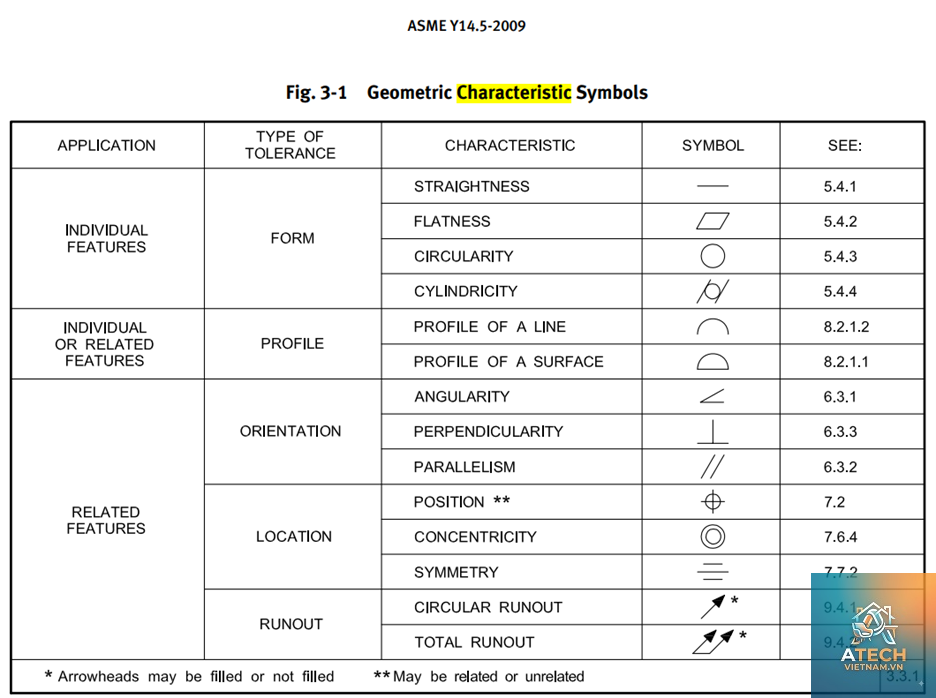
Độ phẳng là một khái niệm hình học dùng để chỉ mức độ mà một bề mặt thực tế sai lệch so với một mặt phẳng lý tưởng. Nói cách khác, đó là đại lượng đánh giá sự “cong vênh”, “gồ ghề” hoặc “nhấp nhô” của bề mặt khi so sánh với một mặt phẳng hoàn hảo về mặt toán học. Trong tiêu chuẩn kỹ thuật, độ phẳng là một trong những dung sai hình học quan trọng, ký hiệu bằng một hình bình hành và giá trị sai lệch cho phép.
Bản chất của việc kiểm soát độ phẳng là để đảm bảo bề mặt chi tiết tiếp xúc tốt, phân bố đều áp lực, giảm rung động và tăng độ bền cho mối ghép. Đối với các ngành sản xuất tinh vi sản phẩm, việc hiểu rõ độ phẳng là gì giúp kỹ sư xác định chính xác yêu cầu kỹ thuật và lựa chọn phương pháp gia công phù hợp.
Dung sai độ phẳng và cách đọc ký hiệu trên bản vẽ
Dung sai độ phẳng là gì?
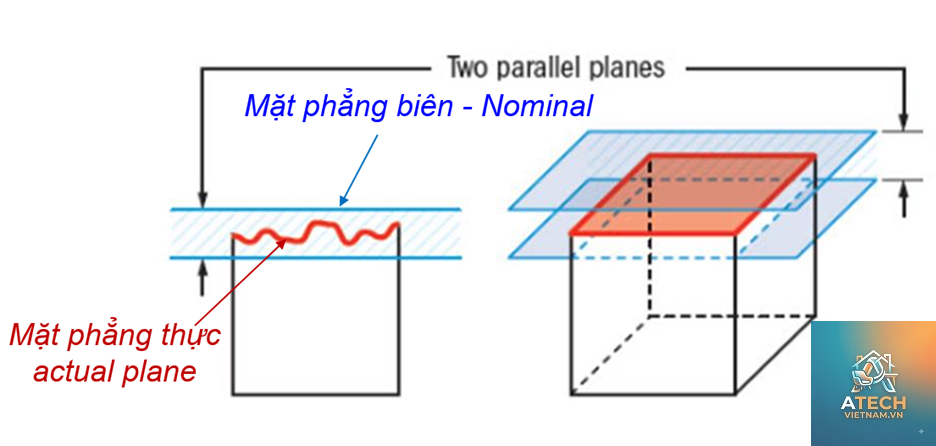
Dung sai độ phẳng là khoảng cách lớn nhất cho phép giữa hai mặt phẳng song song bao quanh toàn bộ bề mặt thực tế. Nếu bề mặt thực tế nằm hoàn toàn bên trong hai mặt phẳng này thì đạt yêu cầu. Giá trị dung sai thường được biểu diễn bằng milimét (mm) hoặc micromet (µm).
