
Hàn gió đá (hàn khí) là phương pháp hàn sử dụng nhiệt từ ngọn lửa đốt cháy hỗn hợp khí oxy và axetylen để làm nóng chảy kim loại. Đây là kỹ thuật truyền thống nhưng vẫn được ứng dụng rộng rãi trong sửa chữa cơ khí, chế tạo nhỏ lẻ và các công việc yêu cầu kiểm soát nhiệt tinh tế. Bài viết này sẽ cung cấp cách hàn gió đá từ cơ bản đến nâng cao, giúp bạn tự tin thực hiện các mối hàn chất lượng.
Hàn Gió Đá Là Gì? Nguyên Lý Hoạt Động

Hàn gió đá là kỹ thuật hàn nóng chảy dùng ngọn lửa sinh ra từ phản ứng cháy của khí oxy và khí axetylen. Ngọn lửa có nhiệt độ lên đến 3.200°C, tập trung vào vị trí cần hàn, làm nóng chảy mép vật liệu và que hàn để tạo thành mối hàn. Khác với hàn điện, hàn gió đá không cần dòng điện, phù hợp với các công việc ngoài hiện trường không có nguồn điện.
Phương pháp này cho phép điều chỉnh nhiệt linh hoạt thông qua tỷ lệ hỗn hợp khí và khoảng cách từ mỏ hàn đến bề mặt. Người thợ có thể kiểm soát trạng thái oxy hóa hay khử của ngọn lửa, từ đó ảnh hưởng đến chất lượng mối hàn.
Thiết Bị Và Vật Liệu Cần Chuẩn Bị Khi Hàn Gió Đá
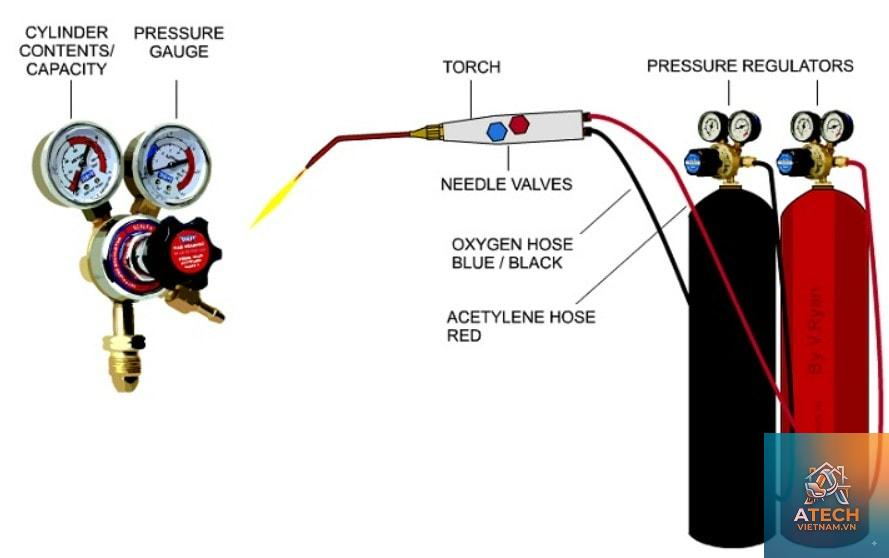
Để thực hiện cách hàn gió đá an toàn và hiệu quả, bạn cần có bộ thiết bị tiêu chuẩn gồm:
- Bình oxy (khí O₂): Áp suất thường 150 bar, cần đồng hồ giảm áp và ống dẫn.
- Bình axetylen (khí C₂H₂): Áp suất thấp hơn, khoảng 1.5–2 bar, có van một chiều chống cháy ngược.
- Mỏ hàn (súng hàn): Đầu mỏ có các kích thước khác nhau, chọn theo độ dày vật liệu (thường dùng đầu số 0–3).
- Ống dẫn khí (rulo cao su hoặc nhựa chịu áp): Hai ống màu đỏ (axetylen) và xanh (oxy).