Ví dụ cụ thể: Nếu bản vẽ yêu cầu độ phẳng 0.02 mm, có nghĩa là toàn bộ bề mặt chi tiết không được chênh lệch quá 0.02 mm so với mặt phẳng lý tưởng.
Cách đọc ký hiệu dung sai độ phẳng trên bản vẽ kỹ thuật
Ký hiệu dung sai độ phẳng gồm một hình bình hành, tiếp theo là giá trị dung sai và chữ cái chỉ chuẩn tham chiếu (nếu có). Ô chỉ dẫn được nối với bề mặt cần kiểm soát bằng một mũi tên. Nếu không có chữ cái chuẩn tham chiếu, nghĩa là độ phẳng được xác định độc lập với các yếu tố khác.
Ký hiệu trên bản vẽ
Ý nghĩa
⎣ 0.05
Dung sai độ phẳng 0.05 mm, áp dụng cho bề mặt được đánh dấu.
⎣ 0.1 A
Dung sai độ phẳng 0.1 mm so với mặt phẳng chuẩn A.
Phân loại và các cấp độ phẳng trong sản xuất
Phân loại theo phạm vi ứng dụng
Độ phẳng bề mặt làm việc: Áp dụng cho các bề mặt đỡ, bàn máy, đường trượt.
Độ phẳng bề mặt lắp ghép: Quyết định độ kín khít và khả năng truyền lực giữa các chi tiết.
Độ phẳng bề mặt chuẩn: Dùng làm chuẩn đo lường, yêu cầu độ chính xác cực cao.
Các cấp độ phẳng theo tiêu chuẩn quốc tế (ISO 1101)
Dựa trên giá trị dung sai, độ phẳng được chia thành nhiều cấp khác nhau, từ cấp chính xác nhất (cấp 0, cấp 1) dùng cho dụng cụ đo lường đến cấp thông thường (cấp 6, cấp 7) dùng cho các chi tiết đúc, rèn.
Đây là phương pháp đơn giản, phổ biến tại phân xưởng. Người đo đặt thước thẳng chuẩn lên bề mặt cần kiểm tra, sau đó dùng căn lá để đo khe hở giữa thước và bề mặt. Giá trị khe hở lớn nhất chính là sai lệch độ phẳng. Phương pháp này phù hợp cho các chi tiết có kích thước vừa và nhỏ, yêu cầu độ chính xác không quá cao.
Đo bằng bàn máp (bàn rà) và đồng hồ so
Bàn máp là một mặt phẳng chuẩn có độ phẳng rất cao. Chi tiết cần đo được đặt lên bàn máp, dùng đồng hồ so di chuyển trên bề mặt để đọc biến thiên chiều cao. Sai lệch lớn nhất của các điểm đo là giá trị độ phẳng. Phương pháp này cho kết quả nhanh, chính xác tới micromet.
Đo bằng máy đo tọa độ CMM (Coordinate Measuring Machine)
Đây là phương pháp hiện đại nhất, sử dụng đầu dò và hệ thống tọa độ 3D để quét toàn bộ bề mặt chi tiết. Phần mềm sẽ xây dựng mặt phẳng thực tế và tính toán độ lệch phẳng theo tiêu chuẩn. CMM cho phép đo các chi tiết có hình dạng phức tạp và lập báo cáo chi tiết với độ chính xác cao.