- Kính bảo hộ hàn khí: Kính tối màu chống ánh sáng mạnh và tia UV.
- Que hàn phù hợp: Que hàn thép, đồng, nhôm hoặc hợp kim tùy theo vật liệu nền.
- Bật lửa hàn khí (áo lửa hoặc kích lửa): Dụng cụ đánh lửa chuyên dụng.
- Kìm, búa, bàn chải sắt, dụng cụ làm sạch mối hàn.
- Không cần nguồn điện, thích hợp cho sửa chữa ngoài trời hoặc nơi không có điện.
- Kiểm soát nhiệt dễ dàng, hàn được các chi tiết mỏng (0.5–3 mm) mà không bị cháy thủng.
- Chi phí đầu tư thấp hơn so với hàn TIG hoặc hàn MIG cơ bản.
- Thích hợp hàn kim loại màu (đồng, nhôm, hợp kim) khi có que hàn chuyên dụng.
- Dễ dàng hàn đính và hiệu chỉnh mép hàn trước khi hàn hoàn chỉnh.
- Tốc độ hàn chậm, năng suất thấp hơn hàn điện.
- Vùng ảnh hưởng nhiệt rộng, dễ biến dạng kim loại.
- Yêu cầu kỹ năng tay nghề cao để kiểm soát ngọn lửa và nhiệt.
- Nguy cơ cháy nổ nếu xử lý bình khí không đúng quy cách.
- Không hàn được các kim loại có độ dày lớn (trên 10 mm) một cách kinh tế.
- Sửa chữa ống nước, khung xe đạp, xe máy: Hàn các vết nứt nhỏ trên khung thép mỏng.
- Chế tạo cửa sắt, hàng rào: Hàn nối các thanh sắt hộp hoặc tròn.
- Ngành điện lạnh: Hàn đồng trong hệ thống điều hòa, tủ lạnh (kết hợp với que hàn bạc).
- Phục chế đồ cổ bằng kim loại: Hàn tượng đồng, linh kiện cơ khí cổ.
- Thi công tại công trường xa dân cư: Hàn cấu kiện nhỏ khi không có máy phát điện.
- Luôn đeo kính bảo hộ hàn khí có đúng độ tối (kính số 3–5) để bảo vệ mắt khỏi ánh sáng xanh và tia hồng ngoại.
- Mang găng tay da dày và quần áo dài, không mặc đồ tổng hợp dễ cháy.
- Đặt bình khí ở vị trí thẳng đứng, cách xa nguồn lửa ít nhất 5 mét.
- Không hàn trong môi trường có khí dễ cháy nổ (xăng, dung môi hữu cơ).
- Kiểm tra định kỳ van một chiều trên bình axetylen – thiết bị chống cháy ngược cực kỳ quan trọng.
- Khi xả khí từ bình, không xả trực tiếp vào không gian kín để tránh ngạt.
- Sau khi hàn, đánh sạch xỉ và kiểm tra độ ngấu bằng cách cắt mẫu thử nếu cần.
Nên kiểm tra kỹ các van, ống dẫn trước khi vận hành để tránh rò rỉ khí gây cháy nổ.
Quy Trình Cơ Bản Thực Hiện Cách Hàn Gió Đá

Bước 1: Chuẩn Bị Bề Mặt Và Lắp Đặt Thiết Bị
Làm sạch vị trí hàn khỏi dầu mỡ, sơn, gỉ sét bằng bàn chải sắt hoặc giấy nhám. Đặt bình oxy và axetylen ở nơi thông thoáng, cố định tránh đổ ngã. Kết nối ống dẫn đúng màu, siết chặt các đầu nối. Mở van bình từ từ và kiểm tra rò rỉ bằng nước xà phòng (không dùng lửa).
Bước 2: Chỉnh Áp Suất Và Tạo Lửa
Mở van axetylen khoảng 0.3–0.5 bar, van oxy khoảng 1.5–2 bar (tùy độ dày vật liệu). Dùng bật lửa hàn khí đánh lửa khi mỏ hàn hướng về phía an toàn. Điều chỉnh hỗn hợp khí để có ngọn lửa trung tính (hơi xanh, lõi trong sáng) – đây là loại lửa thích hợp cho hầu hết các mối hàn thép.
Bước 3: Gia Nhiệt Và Hàn
Đưa ngọn lửa đến vị trí hàn, giữ khoảng cách 2–5 mm. Di chuyển mỏ hàn đều theo đường thẳng hoặc vòng tròn nhỏ. Khi thấy kim loại chảy lỏng, đưa que hàn vào vũng hàn. Giữ que hàn nghiêng 30–45 độ so với bề mặt. Thực hiện từng đoạn ngắn, để nguội tự nhiên hoặc giảm nhiệt từ từ tránh nứt.
Bước 4: Kết Thúc Và Xử Lý Mối Hàn
Sau khi hàn xong, tắt van oxy trước, sau đó tắt van axetylen. Để mỏ hàn nguội, kiểm tra mối hàn bằng mắt thường hoặc dùng búa gõ nhẹ. Có thể dùng bàn chải sắt hoặc mài nhẵn để hoàn thiện bề mặt.
Phân Loại Ngọn Lửa Trong Hàn Gió Đá Và Ảnh Hưởng Đến Chất Lượng
| Loại ngọn lửa | Tỷ lệ O₂/C₂H₂ | Đặc điểm ngọn lửa | Ứng dụng |
|---|---|---|---|
| Lửa trung tính | 1:1 | Lõi xanh sáng, hơi vàng bên ngoài | Thép cacbon, thép hợp kim thấp, gang |
| Lửa oxy hóa | >1:1 | Lõi ngắn, có tiếng rít nhẹ | Đồng, hợp kim đồng (chống oxy hóa) |
| Lửa khử (dư khí) | <1:1 | Lõi dài, có quầng sáng > hơn | Nhôm, thép không gỉ (giảm xỉ) |
Việc chọn đúng loại ngọn lửa quyết định độ kín, độ bền và thẩm mỹ của mối hàn. Lửa quá oxy hóa dễ tạo xỉ, còn lửa khử quá mức gây thấm cacbon làm giòn mối hàn.
Lợi Ích Và Hạn Chế Của Phương Pháp Hàn Gió Đá
Ưu điểm
Nhược điểm
So Sánh Hàn Gió Đá Với Hàn Điện Arc Và Hàn Tig
| Tiêu chí | Hàn gió đá | Hàn điện que (SMAW) | Hàn TIG (GTAW) |
|---|---|---|---|
| Nguồn năng lượng | Khí oxy + axetylen | Điện DC/AC | Điện DC/AC + khí bảo vệ |
| Nhiệt độ trung tâm | 3.200°C | 5.500°C | 6.000°C |
| Kiểm soát nhiệt | Rất tốt | Trung bình | Rất tốt |
| Chi phí thiết bị | Thấp (5–15 triệu) | Thấp (3–8 triệu) | Cao (20–50 triệu) |
| Độ chính xác mối hàn | Trung bình | Thấp | Cao |
| Phù hợp với vật liệu mỏng | Có | Không | Có |
Dựa vào bảng so sánh, có thể thấy cách hàn gió đá nằm ở vị trí trung gian giữa hàn que và hàn TIG, phù hợp với sửa chữa nhỏ, hàn thủ công và các ứng dụng cần tính linh hoạt cao.
Ứng Dụng Thực Tế Của Kỹ Thuật Hàn Gió Đá

Sai Lầm Thường Gặp Khi Học Cách Hàn Gió Đá Và Cách Khắc Phục
Sai lầm 1: Không làm sạch bề mặt trước khi hàn
Dầu mỡ, sơn hoặc gỉ sét sẽ tạo ra xỉ và lỗ khí trong mối hàn. Giải pháp: luôn chà sạch bằng bàn chải sắt hoặc mài nhẹ vùng hàn trước khi bắt đầu.