Đo bằng interferometer (giao thoa kế quang học)
Ứng dụng trong đo lường siêu chính xác, ánh sáng laser được chiếu lên bề mặt và tạo ra các vân giao thoa. Hình dạng vân giao thoa cho biết mức độ phẳng của bề mặt với độ chính xác đến nanomet. Phương pháp này thường dùng để kiểm chuẩn bàn máp, thước chuẩn.
Ứng dụng cụ thể của độ phẳng trong các ngành công nghiệp
Trong chế tạo máy và cơ khí chính xác
Độ phẳng của bệ máy, bàn trượt và ray dẫn hướng quyết định độ chính xác gia công của máy công cụ. Nếu bệ máy không phẳng, các chi tiết khi gia công sẽ bị sai lệch kích thước và hình dáng. Ví dụ, máy phay CNC yêu cầu độ phẳng bàn máy đạt cấp 2 hoặc cấp 3 để đảm bảo độ song song khi phay các mặt phẳng lớn.
Trong xây dựng và sản xuất bê tông
Sàn nhà xưởng, sân bay hay mặt đường bê tông yêu cầu độ phẳng nhất định để đảm bảo an toàn, thoát nước và vận hành xe cộ. Trong các dự án sàn bê tông thương mại, độ phẳng thường được đo bằng quy tắc 2 mét hoặc 3 mét, với dung sai cho phép từ 3 mm đến 6 mm tùy cấp độ sàn.
Trong sản xuất linh kiện điện tử
Các tấm wafer silicon làm nền cho chip bán dẫn yêu cầu độ phẳng cực kỳ cao. Sai lệch độ phẳng chỉ vài micromet có thể làm hỏng toàn bộ quá trình quang khắc, dẫn đến lỗi mạch điện tử. Độ phẳng là một trong những thông số then chốt trong sản xuất vi mạch.
Trong ngành ô tô và hàng không
Bề mặt lắp ghép của nắp máy, thân máy và hộp số phải đảm bảo độ phẳng để gioăng làm kín hoạt động hiệu quả, tránh rò rỉ dầu và khí. Các khung vỏ máy bay cũng yêu cầu độ phẳng cao để giảm lực cản khí động học và đảm bảo an toàn kết cấu.
Các yếu tố ảnh hưởng đến độ phẳng của bề mặt gia công
Chất lượng thiết bị gia công: Máy móc cũ, độ rung lớn khiến bề mặt dễ bị cong vênh.
Chế độ cắt: Tốc độ cắt, lượng ăn dao và chiều sâu cắt không phù hợp tạo ra lực cắt lớn làm biến dạng nhiệt và cơ.
Vật liệu chi tiết: Vật liệu mềm dẻo dễ bị cong khi kẹp chặt hoặc sau khi gia công do ứng suất dư.
Phương pháp kẹp chặt: Lực kẹp không đều hoặc định vị sai khiến chi tiết bị biến dạng đàn hồi.
Xử lý nhiệt: Nhiệt luyện không đều gây ra ứng suất nhiệt, làm cong vênh bề mặt.
So sánh độ phẳng với các sai lệch hình học khác
Loại sai lệch
Định nghĩa
Khác biệt với độ phẳng
Độ thẳng
Mức độ sai lệch của một đường so với đường thẳng lý tưởng.
Độ phẳng áp dụng cho bề mặt 2 chiều, còn độ thẳng áp dụng cho một đường (1 chiều).
Độ song song
Khoảng cách không đổi giữa hai bề mặt hoặc hai đường.
Độ song song cần có chuẩn tham chiếu, còn độ phẳng độc lập.
Độ vuông góc
Góc giữa hai bề mặt là 90 độ.
Độ phẳng không liên quan đến góc, chỉ đánh giá độ phẳng của một bề mặt.
Độ tròn
Sai lệch của đường tròn thực tế so với đường tròn lý thuyết.
Áp dụng cho mặt tròn xoay, khác với mặt phẳng.
Lưu ý quan trọng khi kiểm soát và cải thiện độ phẳng
Không nên nhầm lẫn giữa độ phẳng và độ nhẵn bề mặt. Độ nhẵn là chỉ những nhấp nhô vi mô rất nhỏ (Ra, Rz), còn độ phẳng là sai lệch vĩ mô trên toàn bề mặt. Một bề mặt có thể rất nhẵn nhưng vẫn bị cong vênh.