Sai lầm 2: Chỉnh ngọn lửa không chuẩn
Lửa quá yếu không đủ nhiệt, lửa quá mạnh gây cháy mép. Cách khắc phục: quan sát màu sắc lõi lửa (xanh sáng) và điều chỉnh oxy từ từ cho đến khi lửa gần như không có tiếng rít.
Sai lầm 3: Di chuyển mỏ hàn quá nhanh hoặc quá chậm
Tốc độ di chuyển ảnh hưởng đến độ ngấu và hình dạng mối hàn. Nếu di chuyển nhanh, mối hàn không ngấu; nếu chậm, kim loại bị chảy quá mức. Luyện tập di chuyển đều tay với tốc độ khoảng 1–2 cm/giây tùy độ dày.
Sai lầm 4: Không sử dụng que hàn phù hợp
Que hàn thép không thể hàn nhôm hay đồng. Luôn chọn que hàn đúng chủng loại với vật liệu nền, có thể tham khảo bảng tra từ nhà sản xuất.
Sai lầm 5: Tắt van khí sai thứ tự
Nếu tắt axetylen trước, áp suất ngược có thể gây cháy nổ trong ống dẫn. Luôn tắt van oxy trước, sau đó tắt van axetylen và xả hết khí trong ống.
Lưu Ý Quan Trọng Khi Thực Hiện Cách Hàn Gió Đá

Câu Hỏi Thường Gặp Về Hàn Gió Đá
Hàn gió đá có nguy hiểm không?
Nếu tuân thủ quy tắc an toàn về bình khí, ống dẫn và trang bị bảo hộ, rủi ro là thấp. Nguy hiểm chính là cháy nổ do rò rỉ khí axetylen. Luôn kiểm tra bằng nước xà phòng trước khi sử dụng.
Có thể hàn nhôm bằng phương pháp gió đá không?
Có, nhưng cần que hàn nhôm chuyên dụng và ngọn lửa khử nhẹ. Ngoài ra, cần làm sạch lớp oxit nhôm trước khi hàn. Nhiệt độ nóng chảy của nhôm thấp nên phải kiểm soát nhiệt rất kỹ.
Thời gian học hàn gió đá mất bao lâu để thành thạo?
Trung bình người mới cần 2–4 tuần luyện tập thường xuyên để hàn được các mối nối cơ bản. Để hàn đẹp và chịu lực tốt, có thể mất 3–6 tháng thực hành liên tục.
Hàn gió đá có khả năng hàn thép không gỉ (inox) không?
Có thể hàn inox 304, 316 nếu dùng que hàn inox chịu nhiệt và ngọn lửa khử. Tuy nhiên, mối hàn dễ bị oxy hóa vùng ảnh hưởng nhiệt, nên hàn TIG thường cho kết quả tốt hơn.
Nên chọn mỏ hàn gió đá loại nào cho người mới?
Mỏ hàn trọng lực hoặc mỏ hàn tay loại trung bình (đầu số 1 hoặc 2) phù hợp với thép dày 1–4 mm. Thương hiệu phổ biến là Harris, Victor hoặc các dòng sản xuất tại Việt Nam như Đại Nam, Hoàng Gia.
Kết Luận
Cách hàn gió đá là kỹ thuật truyền thống nhưng vẫn giữ vai trò quan trọng trong cơ khí sửa chữa nhỏ và chế tạo thủ công. Nắm vững nguyên lý ngọn lửa, quy trình vận hành và an toàn giúp bạn tạo ra những mối hàn bền đẹp. Dù có nhược điểm về tốc độ và vùng nhiệt rộng, song tính linh hoạt và chi phí thấp khiến nó trở thành lựa chọn không thể thiếu đối với thợ hàn chuyên nghiệp lẫn người mới bắt đầu. Thực hành thường xuyên, luôn tuân thủ an toàn và chọn thiết bị chất lượng sẽ giúp bạn tiến bộ nhanh chóng trên con đường trở thành thợ hàn lành nghề.