Khi thiết kế bản vẽ, cần xác định dung sai độ phẳng hợp lý dựa trên chức năng của chi tiết, khả năng công nghệ và chi phí sản xuất. Dung sai càng chặt thì thời gian gia công và giá thành càng cao.
Để cải thiện độ phẳng, cần kết hợp nhiều phương pháp: chọn máy có độ cứng vững cao, sử dụng chế độ cắt tối ưu, giảm rung động, kẹp chặt đúng cách và áp dụng xử lý nhiệt giảm ứng suất trước khi gia công tinh.
Sai lầm thường gặp khi đánh giá và sử dụng thông số độ phẳng
Nhầm lẫn giữa độ phẳng và độ song song: Nhiều kỹ thuật viên cho rằng đo độ song song sẽ thay thế được độ phẳng, nhưng thực tế hai khái niệm khác nhau hoàn toàn. Một bề mặt có thể song song với mặt chuẩn nhưng tự nó vẫn không phẳng.
Đo độ phẳng trên bề mặt không sạch: Bụi bẩn, ba via trên bề mặt sẽ làm kết quả đo không chính xác.
Bỏ qua ảnh hưởng của nhiệt độ: Chi tiết và dụng cụ đo cần phải ở cùng nhiệt độ phòng để tránh giãn nở nhiệt gây sai số.
Chọn phương pháp đo không phù hợp: Sử dụng thước thẳng cho bề mặt quá lớn hoặc quá nhỏ dẫn đến kết quả không tin cậy.
Độ phẳng là sai lệch hình học vĩ mô trên toàn bộ diện tích bề mặt, đo bằng micromet hoặc milimét. Độ nhám là những nhấp nhô vi mô rất nhỏ (thường dưới 0.1 mm), đo bằng Ra, Rz, Rmax. Cả hai đều ảnh hưởng đến chất lượng bề mặt nhưng thuộc hai khía cạnh độc lập.
Có thể đo độ phẳng bằng thước kẹp hoặc panme không?
Không. Thước kẹp và panme chỉ đo kích thước tuyến tính, không thể đánh giá được sai lệch phẳng của toàn bề mặt. Cần dùng thước thẳng, đồng hồ so, máy CMM hoặc interferometer.
Độ phẳng có quan hệ gì với dung sai lắp ghép?
Độ phẳng ảnh hưởng trực tiếp đến độ hở hoặc độ dôi thực tế khi lắp ghép. Hai chi tiết có kích thước danh nghĩa phù hợp nhưng bề mặt không phẳng sẽ gây ra điểm tiếp xúc cục bộ, làm giảm diện tích chịu lực, tăng mài mòn.
Làm thế nào để kiểm tra độ phẳng nhanh tại xưởng?
Phương pháp phổ biến và nhanh nhất là dùng thước thẳng và căn lá. Đặt thước dọc theo các hướng khác nhau trên bề mặt, dùng căn lá để đo khe hở. Khe hở lớn nhất ghi nhận là độ phẳng thực tế.
Độ phẳng có ảnh hưởng đến độ cứng của chi tiết không?
Có. Khi bề mặt không phẳng, áp suất tiếp xúc phân bố không đều, gây tập trung ứng suất tại các điểm cao, dễ dẫn đến biến dạng dẻo hoặc phá hủy mỏi. Ngược lại, bề mặt phẳng giúp tải trọng phân bố đều, tăng độ bền cho kết cấu.
Việc hiểu rõ độ phẳng là gì và cách kiểm soát thông số này là nền tảng để tạo ra các sản phẩm cơ khí chất lượng cao. Từ khái niệm cơ bản, dung sai, phân loại cho đến các phương pháp đo lường và ứng dụng thực tế, mỗi khía cạnh đều có tác động trực tiếp đến chức năng và độ bền của sản phẩm. Khi thiết kế và sản xuất, cần lựa chọn dung sai độ phẳng phù hợp với yêu cầu kỹ thuật cụ thể, đồng thời kết hợp với các biện pháp gia công và đo lường chính xác. Nắm vững kiến thức về độ phẳng giúp kỹ sư và nhà sản xuất nâng cao hiệu suất làm việc, giảm tỉ lệ phế phẩm và tối ưu hóa chi phí sản xuất.